Изобретение относится к конструкциям металлорежущих инструментов, работающих с предварительным подогревом поверхности оОрабатываемой детали..5
Цель изобретения - упрощение конструкции в Случае выполнения инструмента в виде мнох орезцовой торцовой фрезы путем исключения специальных
элементов, контактирующих с обрабатываемой поверхностью, для замыкания электрической цепи, проходящей через 4)езец.
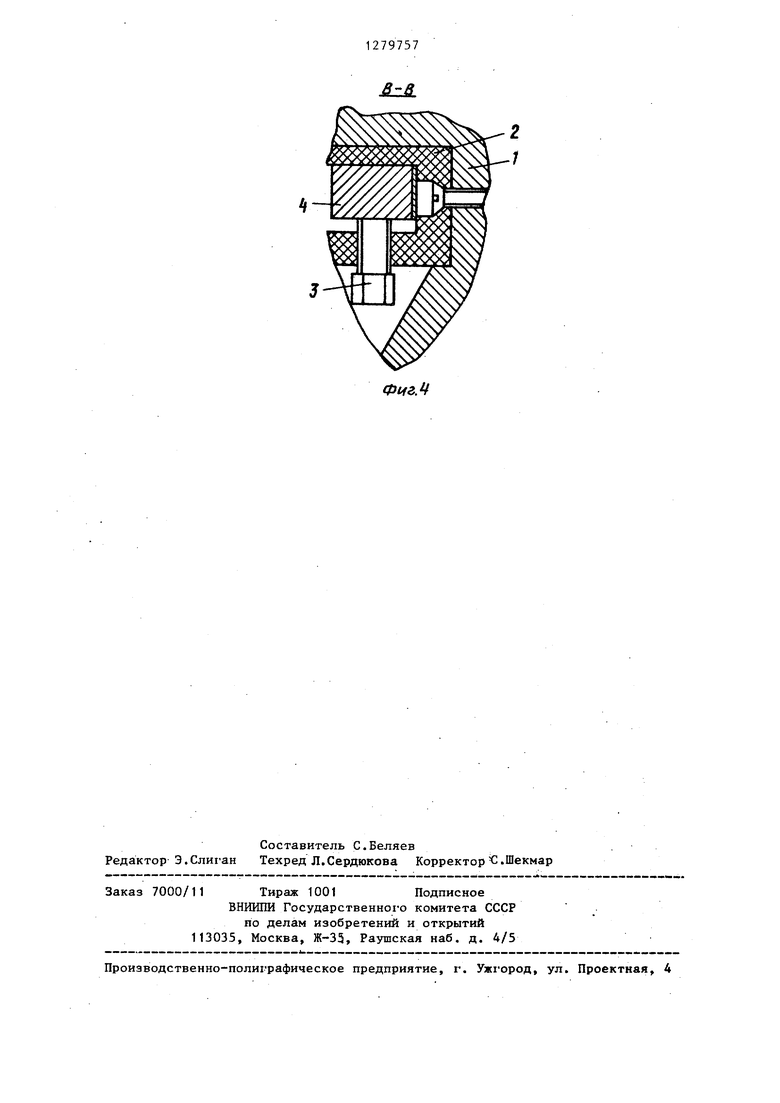
На фиг. 1 схематически изображен Инструмент, выполненный в виде фрезы; на фиг. 2 - сечение А-А на 3 - сечение Б-Б на А - сечение В-В на
фиг. 1: на фиг
фиг, 1; на фиг фиг. 2.
Инструмент, в частности торцовая фреза, имеет корпус.1, вмонтированные в него тепло- и электроизоляторы 2 с механизмом 3 закрепления резцов 4 С резцами контактируют токопроводя- щие элементы 5 и 6, установленные на токоприемном устройстве 7, защищенном кожухом 8. Могут быть использованы известные конструкции ,токо- приёмных устройств, но целесообразно чтобы электроизолятор 2 токоприемно- то устройства вращался вместе с кор- пусом фрезы. Элементы 5 и 6 соединены с разными токоподводящими линиями и запитаны от соответствующей электрической цепи. Зубья фрезы лооч редно связаны с токоподводящими элементами .5 и 6, например, с элементом 5 связаны зубья Е и Г, с элементом 6 связайы зубья Ж и Д.
Устройство работает следующим образом,.
5
o
5
0
5
з5
40
30
На элементы 5 и 6 токоприемнох о устройства с электроизолятором 2 подают электрический ток. При резании происходит замыкание электрических цепей через металл зах отовки между попарно расположенньти зубьями фрезы, т.е. между зубьями Г и Д, между Д и Е и т. д., что приводит к разогреву обрабатываемой поверхности.
В зависимости от жесткости СПИД и пластической деформируемости материалов инструмента и детали условия работы зубьев фрезы, противоположных режущим, мо1 ут быть различны.
Когда зубья фрезы касаются поверхности, между ними также замыкаются электрические цепи, что приводит к наг реву уже обработанных участков. Эти затраты энергии можно исключить, если предотвратить касание зубьев с обработанной поверхностью, для чего ось фрезы можно развернуть на угол в направлении подачи.
Замыкание цепей между зубьями, противоположными режущим, и нагрев мох ут быть использованы для химико- термического воздействия на свойства обработанной поверхности захютовки. Если обеспечить такой ух ол разворота фре зы, при котором зубья фрезы, противоположные режущим, контактируют с обработанной поверхностью, то нагрев этот можно использовать для создания окисных пленок путем подачи, например распыленной СОЖ, или путем подачи соответствук5щей газо образной смеси. Такое воздействие улучшает, восстанавливает или придает определенные свойства обработанной поверхности детали.
5-Б
.Ч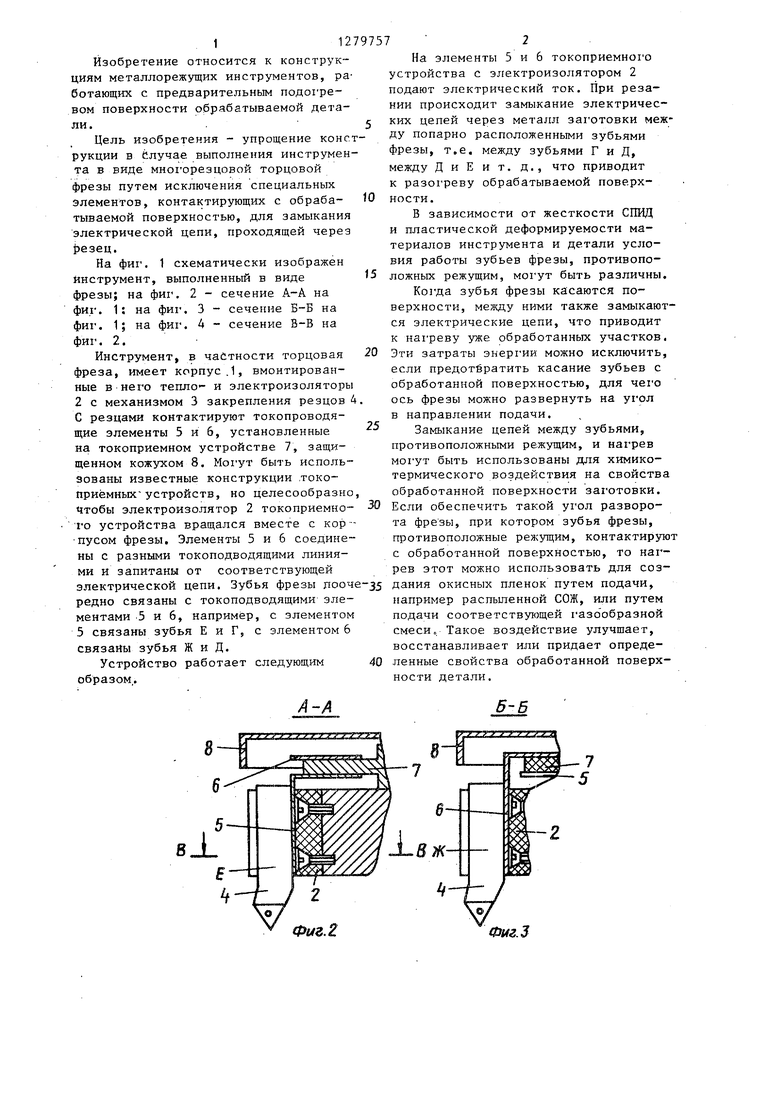
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Многолезвийный режущий инструмент | 1985 |
|
SU1298009A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| Резцовая головка | 1990 |
|
SU1771896A1 |
| Торцово-коническая фреза | 1983 |
|
SU1142281A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |

| А.Н.Строганов и др | |||
| Обработка резанием труднообрабатываемых материалов с нагревом | |||
| М.: Машиностроение, 1977, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| 336. | |||
