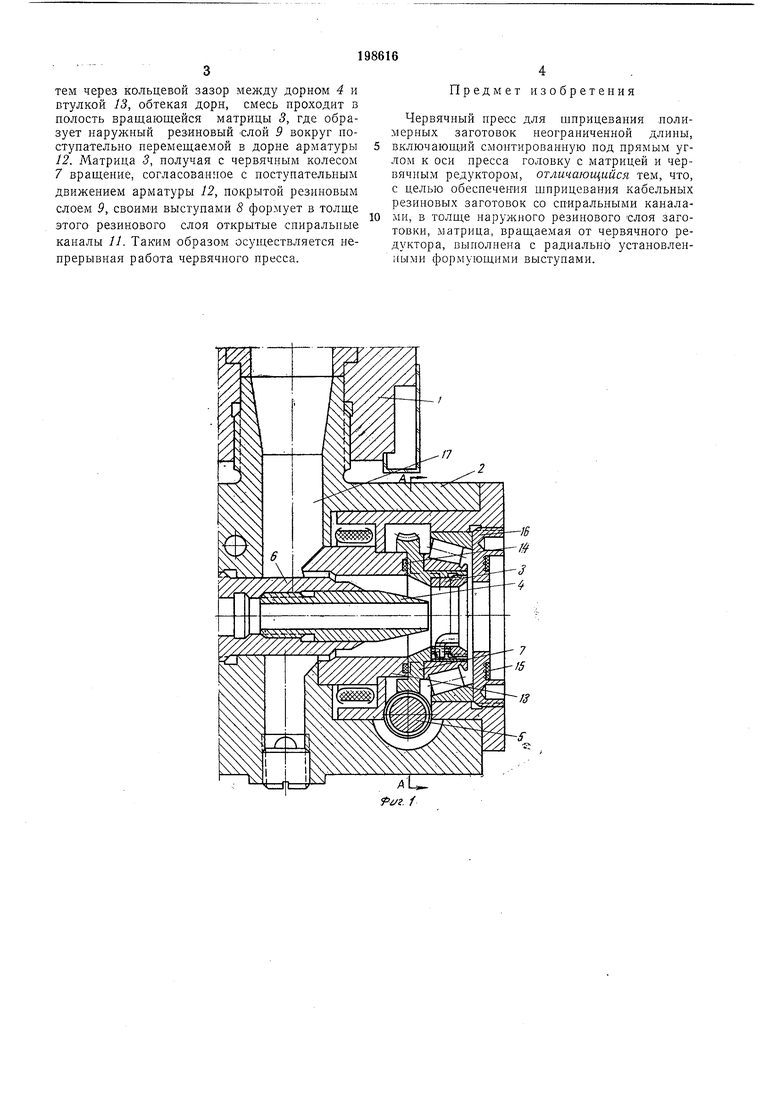
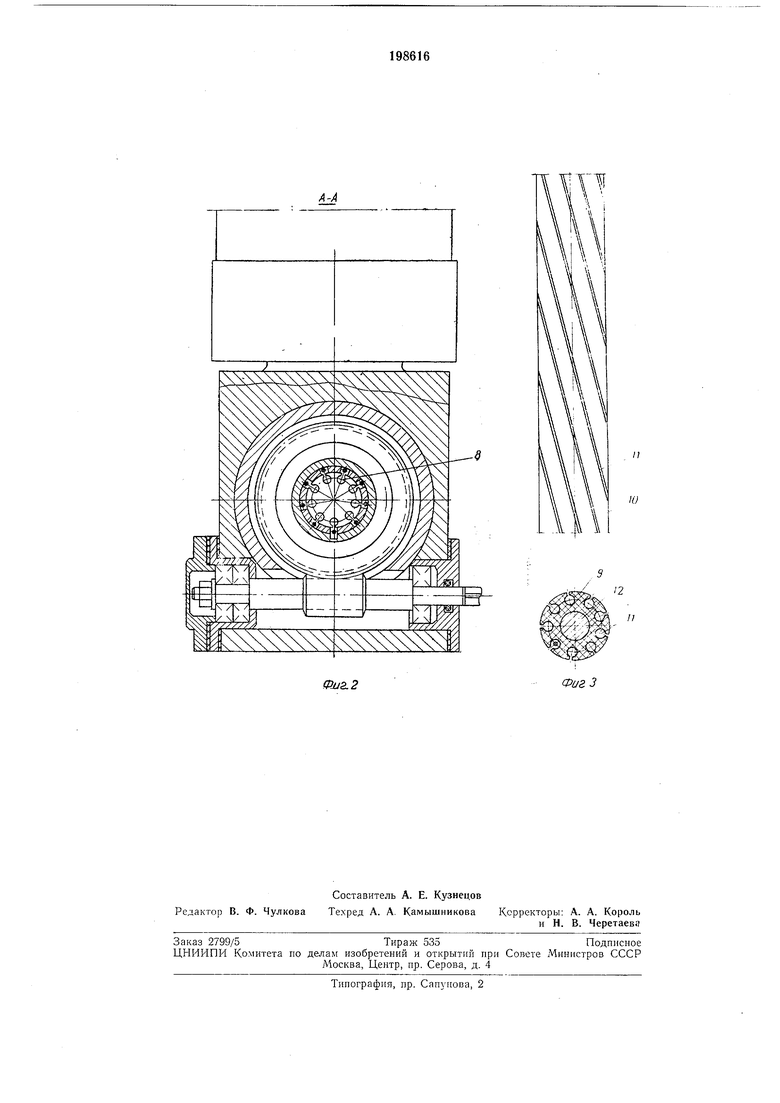
Известны червячные прессы для шприцевания полимерных заготовок неограниченной длины, включающие смонтированную под прямым углом к оси пресса головку с матрицей и червячным редуктором. В головке такого червячного нресса стационарно установлена матрица и эксцентрично смещенный относительно оси матрицы и вращаемый от червячного редуктора щнек. Такое выполнение головки пресса не обеспечивает щнрицевапие кабельных резиновых заготовок со спиральными каналами, выполнениыми в толще резинового слоя для укладки электродных проводов. Предлагаемый червячный пресс отличается от известных тем, что матрица, вращаемая от червячного редуктора, выполнена с радиально установленными формующими выступами. Это обеспечивает щприцевание кабельных резнновых заготовок со сниральными каналами, Бынолненными в толще наружного слоя для укладки электродных проводов. На фиг. 1 показана головка пресса, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - примерная форма кабельной резиновой заготовки в двух проекциях. пример кабельных резиновых заготовок, применяемых при изготовлении каротажных зондов для исследования нефтяных и газовых скважин, включает смонтированный под прямым углом к оси корпуса / пресса корпус 2 головки с матрицей 3, дорном 4 и червячным редуктором 5. Дорн 4 закреплен на дорнодержателе 6 соосно с вращаемой матрицей 3, жестко связанной с колесом 7 червячного редуктора 5 и вынолненной с раднально установленными формующими выстунами 8. Выступы 8 предназначены для формования в толще наружного слоя 9 заготовки 10 открытых спиральных каналов Л. В полом дорне предусмотрено перемещение арматуры 72 (фиг. 3), покрываемой в головке пресса резиновым слоем 9. В корпусе 2 головки смонтирована неподвижная втулка }3. Прокладки J4 и /5 обеспечивают уплотнение между втулкой 13 и колесом 7, а также между переходным фланцем 16 корпуса 2 и телескопической трубой (не изображена), предназначенной для проведения ненрерывной вулканизации резиновых заготовок 10.
тем через кольцевой зазор между дорном 4 и втулкой 13, обтекая дорн, смесь проходит в полость вращающейся матрицы сЗ, где образует наружный резиновый -слой 9 вокруг ноступательно перемещаемой в дорне арматуры 12. Матрица 3, получая с червячным колесом 7 вращение, согласованное с поступательным
движением арматуры 12, покрытой резиновым слоем 9, своими выступами 8 формует в толще этого резинового слоя открытые спиральные каналы 11. Таким образом осуществляется непрерывная работа червячного пресса.
Предмет изобретения
Червячный нресс для шприцевания .полимерных заготовок неограниченной длины, включающий смонтированную под прямым углом к оси пресса головку с матрицей и червячным редуктором, отличающийся тем, что, с целью обеспечения шприцевания кабельных резиновых заготовок со спиральными каналами, в толще наружного резннового слоя заготовки, матрица, вращаемая от червячного редуктора, выполнена с радиально установленными формующими выступами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ШПРИЦЕВАНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1966 |
|
SU189561A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУДЛЯ НАЛОЖЕНИЯ ПОЛИМЕРНОЙ ИЗОЛЯЦИИНА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU431025A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ГОФРИРОВ/ХННЫХ ЗАГОТОВОК | 1967 |
|
SU204536A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU279042A1 |
| ПРИСПОСОБЛЕНИЕ К ГОЛОВКЕ ЧЕРВЯЧНОГО ПРЕССА ДЛЯ КОЛЬЦЕВОЙ РЕЗКИ ШПРИЦУЕМОЙ РЕЗИНОВОЙ ТРУБКИ | 1970 |
|
SU288296A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| Способ изготовления массивных шин | 1985 |
|
SU1279842A1 |
IU
