Известиые способы достижения пластичности (стойкости против разрушепия) металла в условиях интенсивной деформацпн при прокатке, основанные на создании условий всестороннего неравномерного сжатия металла валками, не обеспечивают получения равномерной деформации по сечению обрабатываемого металла.
По предложенному способу всестороннюю и равномерную по сечению деформацию металла производят четырьмя приводными валками, образующими в выходном сечении закрытый калибр прямоугольного сечения, а зев валков со стороны входа металла выполняют замкнутым на всей длине зоны деформацип с помощью направляющих проводок.
Способ осуществляется при помощи устройства, представляющего собой рабочую клеть с четырьмя приводными валками, установленными в одной общей вертикальной рабочей клети. Положение валков в клетп можно регулировать с помощью установочных устройств: нижнего горизонтального валка - торцовыми гайками, одновременно закрепляющими валок па оси, верхпего горизонтального - торцовыми гайками и верхним пажнмпым устройством и вертикального левого валка - нижним и боковым нажимными устройствами. Проводка сделана составной из четырех элементов, скрепленных между собой. Каждый элемент препятствует течению металла в направлении сопряжения каждых двух валков.
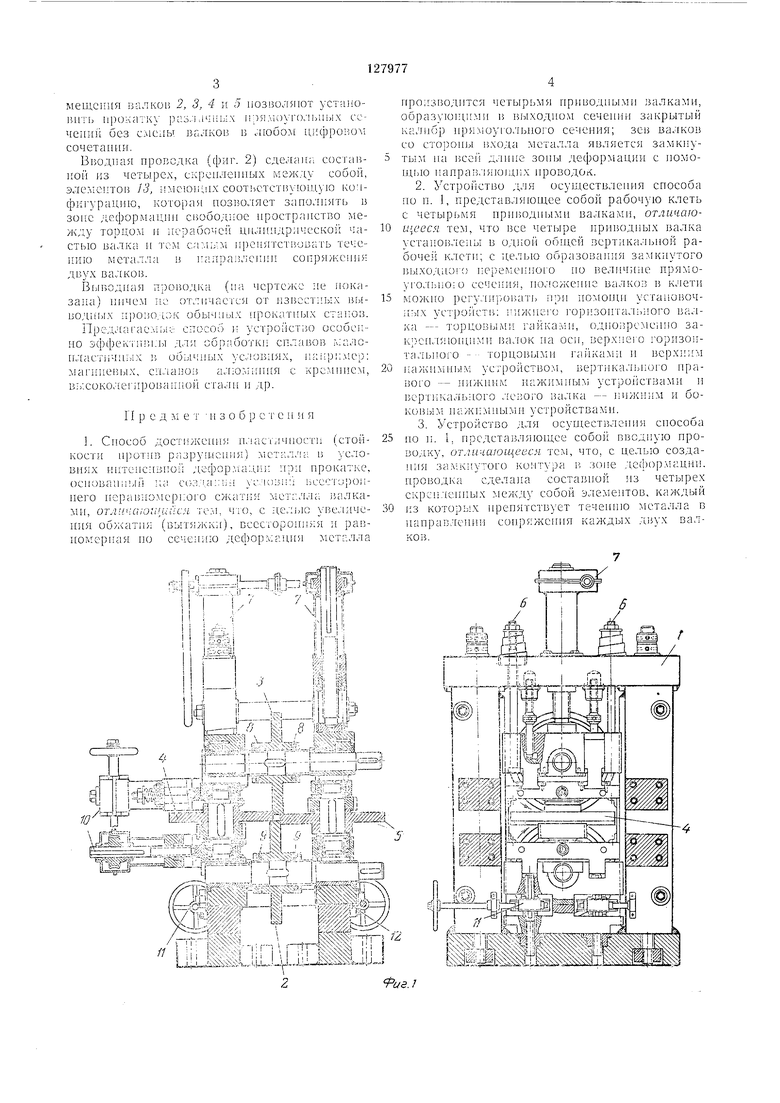
На фиг. 1 изображепо устройство для
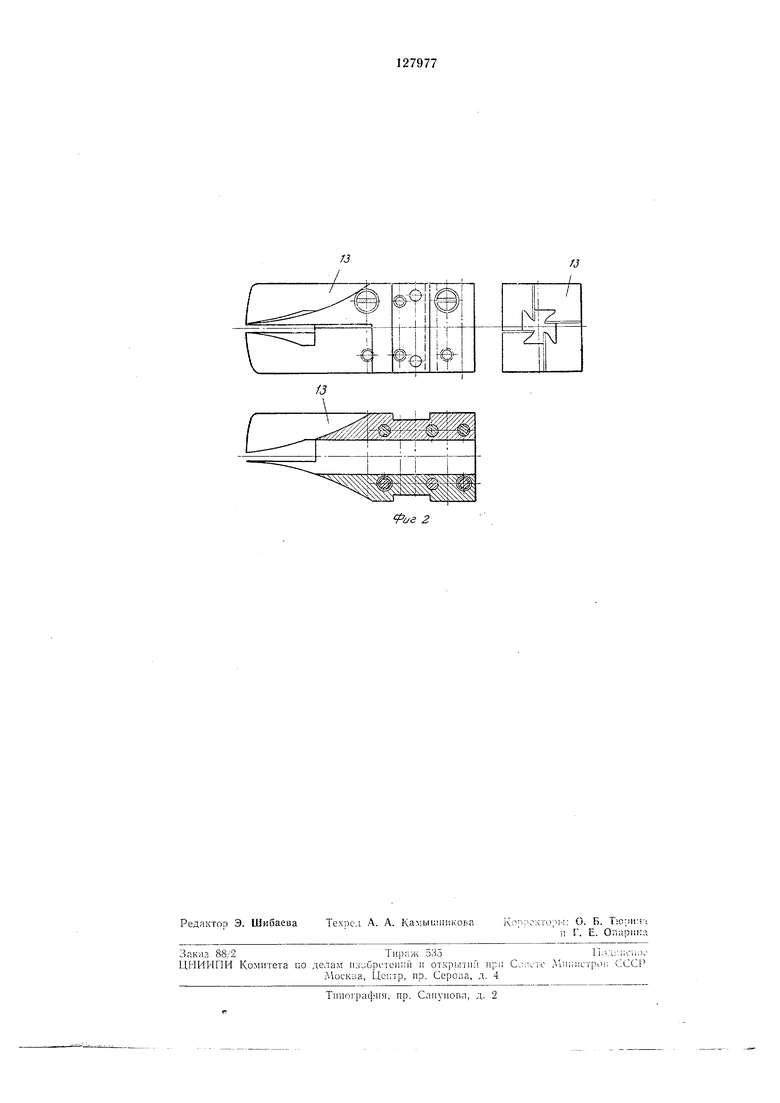
осуществлеиия предлагаемого способа, в двух проекциях (с частичными разрезами); на фиг. 2 изображена вводная проводка, в трех проекциях.
В рабочей клети / прокатные валки 2, 3, 4 и 5 расположены так, что параллельные оси горизоптальной пары валков 2 и 5 лежат в одной вертикальной плоскости с осями вертикальиых валков 4 и 5.
Для установки размера сечепия проката верхний горизо 1тальный валок 3 может перемещаться по вертикали при помощи подвесных болтов 6 и при номощи верхнего нажимного устройства 7, а по горизонтали - при номощп гаек 8. Нпжннй горизонтальны валок 2 устапавл вается торцовыми гайкам : 9 i в процессе изменения размера проката перемещения не требует. Вертикальный левый валок 4 для зменения размера ироката перемещается по гор 13онталп боковым па: кимиым устройством 10 , кроме этого, перемещаться по вертпкалп с помощью нижнего нал-симного устройства //, а верт кальпый правый валок 5 перемещается только по верт кал при паж1 много устройства 12. Указа) стене свободы перемещспия валкор) 2, 3. 4 и 5 позволяют устаиоипгь и|) раз;1аЧ1;ых n:)siAU)yro,)ix сочепи ; без cMCiibT валков в любом iU tppoiur i сочетании.
Вводная проводка (с)иг. 2) сделан; составной из четырех, скреилеииых между собой, элементов 13, имеюииьх еоотьетствуюндую конфигурацию, которая иозво.тяет заиолнять в зоне деформации е15ободное нространетво между торцом и исрабочен цнлиидрическо частью валка и том ечмь;, Н1)еиу тствоватъ течецию металла в цапра ле1И н еонряжеиия двух валков.
ВьИ)Одная проводка (на. черте/ке не ноказана) ничем не отличается от известных BI ВОДНВ1Х )л;)к обычных ирокатнв1х станов.
Предлагаемые способ j; устройство особенно зф()ектип1Л 1 дли обработки снлавов Г1;алоГ1 р е д м е т Л1 з о б р е т е и и я
ВИЯХ интеисчвнои десрормаднн нрп основаи1 лн ;а соз/иклн уело15 :;1 ието иера1 иомер1:о10 металла валками, огли-:си011(иися тсл, чК), е дел1,10 увеличения обжатия (вытяжки), всестороии5;я и равномерная но сечению деформаиня ).1еталла
нроизводитея четырьмя ирнводивнми валками, образуюни.1и в выходном ееченни закрытый калибр ирямоуголвиого сечеиия; зев валков ео етороны входа металла является замкнутым на liceii длине зоны деформации е иомондью нанрав.тякццнх ироводок.
2.Уст)ойетво для осуш.еетвлеиия сиособа ио и. 1, иредставляющее собой рабочую клеть с четырьмя приводнв1ми валками, отличаюЫ(ееся тем, что все четыре нриводиых валка установлены в одтюй обшей вертикалвиой рабочей клети; с целью образования замкнутого В1яходиог() неременного ио велнч;1не црямоyiOvTbHOio сечения, ио.чожеиие валков в клети можно регулн д)15ать при номоии устаиовоч; ых устройств: 1:ижие1о горизонталь; ого валка -- торцовыми гайками, одио;)ремеиио заК;)си,тяюни1чн ва;юк иа оеи. верхие1Ч) горизонтальиого - торцовыми гайками и верхним нажнмным устройство:,, вертикального нравого - ниичннм нажимиыл yeTpoiieTBaMH и вертикального . ево10 валка - ииишим и боковым нажц;миымн уетройствами.
3.Устройство осуи1ест1 леиия еиособа ио и. 1, иредставляющее собой вводиую ироводку, OT.iu-ia/ошееся тем, что, с целью создания за: ;кнутого ко1тгура в зоне десЬорл-ации. ироводка еделаиа соетавной из четырех скрсидеиивнч между собой элемеитов, каждый из кото;)ых иреиятетвует теченню иаиравдеи1И1 еоиряжеиия каждвьх
ков,
, i
r f l jNLi3 ff w
v.-, . ix;-i (- чхЧч-- -СШЩ1 Л-. gfe
if± T±5 ::j:±:r:3
1 4:jfcK-: V ii--у;ч- $$
PCn P
I lL-it ClL J7iTT ffi:
trЕШг|1 I Ю20Ш1| I fl
ШШ I
.
ir;i-....f rTlit.kJj ;/sf Q 2br-,-§ f i:a;:r--uf Lg.j. iirj;|
EKfS Sis Шг--/--:-йЛ--Л :тvП;5 i ; L..:vг; 41
Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU707628A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| Устройство для охлаждения валков | 1975 |
|
SU546397A1 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Рабочая клеть планетарного стана | 1983 |
|
SU1154013A1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |