1 12798
Изобретение относится к произ- одству вспененных изделий из полиерных материалов и может быть исользовано для нанесения теплоизоляионного покрытия при производстве 5 еплотрасс, газо- и нефтепроводов.
Целью изобретения является расшиение технологических возможностей кструзионной головки за счет нанесе-- ия теплоизоляции из вспененных ма- ериалов повышенной толщины.
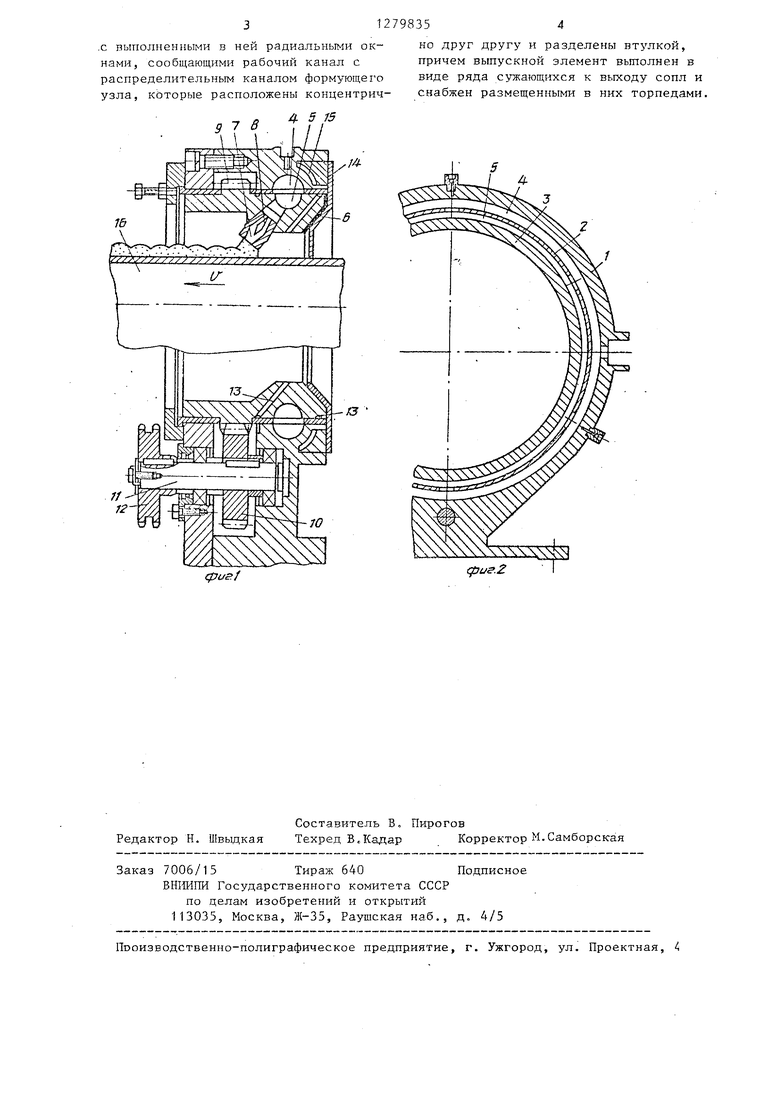
На фиг.1 показана зкструзионная головка, продольный разрез; на фиг.2- то же, разрез по рабочему каналу. Экструзионная головка содержит корпус 1, втулку 2 и форм тощий узел 3. В корпусе выполнен сообщающийся с зкструдером входной канал (не показан) и кольцевой рабочий канал 4, а в фopмyющe f узле 3 выполнен распреде- лительный канал 5,
Во втулке 5 выполнены радиальные окна 6, соединяющие рабочий канал 4 с распределительным каналом 5, кото- рые концентричны друг другу и имеют в сечении эллиптическую форму. В формующем узле 3 выполнен выпускной эле- мент Б виде ряда расположенных равномерно по окружности распределительного канала 5 и сообщающихся с ним сужающихся к выходу сопл 7 в которых смонтированы торпеды 8. Формующий узел 3 смонтирован внутри втулки 2 с возможностью вращения от привода (не показан) посредством зубчатого - венца 9, которым снабжен формующий узел 3, а также шестерни 10, вала 11 и звездочки 12.
На пов.ерхности формующего узла 3, контактирующей со втулкой 2, вьтол- нены кольцевые проточки 13 и сброс-, ные каналы 14, Б корпусе 1 выполнена полость 15, сообщающаяся с системой терморегулирования экструзионной головки (не показана).
25
30
40
45
Работа экструзионной головки осуществляется следующим образом.
Расплав полимера, содержащий.пенообразователь (фреон, азот), из экст- рудера под давлением проходит последовательно по входному каналу в корпус 1, рабочему каналу 4, через окна 6 во втулке 2, по распределительному каналу 5 и соплам 7, после чего экс- трудируется на .наружную поверхность трубы 16, образуя при своем охлаждении пенообразное покрытие, наносимое на трубу по спирали. Посредством при
5
0
0
5
Q
13ода, звездочк1-1 12, налл 11, шестерни 10 и зубчатого jscHna 9 осуществляют вращение формующего узла 3, что в сочетании с .прохождением расплава через окна 6 и по сужающимся к соплам 7 с обтеканием торпед 8 способствует интенсификации перемешивания расплава полимера.
Кроме того, при проходе расплава через головку обеспечивается подпор вспененной массы за счет выполнения рабочего 4 и распределительного 5 каналов и за счет выполнения сужающихся к выходу сопл 7, что позволяет постоянно поддерживать давление в головке, не допуская вспенивания в ней материала. Благодаря поддержанию давления и повышенной интенсивности перемешивания расплава полимера расширяются технологичес:кие возможности экструзионной голонки: обеспечивается возможность получения требуемой толщины покрытия из вспененного материала с физическим вспенивающим агентом за меньшее число проходов изделия через экструзионную головку и за счет вспенивания материала при выходе из сопл 7. Кроме того,, обеспечивается возмолшост.ь уменьшения удельной плотности пенообразного покрытия, что сокращает расход полимера и повышает теплоизол1 1рз ющие свойства покрытия. Как показали испыт;5.ния опытного образца экструзион 1ой головки, толщина теплоизоляции в виде полиэтилена БД на трубу за один проход достигает 40-50 мм, т„е„ в 4-5 раз больше, чем на аналогичном оборудовании, а плотность покрытия уменьшается с 1,0 до 0,6 кг/м.
Формула изобретения
Экструзионная Г1:}ловка для нанесения изоляции из полимерных материалов,, содержащая корпус с выполненными в нем входным и кольцевым рабочими каналами, смонтированный соосно с . корпусом с возможностью вращения формующий узел с вы.полненнььми в нем распределительным каналом и выпускным элепентом, отличающаяся тем, что, с целью расширения технологических возможностей экструзионной головки за счет нанесения теплоизоляции из вспененных материалов повышенной толщины, головка снабжена смонтированной соосно с корпусом вту.пкой
.с выполнен 1ыми в ней радиальными окнами, сообщающими рабочий канал с распределительным каналом формующего узла, которые расположены концентрично друг другу и разделены втулкой, причем выпускной элемент выполнен в виде ряда сужающихся к выходу сопл и снабжен размещенными в них торпедами.
4 5 Г5
-X
фи5}
дзиг.2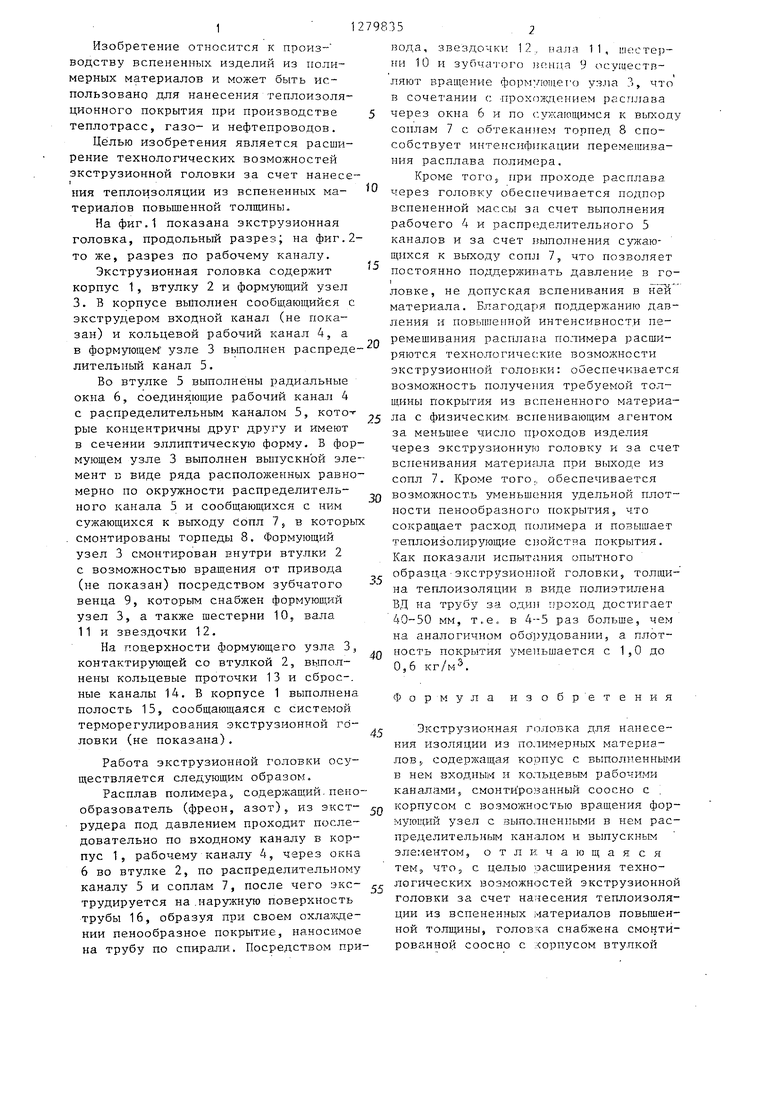
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Формующая головка для производства профилей из вспененных термопластов | 1986 |
|
SU1419905A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНА ЭКСТРУЗИОННЫМ МЕТОДОМ | 1992 |
|
RU2023591C1 |
| Кондиционирующее устройство к экструдеру для получения изделий из вспененных термопластов | 1987 |
|
SU1731647A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153982C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ СО ВСПЕНИВАНИЕМ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ФОРМОВАННЫЙ ДРЕВЕСНО-НАПОЛНЕННЫЙ ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ИЗ УКАЗАННОГО ФОРМОВОЧНОГО МАТЕРИАЛА, И СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТАКОГО ПЕНОПЛАСТА | 2010 |
|
RU2530047C9 |
| УНИТАРНАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА, СОСТАВНАЯ КОНСТРУКЦИЯ С НЕЙ (ЕЕ ВАРИАНТЫ) И МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ФОРМОВАНИЯ ГИБКОГО СЛОИСТОГО МАТЕРИАЛА | 1997 |
|
RU2168414C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ МАССЫ | 2007 |
|
RU2437757C2 |
Изобретение относится к области нанесения теплоизоляционных вспененных покрытий на твердые, например стальные трубы. Целью изобретения является расширение технологических возможностей головки за счет нанесения теплоизоляции из вспененных материалов повышенной толщины. Для этого в головке, содержащей корпус с рабочим -каналом, втулку и смонтированный в ней с возможностью вращения формующий узел с выполненными в нем распределительным каналом и выпускным элементом в виде ряда сужающихся сопл с торпедами, втулка выполнена с окнами. Соединяющими рабочий и распределительный каналы. При работе расплав полимера, поступая через окна втулки во вращающийся формующий узел и проходя затем в сужающиеся сопла с обтеканием торпед, интенсивно перемешивается при обеспечении постоянного подпора полимера в головке, что обеспечивает получение теплоизоляционного покрытия повышенной толщины из вспененного материала с физическим вспенивающим агентом благодаря предотвращению вспенивания материала в головке и осуществлению вспенивания на выходе из сопл, позволяя осуществить нанесение теплоизоляции единым слоем материала требуемой толщины до 40- 50 мм за один проход. 2 ил. С N) Ч 00 СО ел
Составитель В, Пирогов Редактор Н. Швьщкая Техред В.Кадар Корректор М.Самборск-ая
Заказ 7006/15 Тираж 640Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Пооизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 3462174, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1980 |
|
SU927528A1 |
| Солесос | 1922 |
|
SU29A1 |
