Изобретение относится к устройствам контроля процессов дуговой сварки и может быть использовано для контроля качества процесса сварки.
Цель изобретения - расширение функциональных возможностей путем обеспечения, фиксации состояния горения дуги при работе с различными сварочными источниками питания.
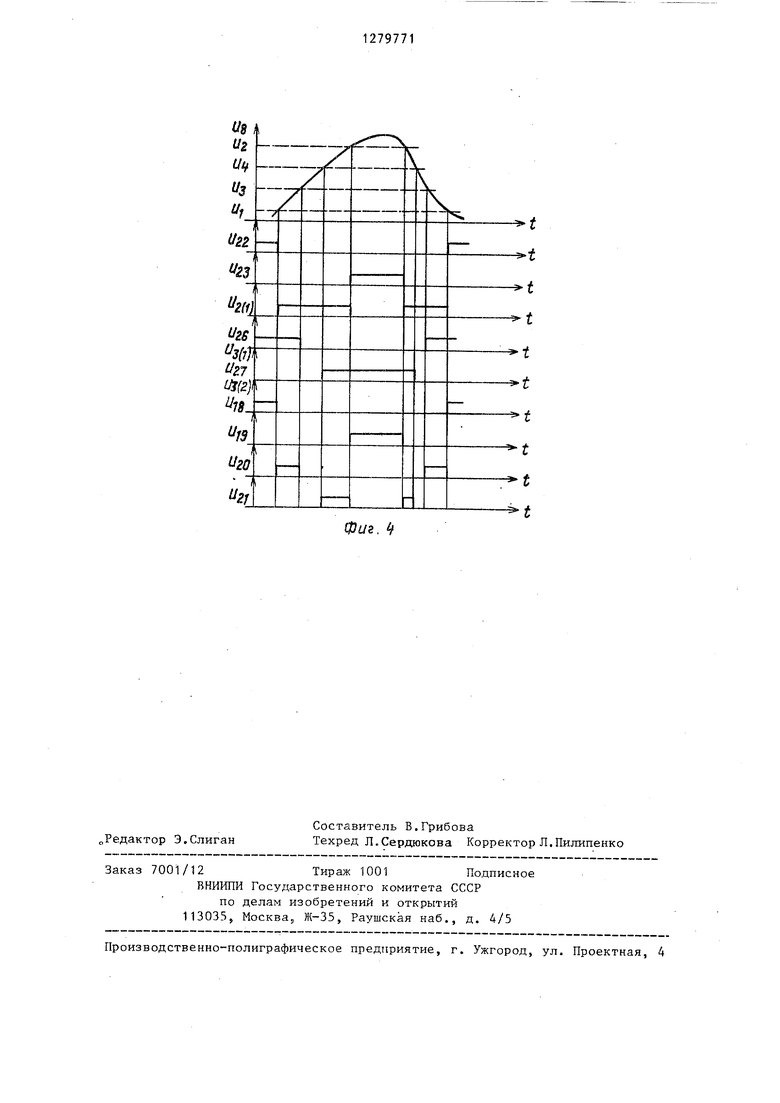
На фиг,1 показана блок-схема устройства; на фиго 2 - схема первого временного селектора; на фиг.З - схема второго и третьего временных селекторов , на фиг,4 - временные диаграммы работы устройства.
Устройство контроля горения сварочной дуги содержит источник 1 питания, многоуровневые компараторы 2 и 3 и первый элемент И 4, временные селекторы 5-7, дифференциальный усилитель 8 с ограничепной в области высоких частот полосой пропускания, второй элемент И 9 и резистивный мост
10,состоящий из измерительного шунта
11,соединенного с первой клеммой 12 источника 1 питания и прямым входом дифференциального усилителя 8, а через резистор 13 - с выводом потенциометра 14, вывод движка которого соединен с заземленной второй клеммой
15 источника 1 питания. Второй вывод потенциометра 14 через резистор 16 соединен с электрододержателем 17, измерительным шунтом 11 и инверсным входом дифференциального усилителя 8 выход которого соединен с входами компараторов, причем выход компаратора 2 соединен через первый временной селектор .5 с первыми входами второго 6 и третьего 7 временных селекторов, вторые входы которых соединены соответственно с выходами второго компаратора 3, входы второго элемента PI 9 соединены с выходами компараторов. Входы первого элемента И 4 соединены соответственно с вторыми выходами компараторов 2 и 3. Выходы элементов И 4 и И 9, а также выходы временных селекторов 6 и 7 являются выходами устройств 18-21, определяющих состояния обрыва дуги, коротких замыканий, недостижения рабочего режима сварки и превышения рабочего режима сварки соответственно.
Компаратор 2 должен быть выполнен двухуровневым на основе двух детекторов уровня, на входах которых устанавливаются пороги Uj, определя
ющие режимы обрыва и короткого замыкания дуги соответственно..
Компаратор 3- может быть выполнен аналогичным образом, при этом на входах детекторов уровня устанавливаются пороги и , и II , определяющие формирование признаков недостижения и пре- вьш1ения рабочего режима сварки соответственно.
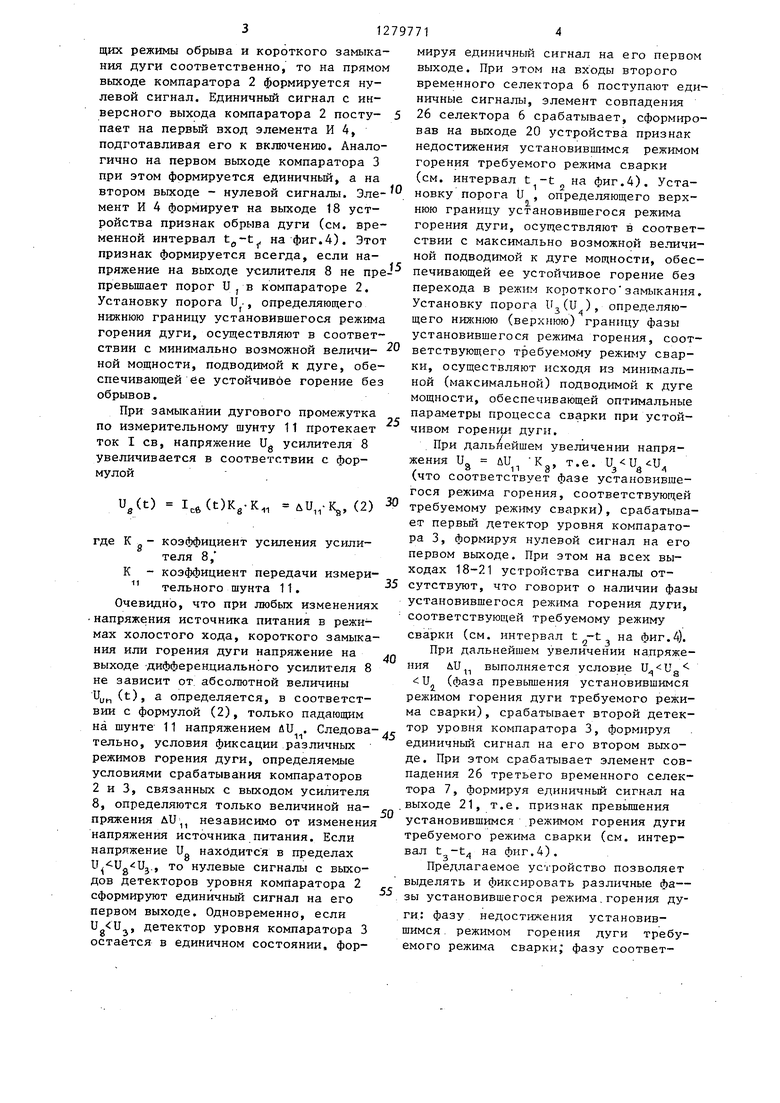
На фиг,2 показан пример схемы реализации первого временного селектора 5 на основе элемента совпадения 22, резистора 23, конденсатора 24 и дяо- да 25.
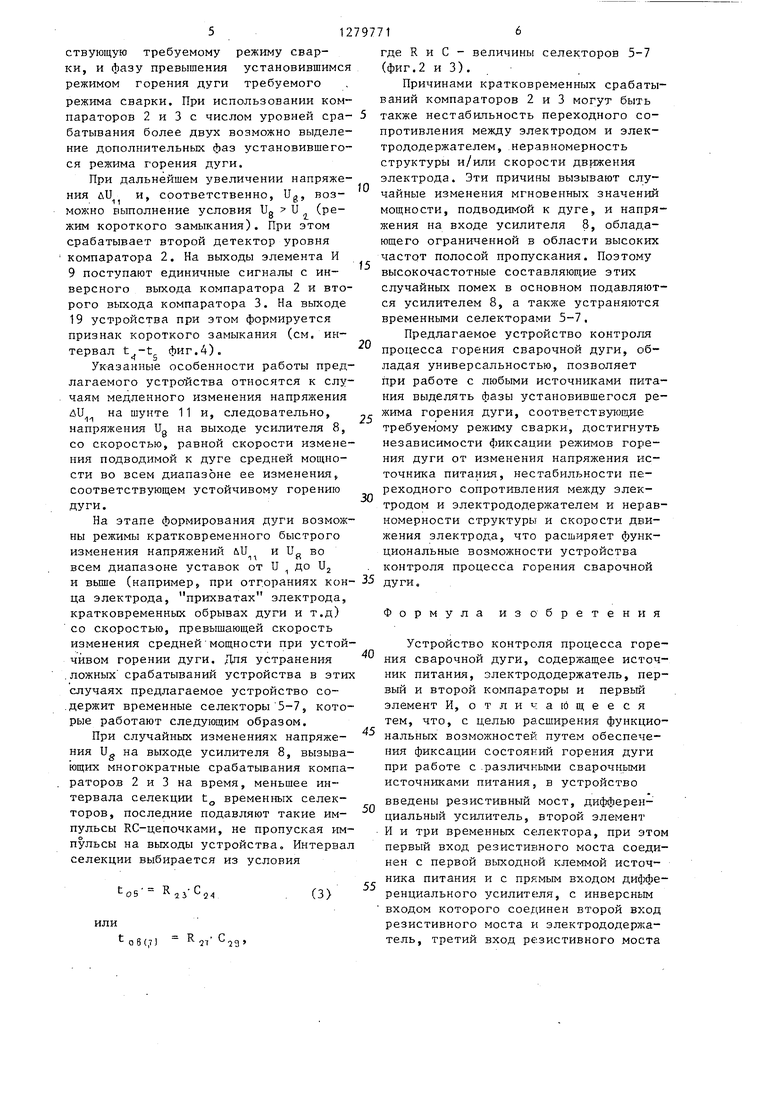
Второй 6 и третий 7 временные селекторы могут быть выполнены по схеме, показанной на фиг.З, на основе элемента совпадения 26, резистора 27, конденсатора -28 и диода 29, Ограничение в области высокгос частот полосы пропускания усилителя 8 достигается выбором соответствующих параметров цепей обратной связи и коррекции.
Устройство работает следующим образом.
При отсутствии дуги тока в сварочной цепи, состоящей из последовательно соединенных источника 1 питания, измерительного шунта 11 и электродо- держателя 17, не протекает. Потенциалы на выходах измерительн :о шунта 11 одинаковы и равны напряжению холостого хода и источника 1 питания,
Резистивный мост 10 сбалансирован потенциометром 14, поэтому входной и выходной сигналы дифференциального усилителя В равны нулю. Для обеспечения функционирования дифференциального усилителя 8 при любьк значениях напряжения U необходимо величины резисторов 13 и 16 выбирать одинаковыми из условия
0
5
5
R i3 U j fiuKc 2R + кГ
(1)
где R
1Э
13
и R
1
Ч
сопротивления резисторов 13 (или 16) и потенциометра 14 соответственно;
Uj, - наибольшее допустимое паспортное синфазное напряжение дифференциального усилителя 8. Нулевой сигнал Ug с выхода усилителя 8 поступает на зходы детекторов уровня первого многоуровневого компаратора 2, Поскольку входной сигнал меньше порогов U и U, определяющих режимы обрыва и короткого замыкания дуги соответственно, то на прямом выходе компаратора 2 формируется нулевой сигнал. Единичный сигнал с инверсного выхода компаратора 2 посту- пает на первый вход элемента И 4, подготавливая его к включению. Аналогично на первом выходе компаратора 3 при этом формируется единичный, а на втором выходе - нулевой сигналы. Эле- мент И 4 формирует на выходе 18 устройства признак обрыва дуги (см. временной интервал на фиг.4). Этот признак формируется всегда, если напряжение на выходе усилителя 8 не пре превьшает порог U, в компараторе 2. Установку порога U., определяющего нижнюю границу установившегося режима горения дуги, осуществляют в соответствии с минимально возможной величи- ной мощности, подводимой к дуге, обеспечивающей ее устойчивое горение без обрывов.
При замыкании дугового промежутка по измерительному шунту 11 протекает ток I ев, напряжение Ug усилителя 8 увеличивается в соответствии с формулой
U(t) I,(t)K,.K,, ли,,-Кд, (2)
где К - коэффициент усиления усилителя 8, К - коэффициент передачи измери тельного шунта 11. Очевидно, что при любых изменениях напряжения источника питания в режимах холостого хода, короткого замыкания или горения дуги напряжение на выходе -дифференциального усилителя 8 не зависит от абсолютной величины ), а определяется, в соответствии с формулой (2), только падающим на шунте 11 напряжением ди . Следовательно, условия фиксации различных режимов горения дуги, определяемые условиями срабатывания компараторов 2 и 3, связанных с выходом усилителя 8, определяются только величиной на- пряжения ли, независимо от изменения напряжения источника питания. Если напряжение U находится в пределах U Ug :U3., то нулевые сигналы с выходов детекторов уровня компаратора 2 сформируют единичный сигнал на его первом выходе. Одновременно, если и и , детектор уровня компаратора 3 остается в единичном состоянии, фор
5
5
0
«
5
мируя единичный сигнал на его первом выходе. При этом на входы второго временного селектора 6 поступают единичные сигналы, элемент совпадения 26 селектора 6 срабатывает, cфopмIipo- вав на выходе 20 устройства признак недостижения установившимся режимом горения требуемого режима сварки (см. интервал , на фиг.4). Установку порога и , определяющего верхнюю границу установившегося режима горения дуги, осуществляют в соответствии с максимально возможной величиной подводимой к дуге мощности, обеспечивающей ее устойчивое горение без перехода в режим короткого замыкания. Установку порога U(U ), определяющего нияснюю (верхнюю) границу фазы установившегося режима горения, соответствующего требуемому режиму сварки, осуществляют исходя из минимальной (максимальной) подводимой к дуге мощности, обеспечивающей оптимальные параметры процесса сварки при устойчивом горении дуги.
При дальнейшем увеличении напряжения Ug ди Kg, т.е. Ц. (что соответствует фазе установившегося режима горения, соответствующей требуемому режиму сварки), срабатывает первьй детектор уровня компаратора 3, формируя нулевой сигнал на его первом вьшоде. При этом на всех выходах 18-21 устройства сигналы отсутствуют, что говорит о наличии фазы установившегося режима горения дуги, соответствуюо(ей требуемому режиму сварки (см. интервал t -t на фиг.4).
При дальнейшем увеличении напряжения &и выполняется условие и (фаза превьш1ения установившимся режимом горения дуги требуемого режима сварки), срабатывает второй детектор уровня компаратора 3, формируя единичный сигнал на его втором выходе. При этом срабатывает элемент совпадения 26 третьего временного селектора 7, формируя единичный сигнал на .выходе 21, т.е. признак превьш1ения установившимся режимом горения дуги требуемого режима сварки (см. интервал t -Ц на фиг.4).
Предлагаемое ус гройство позволяет выделять и фиксировать различные фа- зы установившегося режима.горения дуги: фазу недостижения установившимся , режимом горения дуги требуемого режима сварки; фазу соответствующую требуемому ки, и фазу превышения режимом горения дуги режима сварки параторов 2 и
режиму свар- установившимся требуемого
При использовании ком- 3 с числом уровней ера- 5
батывания более двух возможно выделение дополнительных фаз установившегося режима горения дуги.
При дальнейшем увеличении напряжения ли и, соответственно, Ug, возможно выполнение условия Ug U , (режим короткого замыкания). При этом срабатывает второй детектор уровня компаратора 2. На выходы элемента И 9 поступают единичные сигналы с инверсного выхода компаратора 2 и второго выхода компаратора 3. На выходе 19 устройства при этом формируется признак короткого замыкания (см. интервал t -t фиг.4).
Ук-азанные особенности работы предлагаемого устройства относятся к случаям медленного изменения напряжения
10
t5
и, следовательно,
ди на шунте 11.
напряжения U,, на выходе усилителя 8,
о
со скоростью, равной скорости изменения подводимой к дуге средней MODJHO- сти во всем диапазоне ее изменения соответствующем устойчивому горению дуги.
На этапе формирования дуги возможны режимы кратковременного быстрого
11 от
и„ во
до и.
изменения напряжений &U всем диапазоне уставок
и вьше (например, при отг.ораниях кон- 35 да электрода, прихватах электрода, кратковременных обрывах дуги и т.д) со скоростью, превышающей скорость изменения средней мощности при устойчивом горении дуги. Для устранения
.ложных срабатываний устройства в этих случаях предлагаемое устройство со.держит временные селекторы 5-7, которые работают следующим образом.
При случайных изменениях напряжения Ug на выходе усилителя 8, вызывающих многократные срабатывания компараторов 2 и 3 на время, меньшее интервала селекции t временных селекторов, последние подавляют такие импульсы RC-депочками, не пропуская импульсы на выходы устройства. Интервал селекции выбирается из условия
12797716
где R и С - величины селекторов 5-7 (фиг.2 и 3).
Причинами кратковременных срабатываний компараторов 2 и 3 могут быть также нестабильность переходного сопротивления между электродом и элек- трододержателем, неравномерность структуры и/или скорости движения электрода. Эти причины вызывают случайные изменения мгновенных значений мощности, подводимой к дуге, и напряжения на входе усилителя 8, обладающего ограни 1енной в области высоких частот полосой пропускания. Поэтому высокочастотные составляющие этих случайных помех в основном подавляются усилителем 8, а также устраняются временными селекторами 5-7.
Предлагаемое устройство контроля процесса горения сварочной дуги, обладая универсальностью, позволяет при работе с любыми источниками питания выделять фазы установившегося режима горения дуги, соответствующие требуемому режиму сварки, достигнуть независимости фиксации режимов горения дуги от изменения напряжения источника питания, нестабильности переходного Сопротивления между электродом и электрододержателем и неравномерности структуры и скорости движения электрода, что расширяет функциональные возможности устройства контроля процесса горения сварочной дуги.
20
25
30
45
50
Формула изобретения
Устройство контроля процесса горения сварочной дуги, содержащее источник питания, электрододержатель, первый и второй компараторы и первый элемент И, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения фиксации состояний горения дуги при работе с .различными сварочными источниками питания, в устройство
введены резистивный мост, дифференциальный усилитель, второй элемент И и три временных селектора, при этом первый вход резистивного моста соединен с первой выходной клеммой источника питания и с прямым входом ренциального усилителя, с инверсным входом которого соединен второй вход резистивного моста и электрододержатель, третий вход резистивного моста
05
(3)
или
о 6(7)
R
21
23
Формула изобретения
Устройство контроля процесса горения сварочной дуги, содержащее источник питания, электрододержатель, первый и второй компараторы и первый элемент И, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения фиксации состояний горения дуги при работе с .различными сварочными источниками питания, в устройство
введены резистивный мост, дифференциальный усилитель, второй элемент И и три временных селектора, при этом первый вход резистивного моста соединен с первой выходной клеммой источника питания и с прямым входом ренциального усилителя, с инверсным входом которого соединен второй вход резистивного моста и электрододержатель, третий вход резистивного моста
соединен с второй заземленной выходной клеммой источника питания, выход дифференциального усилителя соединен с входами компараторов, прямой выход первого компаратора через первый вре- мерный селектор подключен к первым входам второго и третьего временных селекторов, а инверсный выход первого
компаратора подключен к.первым входам первого и второго элементов И, вторые входы первого элемента И и второго
временного селектора соединены с первым выходом второго компаратора, второй выход которого соединен с вторыми входами второго элемента И и третьего временного селектора, выходы первого и второго элементов И, второго и третьего временных селекторов являются выходами устройства, определяющими соответственно состояния обрыва дуги, короткого замыкания, недостижения и превышения рабочего режима сварки.
23
22
L-Kb
2
5- It:
фиг. г
Фие. J
fpu2.j
Фиг. Ц
„Редактор Э.Слиган
Составитель В.Грибова
Техред Л.Сердюкова Корректор Л.Пилипенко
Заказ 7001/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1130355 MocKBaj Л5-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4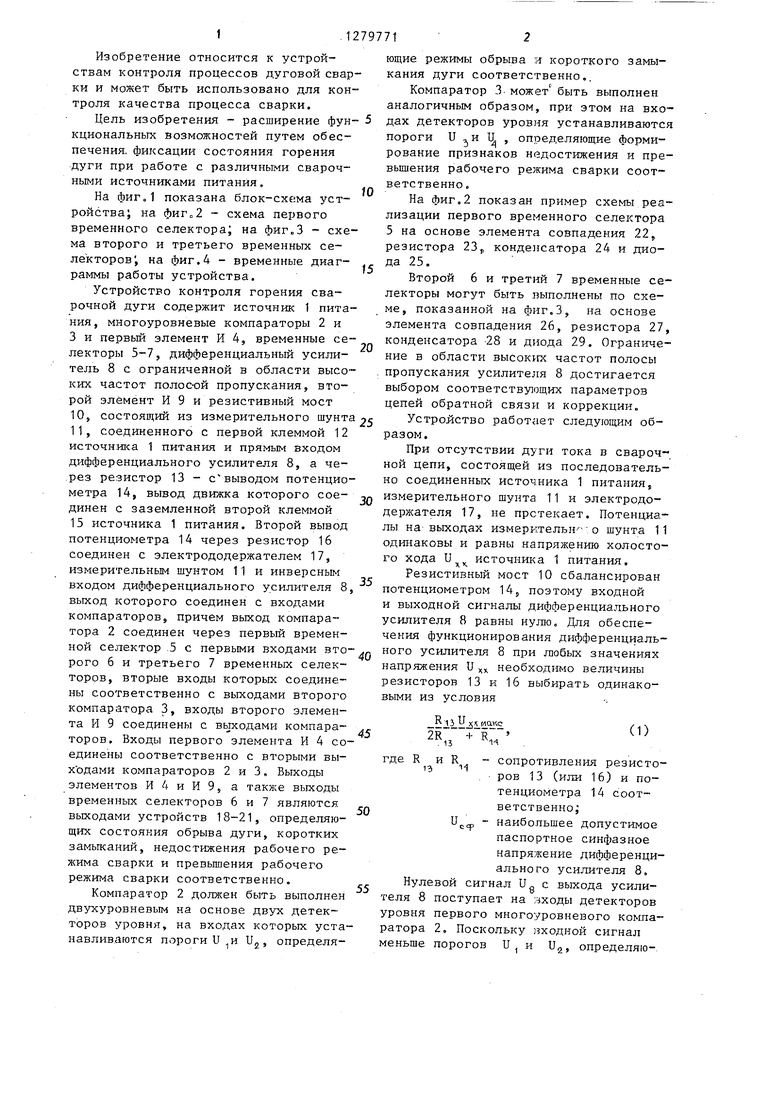
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Устройство контроля процесса горения сварочной дуги | 1988 |
|
SU1620237A2 |
| Устройство для контроля параметров процесса при дуговой сварке | 1986 |
|
SU1712091A1 |
| СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1994 |
|
RU2063316C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Тренажер для обучения электросварке | 1989 |
|
SU1723571A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Устройство для управления тиристорным преобразователем | 1985 |
|
SU1283912A1 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| Устройство для сварки | 1987 |
|
SU1551486A1 |
Изобретение относится к области контроля процессов дуговой сварки и может быть использовано для контроля качества процесса сварки, в частности при дуговой автоматической, полуавтоматической и ручной сварке. Изобретение позволяет расширить функциональные возможности за счет повьшения достоверности фиксации состояний горения дуги при работе с различными источниками питания. Устройство содержит два многоуровневых компаратора, три временных селектора, дифференциальный усилитель с ограниченной в области высоких частот полосой пропускания, два элемента И и резистив- ный мост. Такая совокупность элементов позволяет выделять фазы установившегося режима горения дуги, достигнуть независимости фиксации режимов дуги от изменения напряжения источника питания, исключить нестабильность переходного сопротивления между электродом и электрододержателем, а также неравномерность скорости движения электрода. 4 ил. (Л с ьо | о 1 Ч «.
| Датчик обрывов сварочной дугипОСТОяННОгО TOKA | 1977 |
|
SU831450A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления процессомдугОВОй СВАРКи | 1979 |
|
SU841839A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Датчик горения дуги постоянного тока | 1977 |
|
SU623677A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
