Изобретение относится к машиностроению.
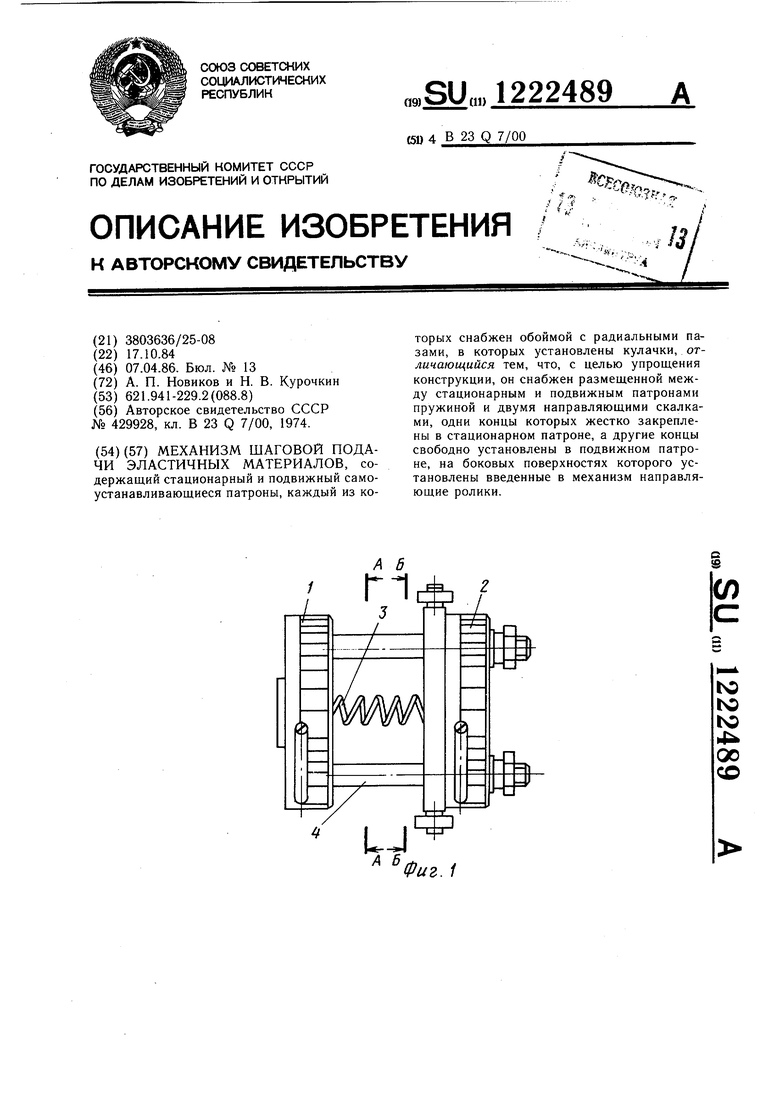
Цель изобретения - упрощение конструкции путем исключения установки сменных элементов при изменении диаметра обрабатываемого изделия.
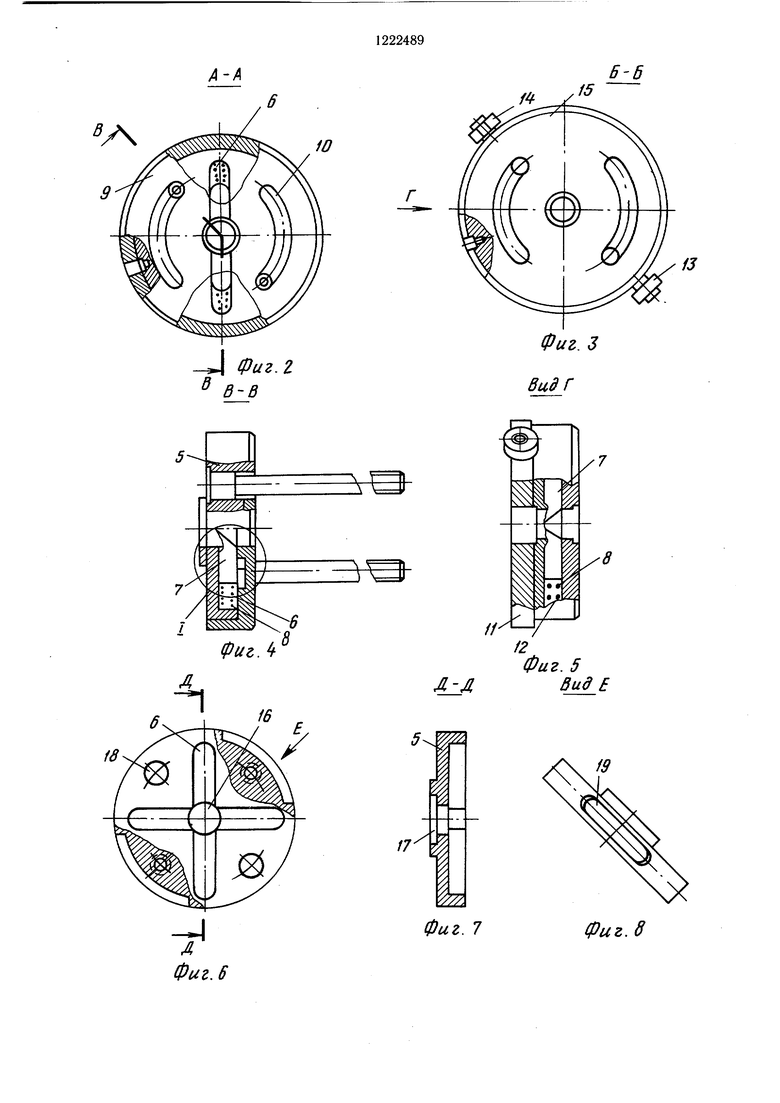
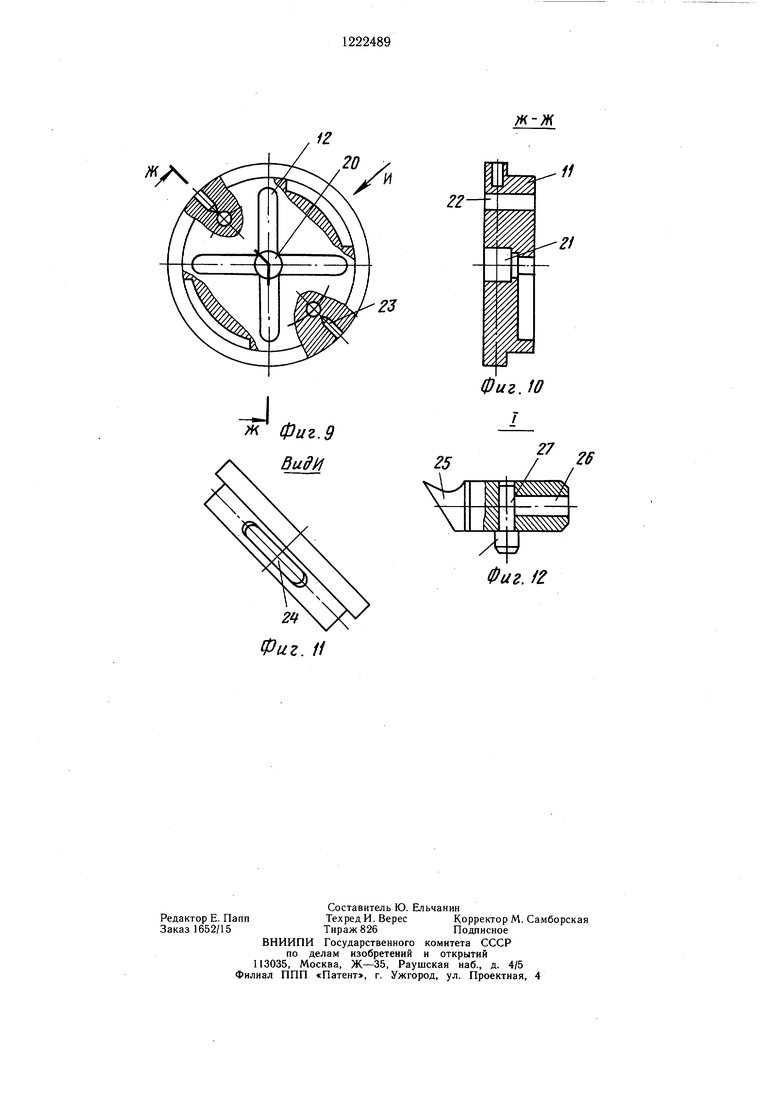
На фиг. 1 представлен предлагаемый механизм, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг 5 - вид Г на фиг. 3; на фиг. 6 - обойма стационарного патрона; на фиг. 7 - разрез Д-Д на фиг. 6; на фиг. 8 - вид Е на фиг. 6; на фиг. 9 - обойма подвижного патрона; на фиг. 10 - разрез Ж-Ж на фиг. 9; на фиг. 11- вид И на фиг. 9; на фиг. 12 - узел I на фиг. 4.
Механизм шаговой подачи эластичных материалов содержит стационарный 1 и подвижный 2 патроны, соединенные между собой спиральной пружиной 3 и направляющими скалками 4.
В стационарном патроне 1 размещена обойма 5 с радиальными пазами 6, в которых установлены кулачки 7, подпружиненные пружинами 8, и крыщка 9 с выемками 10.
Подвижный патрон 2 содержит обойму 11 с радиальными пазами 12 (аналогичными радиальным пазам 6 стационарного патрона 1), в которых установлены кулачки 7, подпружиненные спиральными пружинами 8, два направляющих ролика 13, установленных на винтах 14, расположенных диагонально на боковых поверхностях обоймы 11, и крыщку 15, аналогичную крыщке 9 стационарного патрона 1.
Обойма 5 представляет собой металлический диск с четырьмя радиальными пазами 6 для установки подпружиненных кулачков 7, центральным отверстием 16, имеющим расточку 17 под пружину 3, два отверстия 18 для направляющих скалок 4 и два боковых паза 19 для фиксации крышки 9.
Обойма 11 представляет собой диск с четырьмя пазами 12 для установки подпружиненных кулачков 7, центральным отверстием 20 с расточкой 21 под пружину 3, двумя отверстиями 22 для направляющих скалок 4, двумя боковыми диаметрально расположенными отверстиями 23, предназначенными для установки винтов (щпи- лек) 14 с направляющими роликами 13 и два боковых паза 24 для фиксации крышки 15.
Кулачок 7 выполнен в виде резца с граненным острием, образующими жало 25 иглообразной формы, с противоположной сто5
роны которого выполнено отверстие 26 для установки пружины, а на верхней грани выполнено отверстие 27 для установки опорного пальца, входящего вторым концом в фигурную выемку крыщки. При сборке острия кулачков должны быть направлены в сторону подачи обрабатываемого материала.
Механизм шаговой подачи эластичных материалов работает следующим образом.
0 Собранный механизм шаговой подачи эластичных материалов устанавливается в автомат для резки и маркировки эластичных материалов, например монтажных бирок, при этом стационарный патрон крепится к плате автомата, а под ролики подвижного патрона подводится двуплечий рычаг, закрепленный на подвижной плате, перемещающейся в вертикальной плоскости под действием кулачка механизма автомата.
При разведенных кулачках 7 пруток
0 (трубка) материала вводится через центральное отверстие 20 подвижного патрона 2 и далее через внутренний диаметр пружины 3 в центральное отверстие 16 стационарного патрона 1. Поворотом крыщек 9 и 15 на 90° и фиксации в обоймах 5 и 11 обеспе5 чивается подвод подпружиненных кулачков 7 к центру патрона, тем самым производится центрирование и необходимый зажим прутка материала остриями кулачков 7.
При движении кулачка автомата (не показан), связанная с ним подвижная плата при перемещении вверх увлекает за собой двуплечий рычаг, который, действуя через направляющие ролики 13, сжимает пружину 3 и продвигает обрабатываемый материал в стационарный патрон 1.
.-,
При дальнейшем движении кулачка автомата и перемещении подвижной платы вниз, двуплечий рычаг освобождает пружину 3, под действием которой подвижный патрон 2 возвращается в исходное положение, при
0 этом кулачки 7 стационарного патрона 1 своими остриями удерживают от обратного движения обрабатываемый материал, а острия кулачков подвижного патрона проскальзывают по поверхности обрабатываемого материала. Далее при повторном движении кулачка автомата вверх цикл работы механизма щаговой подачи повторяется.
Предлагаемый механизм позволяет упростить конструкцию путем исключения отдельных элементов, ускорить переналадку при
0 переходе на обработку прутка другого диаметра и повысить надежность работы.
0
5
/1-/
Б В
фиг. г
В-В
Г
фиг. 4
18
tX
I
i
I
У
//
.
л
7
л-л
/2
Фиг. 5 Вид Е
19
17
X
i
Фиг. 7
Фиг. 8
|
ж фиг. 9
ВидИ
11
22-фиг. W
27
25/
V. -J
V и: Ш
Фаг, fZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления и маркировки трубчатых монтажных бирок | 1985 |
|
SU1279858A1 |
| Автомат для нанесения маркировочных знаков на эластичную трубку | 1972 |
|
SU441175A1 |
| МЕХАНИЗМ ШАГОВОЙ ПОДАЧИ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1971 |
|
SU429928A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| МЕХАНИЗМ ШАГОВОЙ ПОДАЧИ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1971 |
|
SU429928A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
