(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПРОТЕКТОРОВ ПНЕВМАТИЧЕСКИХ ШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок протекторов пневматических шин | 1972 |
|
SU452151A1 |
| Устройство для изготовления профилированных резиновых заготовок | 1990 |
|
SU1712185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2007 |
|
RU2347678C1 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Способ изготовления протекторных заготовок | 1984 |
|
SU1154110A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОТЕКТОРА ЛЕНТОЧКОЙ | 1987 |
|
SU1490853A1 |
I
Изобретение относится к технологии изготовления пневматических шин, предназначено для изготовления протекторных лент и может быть использовано в шинной, резинотехнической и легкой отраслях промышленности при производстве полуфабрикатов на основе резиновых смесей, например автокамерных трубок, рукавных изделий, лент, профилей.
Известен способ изготовления заготовок протекторов пневматических шин путем шприцевания резиновой смеси в виде непрерывной ленты, ее отвода и перемещения транспортирующими агрегатами, усадки, охлаждения и последующей резки на мерные отрезки 1.
Недостатком известного способа является то, что во время приема и последующего перемещения ленты транспортирующими агрегатами процесс снятия высокоэластических деформаций резиновой смеси существенно затруднен из-за больших сил трения покоя между заготовкой и резинокордными лентами транспортирующих агрегатов. При этом силы трения покоя намного превыщают силы остаточных внутренних напряжений резиновой смеси, поэтому усадки протекторной ленты на транспортерах почти не происходит, что вызывает больщой разброс размеров мерных отрезков после технологической вылежки.
Известен также способ изготовления заготовок протекторов пневматических шин, при котором шприцуют резиновую смесь в виде непрерывной ленты, перемещают транспортирующими элементами ее к позициям усадки, охлаждения и последующей резки на мерные отрезки. По этому способу шприцованную ленту подвергают усадке путем
10 образования свободной петли 2.
Образование свободной петли несколько повышает эффективность усадки в зоне петли, однако этого недостаточно для решения проблемы интенсификации усадки, J5 во-первых, потому, что участок свободной петли относительно невелик, и, во-вторых, на этом участке на материал действуют гравитационные силы, что ведет к последствиям, обратным усадке - вытяжке.
Целью изобретения является интенсифи20кация процесса усадки заготовок протекторов.
Поставленная цель достигается за счет того, что согласно способу изготовления заготовок протекторов пневматических шин, при котором шприцуют резиновую смесь в виде непрерывной ленты, перемещают транспортирующими элементами ее к позициям усадки, охлаждения и последующей резки на мерные отрезки, усадку шприцованной ленты осуществляют при переводе ее во взвещенное состояние за счет сообщения транспортирующим элементам вибрационных колебаний.
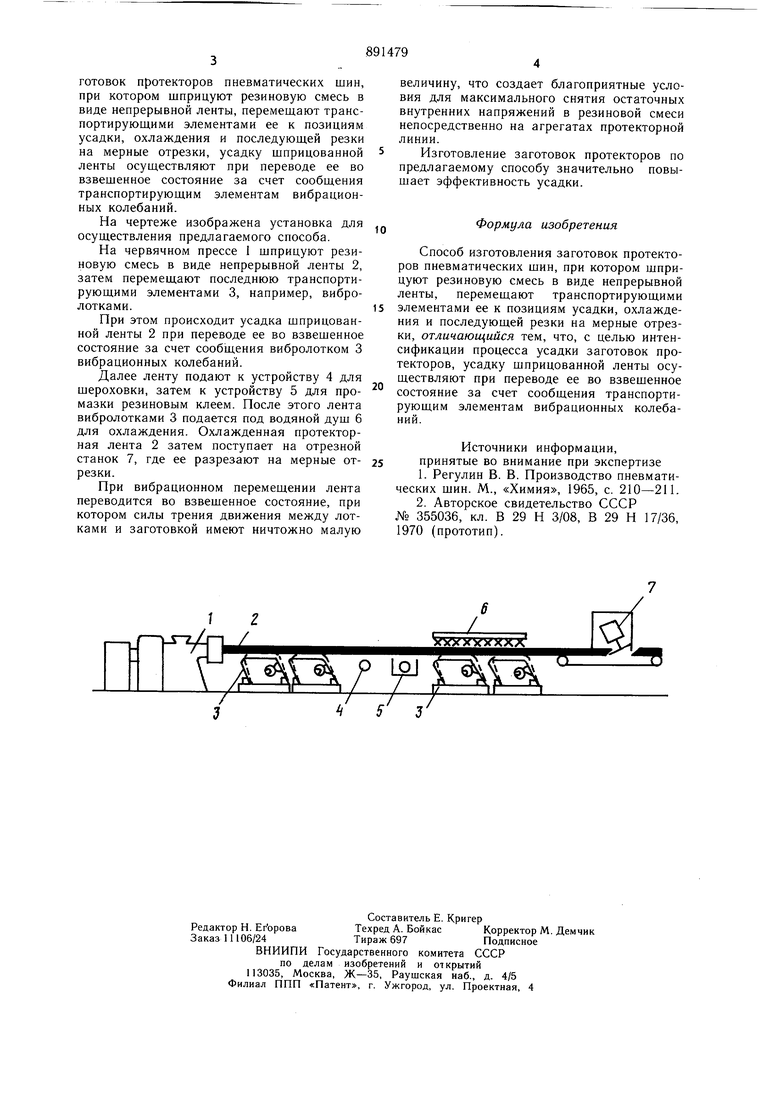
На чертеже изображена установка для осуществления предлагаемого способа.
На червячном прессе 1 шприцуют резиновую смесь в виде непрерывной ленты 2, затем перемещают последнюю транспортирующими элементами 3, например, вибролотками.
При этом происходит усадка шприцованной ленты 2 при переводе ее во взвешенное состояние за счет сообихения вибролотком 3 вибрационных колебаний.
Далее ленту подают к устройству 4 для
огшероховки, затем к устройству 5 для промазки резиновым клеем. После этого лента вибролотками 3 подается под водяной душ 6 для охлаждения. Охлажденная протекторная лента 2 затем поступает на отрезной станок 7, где ее разрезают на мерные отрезки.
При вибрационном перемещении лента переводится во взвешенное состояние, при котором силы трения движения между лотками и заготовкой имеют ничтожно малую
величину, что создает благоприятные условия для максимального снятия остаточных внутренних напряжений в резиновой смеси непосредственно на агрегатах протекторной линии.
Изготовление заготовок протекторов по предлагаемому способу значительно повышает эффективность усадки.
Формула изобретения
Способ изготовления заготовок протекторов пневматических шин, при котором шприцуют резиновую смесь в виде непрерывной ленты, перемешают транспортирующими элементами ее к позициям усадки, охлаждения и последующей резки на мерные отрезки, отличающийся тем, что, с целью интенсификации процесса усадки заготовок протекторов, усадку щприцованной ленты осуществляют при переводе ее во взвешенное состояние за счет сообщения транспортируюшим элементам вибрационных колебаний.
Источники информации, принятые во внимание при экспертизе
№ 355036, кл. В 29 И 3/08, В 29 Н 17/36, 1970 (прототип).
