Изобретение относится к обработке металлов давлением и может быть использовано в трубной промышленности при изготовлении профильных труб.
Целью изобретения является улучшение качества за счет повышения геометрической точности.
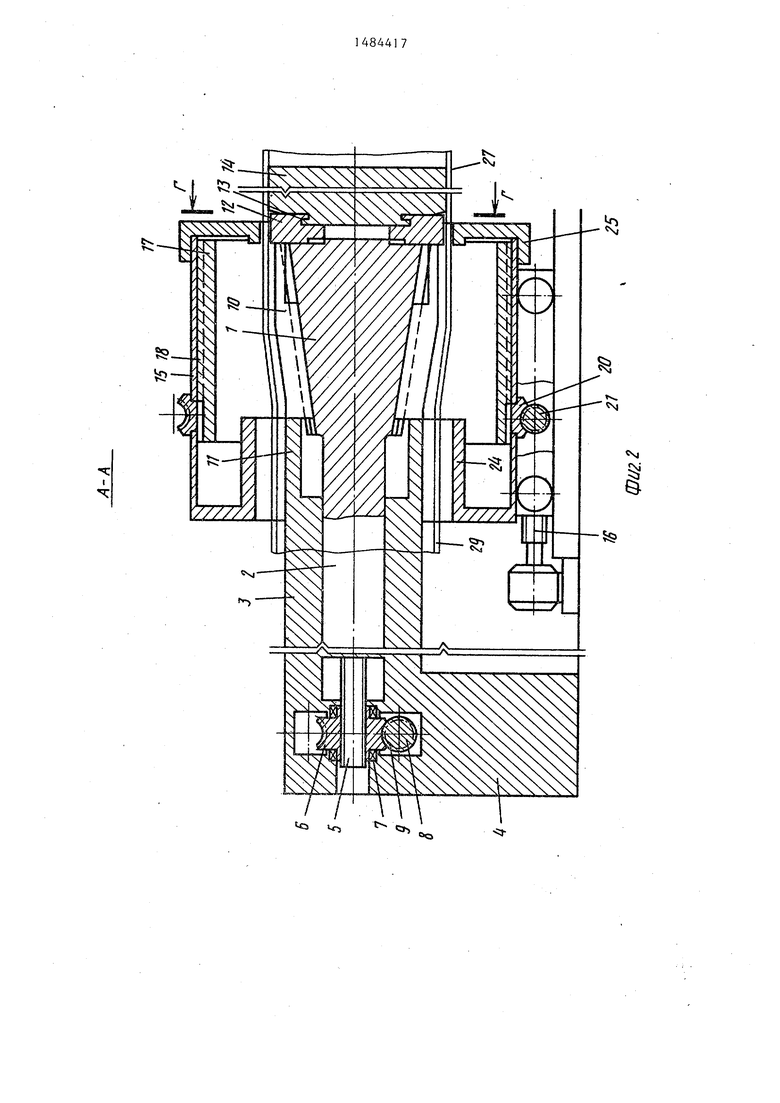
На фиг.1 дано устройство, поперечное сечение;на фиг.2 - разрез А-А на фиг.1 на фиг 3 - разрез Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.З; на фиг.5 - конструктивная схема устройства.
Устройство включает сердечник 1 с клиновыми поверхностями, размещенный на стержне 2, проходящем внутри несущей штанги 3, закрепленной в опоре 4.
Стержень 2 связан с приводом, на- пример, с помощью резьбового хвостовика 5, гайки 6, которая вращается в размещенных в опоре 4 подшипника 7 от привода 8 посредством червяка 9. На клиновые поверхности сердечника 1 от привода 8 опираются внутренние рабочие элементы плашки 10, выполненные в виде пластин со скругленным торцом, которые удерживаются от осевого смещения упором 11 и захватом 12 а от перекосов и окружного смещения - прорезями в теле несущей штанги 3. Захват 12 выполнен в виде многогранной упорной шайбы, которая крепится
к торцу несущей штанги 3 и имеет на
35
внешнем торце фиксирующие выступы 13 для крепления оправки 14. Упор 11 образован внутренними торцевыми поверхностями прорезей в теле несущей штан- ги 3.40
Соосно штанге 3 установлена обойма 15, которая может перемещаться при
о
5
0
помощи, например, винтового привода 16 на шаг t, который равен или меньше длины половины плашки 10.
Внутри обоймы 15 расположена втулка 17, имеющая на внешней поверхности резьбу 18 и направляющие пазы,19. По резьбе 18 вращается гайка 20, зафиксированная от осевого смещения в корпусе обоймы 15 и соединенная червячной передачей 21 с приводом 22. Внутренняя поверхность втулки 17 имеет клиновую форму. На нее опираются наружные рабочие элементы (плашки) 23, выполненные с плоской рабочей поверхностью и установленные с зазором. Плашки 23 удерживаются от осевого смещения упором 24 и крышкой 25. Плашки 10 и 23 развернуты друг относительно друга вокруг штанги 5 так, что плашки 10 могут ради-4 ально перемещаться в плоскостях, проходящих через середину зазора между плашками 23, образуя ребка 26 трубы 27. Плашки 23 . профилируют грани
28 трубы 27. I
Устройство оборудовано, кроме того, вспомогательными механизмами для размещения исходной трубы на несущей штанге для предотвращения прогиба штанги, для поддержки оправки и т.д.(не показаны).
Устройство работает следующим образом.
На несущей штанге 3 размещают круглую трубную заготовку 29 так, чтобы ее выходной конец лежал в зоне плашек 10 и 23. К захвату 12 крепят оправку 14. Включая привод 8 через червячную передачу 9, вращают гайку 6. Стержень 2 перемещается в сторону опоры 4, увлекая за собой сер51
дечник 1. Плашки 10, расположенные в прорезях штанги 3, упираются в упор 11, который препятствует их осевому смещению и расходятся радиаль- но, а, достигнув контакта с внутренней поверхностью заготовки 29, начинают изгибать ее, образуя ребра 26. В это время включением привада 22 через червячную передачу 21 приводится во вращение гайка 20. Она перемещает клиновую втулку 17 по направляющим 19, в результате чего плашки 23 перемещаются радиально к центру. Плашки 23 обжимают трубную заготовку 29 до образования граней 28. После этого, реверсируя привод 8, отводят плашки 10 и включают привод 16. Труба 27, зажатая плашками 23 обоймы 15, стаскивается со штанги 3 и натягивается на оправку 14 на величину шага t. Затем плашки 23 отводят от трубы 27, а обойму 15 возвращают в исходное положение. Повторяя описанные операции несколько раз переформовывают исходную заготовку 29 в профильную трубу 27. Затем оправку 14 с трубой 27 отсоединяют от захвата 12 и трубу 27 снимают с оправки 14 либо отправляют ее на калиб- ровку. Приводы 8,16 и 22 могут быть выполнены в виде гидроцилиндров,что несколько упростит кинематическую схему устройства.
Устройство обеспечивает возможность получения профильных труб из круглой заготовки с достаточно. высокой степенью точности. Это обусловлено тем, что оно осуществляет одовременную шаговую формовку трубы с приложением усилий изнутри и- снаружи заготовки,
g 5 0 5 0
Q
5
176
Формула изобретения
Устройство для изготовления длинномерных труб преимущественно профилированных:, содержащее установленные с возможностью осевого перемещения сердечник с клиновыми поверхностями и взаимодействующие с клиновыми поверхностями внутренние рабочие элементы, а также наружные рабочие элементы, установленные с зазорами один относительно другого с возможностью радиального перемещения, о т- личающееся тем, что, с целью улучшения качества ва счет повышения геометрической точности, оно снабжено обоймой с приводом ее осевого перемещения, установленной в обойме втулкой с резьбой на наружной поверхности и с клиновой внутренней поверхностью., взаимодействующей с наружными рабочими элементами,приводной гайкой, закрепленной на обойме и связанной с резьбой на втулке, захватом, смонтированным на торце сердечника и выполненным с опорной поверхностью для внутренних рабочих элементов и с фиксирующими выступами, оправкой, установленной на фиксирующих выступах захвата, а также неподвижно установленной полой штангой с пазами для крепления сердечника и с упорами для внутренних рабочих элементов, наружные рабочие элементы выполнены с плоской рабочей поверхностью, а внутренние - в виде пластин со скругленным торцом и размещены в радиальных, плоскостях, проходящих через середину зазоров между наружными рабочими эле- , ментами.
с
-а- со
ЧГ
а п
и
&&&//&&/А&1
Ъ+Ы аЈ нЫ-Ј & Л -Ј Ь ЈнМ-&ч& А
v™2,2l2jr|S S |SeSeiSeSiISirS3 Se3S«S
Г
и
81 SL
ггпф
1
i
10 I
IQ
to t о, «о
r,
X
27

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1990 |
|
RU2021483C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 1998 |
|
RU2142349C1 |
| ОПРАВКА ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕГО ШЛИЦЕВОГО ПРОФИЛЯ ДЕТАЛЕЙ ТИПА ВТУЛКИ | 1994 |
|
RU2074040C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| ЗАХВАТ КЛИНОВОЙ | 1992 |
|
RU2110706C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КОЛЕН ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2098207C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |


Изобретение относится к обработке металлов давлением и может быть использовано в трубной промышленности при изготовлении профильных труб. Цель изобретения - улучшение качества за счет повышения геометрической точности. Устройство содержит подвижный в осевом направлении сердечник 1 с установленными на нем плашками /П/ 10, подвижные в осевом направлении обойму 20 и втулку 15 с конической внутренней поверхностью и П 23. Устройство содержит также установленную на фиксирующих выступах захвата оправку. При осевом перемещении сердечника 1 П 10 раздвигаются, оформляя угловые участки профилируемой трубы, а П 23 сближаются, оформляя грани профилируемой трубы. После этого отводят П 10 и перемещают обойму 20 вместе с профилированной частью трубы, натягивая ее на оправку. Шаговая формовка с приложением усилий изнутри и снаружи обеспечивает геометрическую точность. 5 ил.
фиг. 5
| Способ сорбционного извлеченияМЕди из АММиАчНыХ PACTBOPOB | 1979 |
|
SU810842A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
