Известен способ формовки спиральношовных труб с постоянным углом формовки, равным
Cos я - -Dfp,
где В - ширина полосы;
DCP - средний диаметр трубы.
Предложено первый полувиток формовать под углом меньшим номинального угла формовки, а затем переформовывать его, например гибочными роликами, на угол больший номинального для данной трубы.
Это позволяет производить стыковую сварку кромок токами радиотехнической частоты со схождением кромок под необходимым углом при достаточном сварочном давлении.
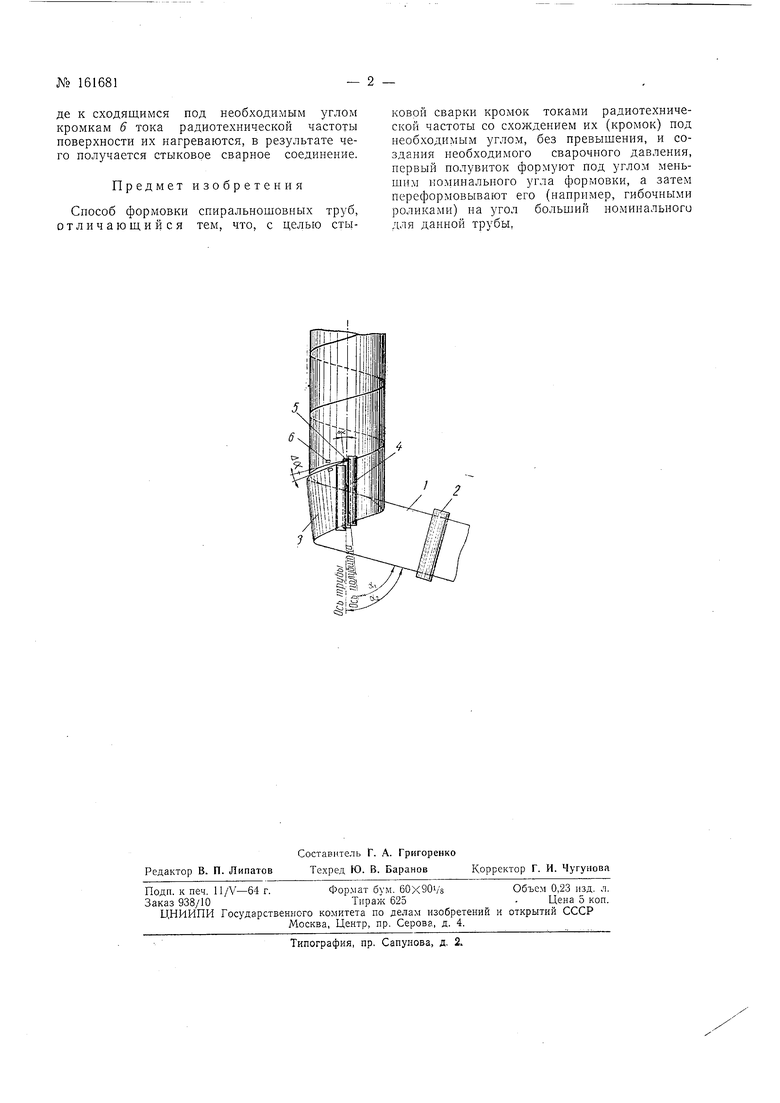
На чертеже изображена принципиальная схема предложенного способа формовки спиральношовных труб с переменным углом формовки.
Полоса / подаюшим валиком 2 задается в формовочную машину, состояшую из формовочного устройства, гибочных роликов и доформовочного (калибровочного) устройства.
В формовочное устройство (полувтулочного, валкового и роликового типа), где предварительно формуется полвитка трубы 3, полоса / задается под углом ai, меньшим номинального угла формовки.
На выходе формовочного устройства установлены гибочные ролики 4, которые производят перегибку под углом оо предварительно сформованного полувитка с переориентацией направления линии его изгиба на угол Да, равный разности между окончательным углом формовки трубы а.-2 и углом формовки полувитка аь т. е.Да 0-2-Oi.
Поскольку углы подъема винтовых линий кромок предварительно сформованного полувитка и первого витка трубной заготовки соответственно равны их угла.м формовки а и ао, то угол схождения этих кромок также буден равен Да.
Когда угол формовки трубы а2 равен номинальному углу формовки, кромки сходятся в точке 5 перегиба полувитка гибочными роликами 4 и формовка идет при их плотном соприкосновении, без зазора.
Когда угол Qo больше номинального угла формовки, витки сформованной трубной заготовки не образуют нахлестки, а разжимаются на величину Д, создавая между кромками необходимое сварочное давление. При подводе к сходящимся под необходимым углом кромкам 6 тока радиотехнической частоты поверхности их нагреваются, в результате чего получается стыковое сварное соединение.
Предмет изобретения
Способ формовки спиральношовных труб, отличающийся тем, что, с целью стьь
ковой сварки кромок токами радиотехнической частоты со схождением их (кромок) под необходимым углом, без превышения, и создания необходимого сварочного давления, первый полувиток формуют под углом меньшим номинального угла формовки, а затем переформовывают его (иапрнмер, гибочными роликами) на угол больший номинального для данной трубы,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1968 |
|
SU208655A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1274792A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1967 |
|
SU203608A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1968 |
|
SU208656A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1973 |
|
SU385644A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ формовки спиральношовных труб | 1985 |
|
SU1274793A1 |
