(54) СПОСОБ ГОГОТОВЛЕНЙЯ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ЛИСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
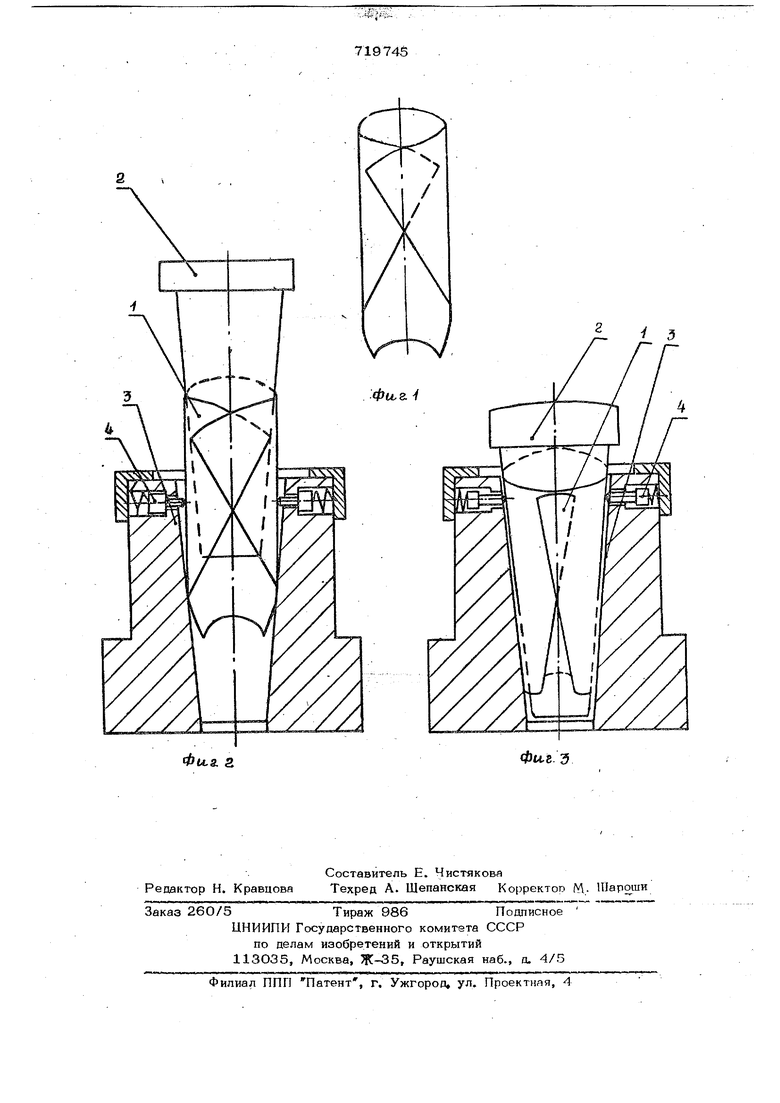
Изобретение относятся к обработке металлов давлением и может быть использовано при изготовлении конических оболочек из листа, применяющихся для дальнейшего формования различных полых деталей сложной конфигурации. Известен способ гибки конических оболочек в вертикальном штампе, при котором листовая развертка после выруб ки укладывается в определенном положении в штамп по одну сторону пуансЬна. При рабочем движении пуансона происходит изгиб заготовки как балки, лежащей на двух опорах, по направлению действия силы (пуансона), с последующим затягиванием в полость матрицы и свертыванием. Для обеспечения хорошей стыковки матрицы кромок и ликвидации пружинения введена предварительная гиб ка в специальном штампе заключающаяся в отгибке кромок вдоль, образующей l. Однако этот способ не позволяет обе печить гибку из листовых разверток, имеющих центральный угол менее 90°, т.е. конич-еских оболочек с малым углом конусности, требует дополнительную оснастку (штамп предварительной гибки), более широкую номенклатуру прессового оборудования, что связано с определенными материальными затратами, кроме того получение конических оболочек с малым углом конусности многооперационной вытяжкой из кружка или миогооперационным обжимом из трубы весьма трудоемко, малопроизводительно, а также сопряжено с большими отходами металла. Цель изобретения - разработка способа изготовления конических оболочек с малой конусностью из листа, позволяющего снизить трудоемкость изготовления. Это обеспечивает снижение себестоимости на 40-5О% в случае изготовления конических оболочек с большим перепадом диаметров малого и большого оснований. Цель достигается тем, что вырубленная заготовка предварительно свертывается в цилиндр диаметром 0,5-0,9 например на вальцах, после чего полученный полуфабрикат формуют до необходимых размеров коническим пуансоном в матрице. На фиг. 1 схематически изображен полуфабрикат, полученный на вальцах предаарительной формовки; на фиг. 2 и 3 - начальный и промежуточный моменты окончательной формовки коничес кой оболочки. Способ осуществляетс-1 следующим образом. В качестве заготовки используют ли товую развертку для конической оболоч ки с центральным углом менее 90° обеспечивает получение конических лочек с малой конусностью, например 5 Предаарительная формовка представл ет собой свертку на серийном оборудов НИИ, например на валвдах в цилиндр с диаметром, равным среднему значению между большим и меньшим диаметрами осн ваний конической оболочки (точное значен диаметра определяется экспериментально с учетом упругих деформаций, марки материала, параметров полуфабрикат и с образующей, перпендикулярной к хо дам дуг (см. фиг. 1). Свертывания в цилинф с диаметром 0,5-О,9 диаметр большого основания оболочки, обеспечивают устранение упругих деформаций при свертывании конической оболочки, а также хорощую стыковку кромок по обр зующей для последующей сварки. Полученную заготовку 1 формуют в конической матрице 3 коническим пуан соном 2 с буртом. Фиксация необходимого положения заготовки определяется с помощью подпружиненных фиксаторов расположенных в пазах верхней части матрицы. В начальной стадии происходит раздача верхнего диаметра конусом пуансона с одновременным заталкиЕ1анИем заготовки в матрицу за счет составляющей силы трения между поверхностью пуансона и заготовкой (мс. фиг. 2). 54 Когда кромка входит в контакт с буртиком пуансона, происходит дальнейшее заталкивание заготовки в матрицу (т.е. свертывание детали), с одновременным Выравниванием верхней кромки и калибровкой ггуансоном по всей поверхности ко1тческой оболочки (см. фиг. 3). Способ изготовления конических оболочек с малым углом конусности многооперационной вытяжкой из кружка или многооперационным обжимом из трубы сокращает количество оборудования до 2-х единиц, уменьшает расходы на изготовление технологической оснастки (требуется лишь один штамп гибки), расход металла, трудоемкость изготовления и повышает производительность труда в 8 1О раз и исключает необходимость приобретения специализированных лийтогибочных машин. Использование предлагаемого способа для изготовления конических оболочек с обльшим углом конусности сокращает себестоимость изготовления в 1,3-1,5 раза. Формула изобретения Способ изготовления конических оболочек из листа, включающий операции вырубки развертки для конической оболочки, формовки и сварки, о т л и ч а юш и и с я тем, что, с целью обеспечения возможности изготовления оболочек с малой конусностью и снижения трудоемкости, формовку осуществляют, путем свертывания развертки в цилиндр диаметром преимущественно 0,5-6,9 диаметра большего основания конической оболочки, который затем переформовывают в конус путем заталкивания его в коническую матрицу коническим пуансоном. Источники информации принятые во внимание при экспертизе 1. Кузнечно-штамповочное производство, № 8, 1962, с. 24.
