Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении заготовок массивных шин, которые применяются в основном в качестве движителя напольного безрельсового авто- и электротранспорта, а также как комплектую1Ч 1е изделия для производственного, торгового и медищ1н ского оборудования, сельскохозяйственной техники.
Целью изобретения является повышение качества изготавливаемых шин.
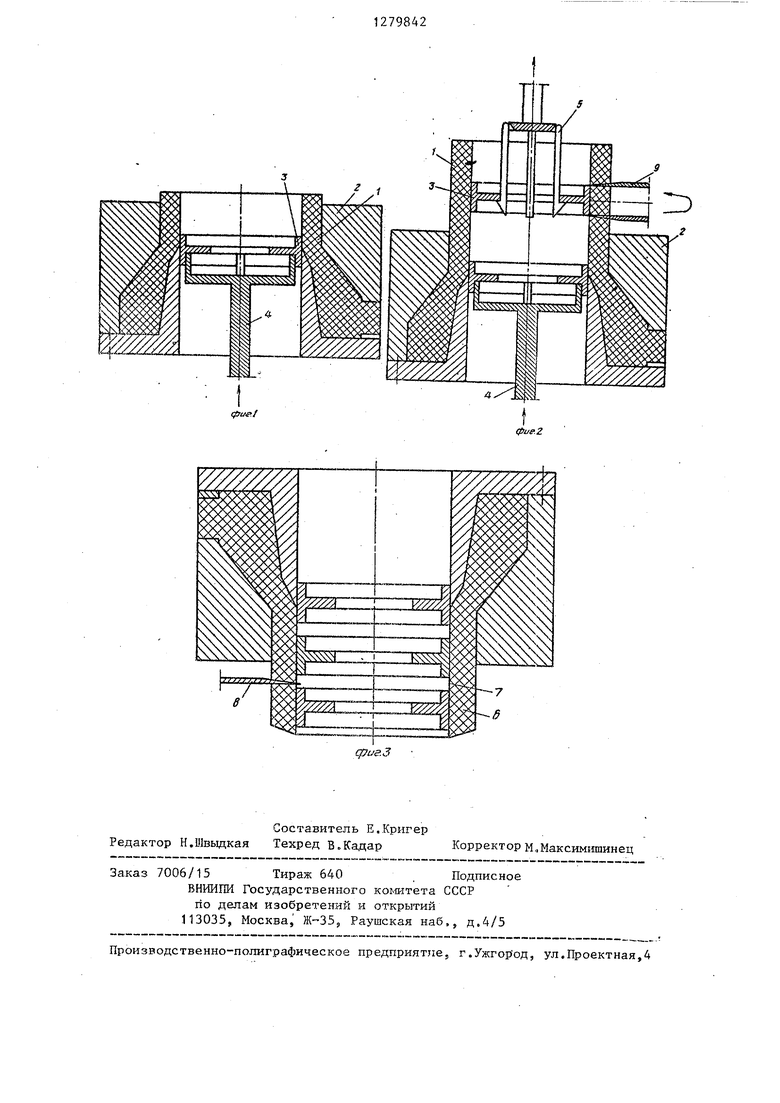
На фиг. 1-3 схематически показаны последовательные стадии изготовления шин.
Способ осуществляют следующим образом, I
Шприцуют резиновую смесь в виде рукавной заготовки 1. Шприцевание ведут с угловой головкой пинольного типа 2, в пиноли которой имеется сквозной канал для подачи арматуры с предварительно нанесенной и высушенной клеевой пленкой непосредственно в формующий канал головки, образованной внутренней цилиндрической поверхностью неподвижного мундштука
fO
t5
20
25
BOM подающего механизма 4 с зазор друг относительно друга (фиг.З). зор может составлять 3-30 мм. Выс пающая из отверстия пиноли поверх ность арматуры вхсдит в контакт с разогретой резиновой смесью. Благ даря наличию давления резиновой с си на поверхности ее контакта с а матурой возникают адгезионные сил и сыпи внешнего трения, способств ющие извлечению элемента арматуры отверстия пиноли и его перемещени по формующуему каналу головки про ходящим потоком резиновой смеси. Одновременно в процессе обрезинив ния арматура извлекается из форму щего канала с помощью приемного у ройства 5, Процесс шприцевания и образования рукавной армированной заготовки 6(фиг.З) происходит не прерывно. Затем заготовка 6 охлаж дается и разрезается на заготовки массивных шин. Разрезание ведут в местах зазора 7 посредством механ ма 8 отрезки (фиг.З), Полученные готовки массивных шин окончательн обрабатывают, удаляя выступаюнще торцы кольцевой арматуры 3 кромки резиновой оболочки с помощью амеха
и нарулаюй поверхностью самой обрези-- нического средства (не показано).
ниваемой арматуры, выполняющей роль подвшкного дорна, в котором происходит наложение резинового массива на металлоарматуру. Для выравнивания расхода материала по поперечному сечению подводящего канала головки, необходимость которого обусловлена поворотом материала на входе в голов- ку под углом 90°, в конструкции гоЗатем полученные заготовки мас сивных ишн вулканизуются в пресс- формах на прессах-автоклавах или этажных прессах для получения гот 5 вого изделия (не показано), I
Пример, Изготовление заго товок массивных ишн размера 200 80 проводилось на мааине холодн
ловки могут быть использованы.изве
ные технические решения: кольцевой разводяишй коллектор, профильные вкладьцш-1, встречная винтовая нарезка с большим шагом на рабочих по- веркностях пиноли и корпуса головки (не показано).
Пластифицированная и разогретая в материальном цилиндре шприц-машины резиновая смесь через адаптер и кольцевой коллектор головки подается в зопу сжатия, образованную схо дяпJ;имиcя коническими поверхностями пиноли и корпуса головки (фиго1). Сужающаяся часть пиноли на своем конце имеет отверстие, через котор принудительно подается арматура в виде металлических колец 3. Подача металлических колец 3 в рукавную заготовку 1 производится по.средст
BOM подающего механизма 4 с зазором друг относительно друга (фиг.З). Зазор может составлять 3-30 мм. Выступающая из отверстия пиноли поверхность арматуры вхсдит в контакт с разогретой резиновой смесью. Благодаря наличию давления резиновой смеси на поверхности ее контакта с арматурой возникают адгезионные силы и сыпи внешнего трения, способствующие извлечению элемента арматуры из отверстия пиноли и его перемещению по формующуему каналу головки проходящим потоком резиновой смеси. Одновременно в процессе обрезинива- ния арматура извлекается из формующего канала с помощью приемного устройства 5, Процесс шприцевания и образования рукавной армированной заготовки 6(фиг.З) происходит непрерывно. Затем заготовка 6 охлаждается и разрезается на заготовки массивных шин. Разрезание ведут в местах зазора 7 посредством механизма 8 отрезки (фиг.З), Полученные заготовки массивных шин окончательно обрабатывают, удаляя выступаюнще за торцы кольцевой арматуры 3 кромки резиновой оболочки с помощью амеханического средства (не показано).
Затем полученные заготовки массивных ишн вулканизуются в пресс- формах на прессах-автоклавах или этажных прессах для получения гото- вого изделия (не показано), I
Пример, Изготовление заготовок массивных ишн размера 200 80 проводилось на мааине холодноДля изготовления заготовок массивных шин червячная маошна бьша оснащена угловой головкой пинольного типа 2. В угловой головке был выполней сквозной канал для подачи арматуры 3 с нанесенной и высушенной клеевой пленкой, Д,1я обеспечения свободного прохойсдения металлоарма- туры в канале голозки внутренний
диаметр канала имел размер на O.j5- 1,0 больше чем наружный диаметр металлоарматуры. Для выравнивания расхода, по поперечному сечению подводящего канала головки конструкции
головки был предусмотрен кольцевой разводящий коллектор.
Процесс обрезинивания металлической арматуры осуществлялся следую- шдм образом
МХЧ-90 непрерывно запитьшалась резиновой лентой размером 80 « 10 мм после выхода из головки резиновой рукавной заготовки 1 в канал головки с помощью подающего механизма 4 осуществлялась периодическая подача арматуры 3, в процессе обрези- нивания арматуры производился захват приемным устройством 5 арматуры 3 она извлекалась из формующего ка- нала головки, после захвата прием- ным устройством 5 арматуры 3 подающий механизм 4 подавал следующий элемент арматуры 3 для обрезинива- ния на расстоянии 3-30 мм от предьщ щего, затем проводилась обрезка механизмом 8,
Процесс отделения заготовки массивной ншны от рукавной оболочки может быть также осуществлен следуюгдам образом.
После выхода заготовки (фиг, 2) обрезка ведется механизмом 9.
,В процессе изготовления заготовок массивных шин 200«80 технологические параметры варьировались в следующих пределах: температура корпуса шприц- машины 35-45°С, температура головки шприц-машины 60-70 С, частота вращения шнека 20-50 об/мин.
В таблице приведены режимы изготовления заготовок массивных шин размером .
45-40 70
50
135-140
35-40 60
50
134-139
Продолжение таблицы
20
25
30
35
45
Полученные заготовки массивных шин вулканизировались на этажном прессе при в течение 35 MIH,
Формула изобретения
Способ изготовления массивных шин, при котором шприцуют резиновую смесь в виде рукавной заготовки, пропускают через головку шприц-машины в рукавную заготовку арматуру в виде металлических колец с предварительно нанесенной и высушенной 1слеевой пленкой с образованием рукавной армированной заготовки, охлаждают последнюю и нарезают на отдельные заготовки массивных шин, отличающийся тем, что, с целью повьш1ения качества изготавливаемых шин, металлические кольца подают в рукавную заготовку с зазором друг относительно друга, разрезание на заготовки массивных пит осуи;ествляют в местах зазора, а затем удаляют выступающие за торцы кольцевой арматуры кромки резиновой оболочки.
iftuff
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| ЧЕРВЯЧНЫЙ ПРЕСС ДЛЯ ШПРИЦЕВАНИЯ ПОЛИМЕРНЫХЗАГОТОВОК | 1967 |
|
SU198616A1 |
| Способ изготовления заготовок протекторов пневматических шин | 1979 |
|
SU891479A1 |
| Способ восстановления металлической арматуры резинотехнических изделий | 1991 |
|
SU1813044A3 |
Изобретение относится к области переработки полимерных материалов, а именно к изготовлению массивных шин. Целью изобретения является повьш1ение качества изготавливаемых шин. Для этого металлические кольца подают в рукавную заготовку с зазором друг относительно друга. Разрезание на заготовки массивных шин осуществляют, в местах зазора. Затем удаляют выступающие за торцы кольцевой арматуры кромки резиновой оболочки. 3 ил. 1 табл. с SS 1C СО 00 4 Ю
| Савосин B.C | |||
| и др | |||
| Массивные шины | |||
| М.: Химия, 1981, с.68-73 | |||
| Способ изготовления массивных шин | 1984 |
|
SU1214473A1 |
| Солесос | 1922 |
|
SU29A1 |
