Изобретение относится к переработке пластмасс и может быть использовано в химической промьшшенности для получения профилей из вспененных термопластов.
Целью изобретения является повышение производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки.
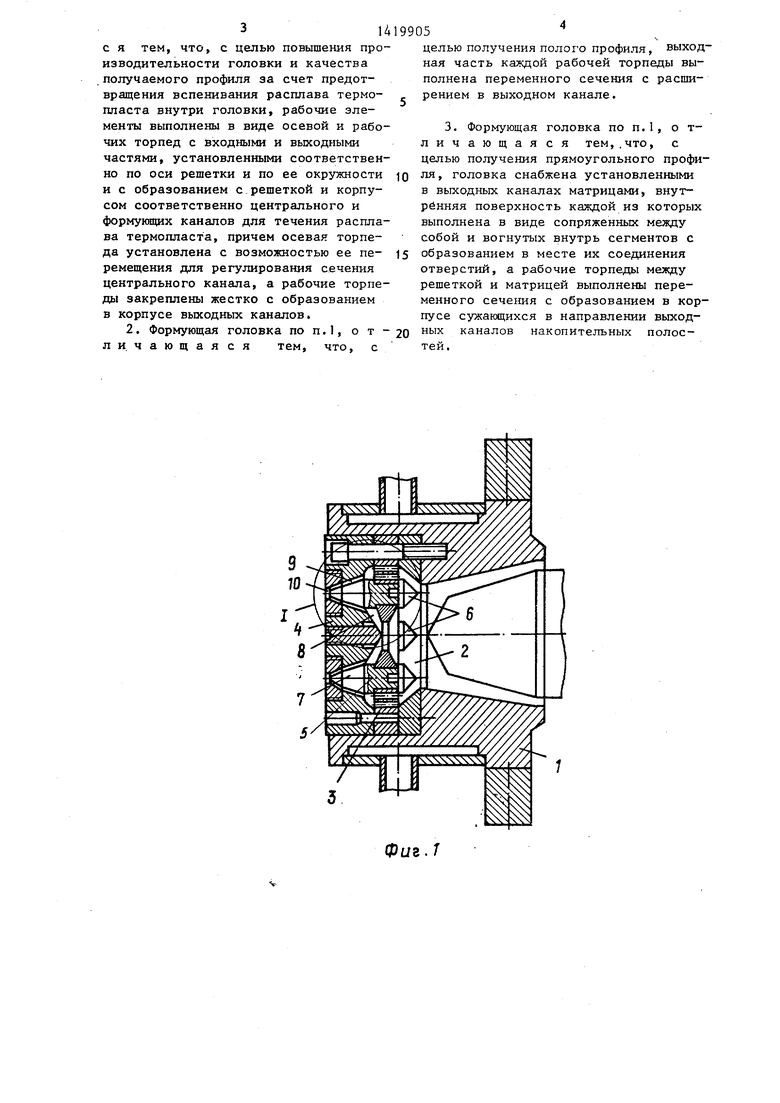
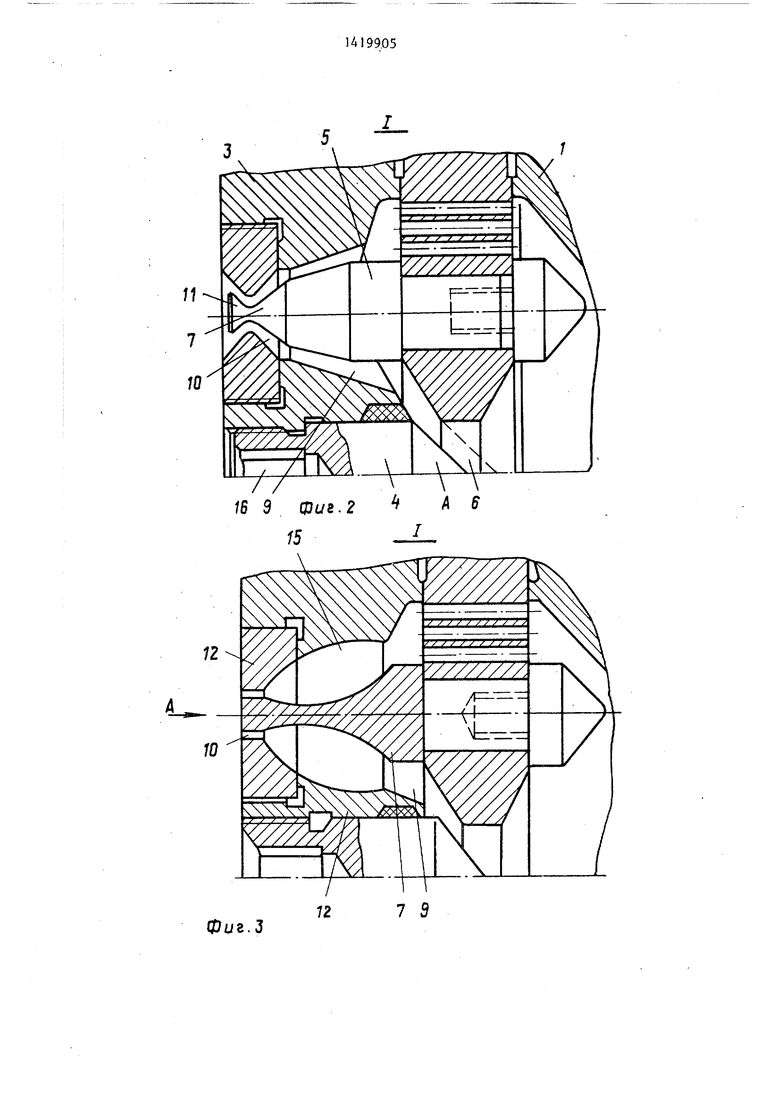
На фиг.1 изображена формующая головка для производства профилей из вспененных термопластов, общий вид; на фиг.2 и 3 - узел I на фиг., варианты исполнения; на фиг.4 - вид А на фиг.З.
Формующая головка для производства профилей из вспененных термопластов содержит корпус 1 с входной и ;ВыходнЬй частями и выполненным в нем 1осевым подводящим каналом 2. Во входной части корпуса 1 установлена решетка 3 с размещенными в ней рабочими элементами. Рабочие элементы выполнены в виде осевой 4 и рабочих 5 торпед с входными 6 и выходными 7 частями. Осевая 4 и рабочая 5 торпеды установлены соответственно по оси решетки 3 и по ее окружности и с образованием с решеткой 3 и корпусом соответственно центрального 8 и фор- мугацих 9 каналов для течения расплава термопласта. Осевая торпеда 4 установлена с возможностью ее перемещения для регулировки сечения центрального канала 8. Рабочие торпеды 5 закреплены жестко с образованием в корпусе выходных каналов 10.
В одном варианте исполнения выходная часть 7 каждой торпеды 5 выполнена с переменным сечением с расширением 11 в выходном канале 10.
В другом варианте исполнения головка снабжена установленными в выходных каналах 10 корпуса 1 матрицами 12. Внутренняя поверхность матриц
12выполнена в виде сопряженных между собой и вогнутых внутрь сегментов
13и с образованием в месте их cde- динения отверстий 14. Рабочие торпеды 5 между решеткой 3 и матрицами 12 выполнены переменного сечения и с образованием в корпусе 1 сужающихся в направлении выходных каналов 10 накопительных полостей 15. Головка снабжена винтом 16 для перемещения осевой торпеды 4.
Формующая головка работает следую- ошм образом.
Расплав термопласта, смешанный со
вспенивающим агентом, через осевой подводящий канал 2 корпуса 1 подается в центральный 8 и формующие 9 каналы. При этом скорость течения расплава термопласта в центральном 8 и
Формуюцих 9 каналах различна. Выравнивание скоростей производится перемещением осевой торпеды 4 за счет регулировки сечения центрального канала 8 посредством вращения винта 16.
В результате выравнивания скоростей течения расплава термопласта происходит повьш1ение производительности и качества, так как обеспечивается равномерное давление в расплаве, а следовательно, предотвращается вспенивание расплава термопласта внутри головки .
В одном варианте исполнения для получения полого профиля расплав термопласта подается в выходные каналы 10. В связи с тем, что выходные части 7 рабочих торпед 5 имеют переменное сечение с расширением в выходных каналах 10, после вспенивания расплава
термопласта профиль имеет полое сечение.
В другом варианте исполнения для получения прямоугольного профиля расплав термопласта подается в накопительные полости 15. В связи с тем, что накопительные полости 15 сужаются в направлении выходных каналов 10, обеспечивается подпор расплава термопласта и предотвращается его вспенивание внутри головки.
Далее расплав термопласта подается в выходные каналы 10. В связи с тем, что внутренняя поверхность матриц 12 выполнена в виде вогнутых внутрь сегментов 13, после вспенивания профиль имеет прямоугольное .сечение, которое фиксируется за счет отверстий 14, образованных в месте соединения сегментов 13.
Формула изобретения
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной чacтя ш и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающая31
с я тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие элементы выполнены в виде осевой и рабочих торпед с входными и выходными частями, установленными соответственно по оси решетки и по ее окружности и с образованием с.решеткой и корпусом соответственно центрального и формуннцих каналов для течения расплава термопласта, причем осевая торпеда установлена с возможностью ее перемещения для регулирования сечения центрального канала, а рабочие торпеды закреплены жестко с образованием в корпусе выходньж каналов,
2. Формующая головка по п.1, о т - ли. чающая ся тем, что, с
ч
целью получения полого профиля, выходная часть каждой рабочей торпеды выполнена переменного сечения с расши- рением в выходном канале.
3. Формующая головка по п.1, о т- личающаяся тем,.что, с целью получения прямоугольного профи0 ля, головка снабжена установленными в выходных каналах матрицами, внутренняя поверхность каждой из которых выполнена в виде сопряженных между собой и вогнутых внутрь сегментов с
5 образованием в месте их соединения отверстий, а рабочие торпеды между решеткой и матрицей выполнены переменного сечения с образованием в корпусе сужакяцихся в направлении выход0 ных каналов накопительных полостей.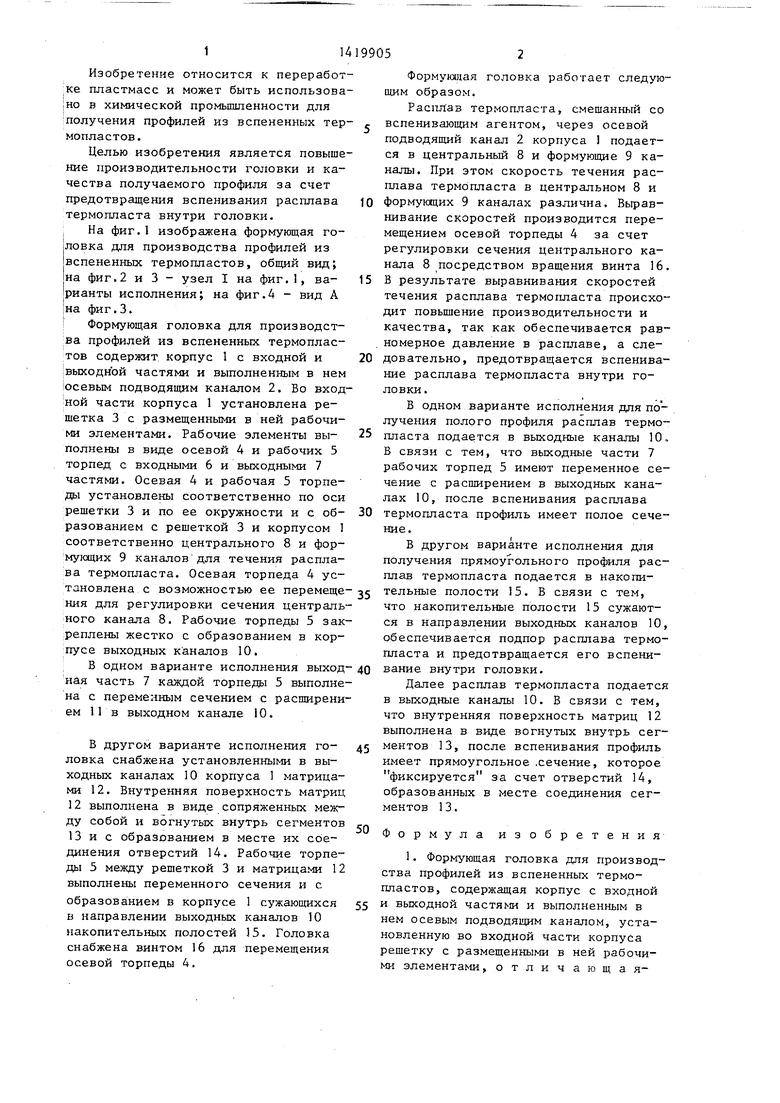
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для нанесения изоляции из полимерных материалов | 1985 |
|
SU1279835A1 |
| Устройство для формования полых профилей из вспененных термопластов | 1986 |
|
SU1388305A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Кондиционирующее устройство к экструдеру для получения изделий из вспененных термопластов | 1987 |
|
SU1731647A1 |
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОРОПЛАСТА | 1992 |
|
RU2033925C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Установка для производства многослойных изделий из термопластов | 1976 |
|
SU605722A1 |
| Устройство для переработки вспенивающейся композиции | 1988 |
|
SU1659221A1 |
Изобретение относится к области переработки пластмасс и может быть использовано в химической промьшшен- ности. Целью изобретения является повышение производительности головки и качества получаемых профилей за счет предотвращения вспенивания расплава термопласта внутри головки. Формующая головка содержит корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами. Рабочие злемен- ты вьшолнены в виде осевой и рабочих торпед с входными и выходными частями, установленными соответственно по оси решетки и по ее окружности с образованием с решеткой и корпусом соответственно центрального и формующих каналов. Осевая торпеда установлена с возможностью ее перемещения для регулирования сечения центрального канала, а рабочие торпеды закреплены жестко с образованием в корпусе выходных каналов. В одном варианте выполнения выходная часть каждой рабочей торпеды имеет переменное сечение с расширением в выходном канале, в другом варианте во входных каналах установлены матрицы, внутренняя поверхность которых выполнена в виде сопряженных между собой и вогнутых внутрь сегментов с образованием в месте их соединения отверстий, а рабочие торпеды между решеткой и матрицей выполнены переменного сечения и с образованием в корпусе сужакяцихся в направлении выходных каналов накопительных полостей. Расплав термопласта под давлением продавливается через формуюшле каналы, за счет перемещения осевой торпеды происходит выравнивание скоростей течения расплава и поддержание постоянного давления. При получении полого профиля расплав продавливается. по выходным каналам, в которых торпеды выполнены с переменным сечением с расширением. Для получения прямоугольного профиля расплав продавливается через матрицу, внутренняя поверхность которой выполнена в виде вогнутых внутрь сегментов . 2 3.п. ф-лы, 4 ил. S (Л со о ел
Фиг.
Фиг.З
7 3
eudA
Фиг.
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНИСТЫМ НАПОЛНИТЕЛЕМ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 0 |
|
SU381554A1 |
| Солесос | 1922 |
|
SU29A1 |
| СИСТЕМА И СПОСОБ ОБЕСПЕЧЕНИЯ УСЛУГИ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ УСЛУГИ ЗАПРОСА ИНИЦИИРУЕМОГО ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ | 2007 |
|
RU2359282C2 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
