Изобретение относится к обработке металлов и может быть использовано в машиностроительной промышленности.
Цель изобретения - увеличение долговечности валка.
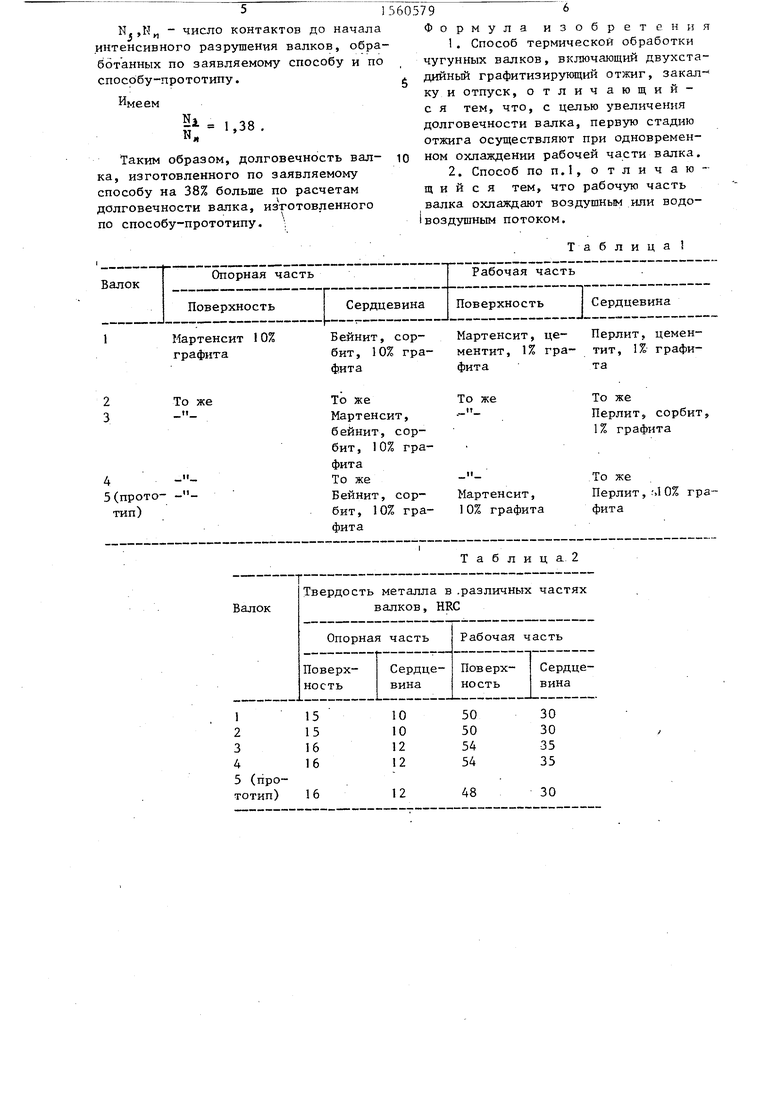
На чертеже показан режим термической обработки валка.
Способ осуществляют следующим образом.
Заготовка под валок отливается из ковкого чугуна. Условия кристаллизации и остывания отливки должны обеспечивать получение в литом состоянии отбеленной структуры. После выбивки и очистки опорные части заготовки валка подвергают первой графитизирующей выдержке при 950-1000 С при одновременном охлаждении поверхности рабочей части валка воздушным или водовоздушным потоком. Непосредственно по окончании выдержки весь валок помещают в печь с температурой на 30-50 С инже Ас, для проведения второй сфероидизирующей выдержки. После предварительной механической обработки следует нагрев и выдержка при нагреве так, чтобы температура осевой части валка была ниже точки А,, а поверхности 850-950 С, после чего производится закалка путем орошения и отпуск при 350-550 С. Далее следует окончательная механическая обработка.
ел
о о
СП
со
Было отлито 4 валка из ковкого чугуна в металлическую форму (кокиль).
Результаты эксперимента представлены в табло и 2, где показаны структуры и твердость металла в различных частях валков.
Первый и второй валки имели следующие размеры: длина валка 3500 мм, длина рабочей части 2900 мм, длина опорных частей по 300 мм каждая, диаметр опорных частей 200 мм, диаметр рабочей части 400 мм.
Третий и четвертьй валки имели размеры: длина валка 3000 мм, длина рабочей части валка 2600 мм, длина опорных частей 200 мм, диаметр рабочих частей 150 мм, диаметр рабочей части 250 мм.
Опорные части первого и третьего валков были подвергнуты первому гра- фитизирующему отжигу при 985 С в течение 5 ч при одновременном охлаждении рабочей части водовоздушным потоком.
Опорные части второго и четвертого валков были подвергнуты первому
р
графитизирующему отжигу при 950 С в течение 5 ч с охлаждением рабочей части воздушным потокоМо
По окончании выдержки первого гра- фитизиругощего отжига все валки были помещены для второго графитизирующе- го отжига в печь с температурой 670 С и выдержаны в ней в течение 10ч. После предварительной механической обработки валки были помещены в печь с температурой после достижения поверхностью валков температуры печи были выдержаны в течение 10 мин и закалены путем орошения. Далее следовал отпуск при 400 С в течение 20 мин
Пятый валок имел размеры: длина валка 3000 мм, длина рабочей части валка 2600 мм, длина опорных частей 200 мм, диаметр опорных частей 150 мм диаметр рабочей части 250 мм.
Режим термической обработки пятого валка по способу-прототипу: нагрев
960+5°С, выдержка
печь
10ч, охлаждение до
перенос в с температурой 675±5 С, выдержке
1, ЛЛОУГ СПП м комнатной температуры, подогрев до 350jr5 С, выдержка, нагрев до 870°С, выдержка после достижения поверхностью валка температуры печи 10 мин, закалка путем орошений, отпуск при 400t5°C в течение 20 мин.
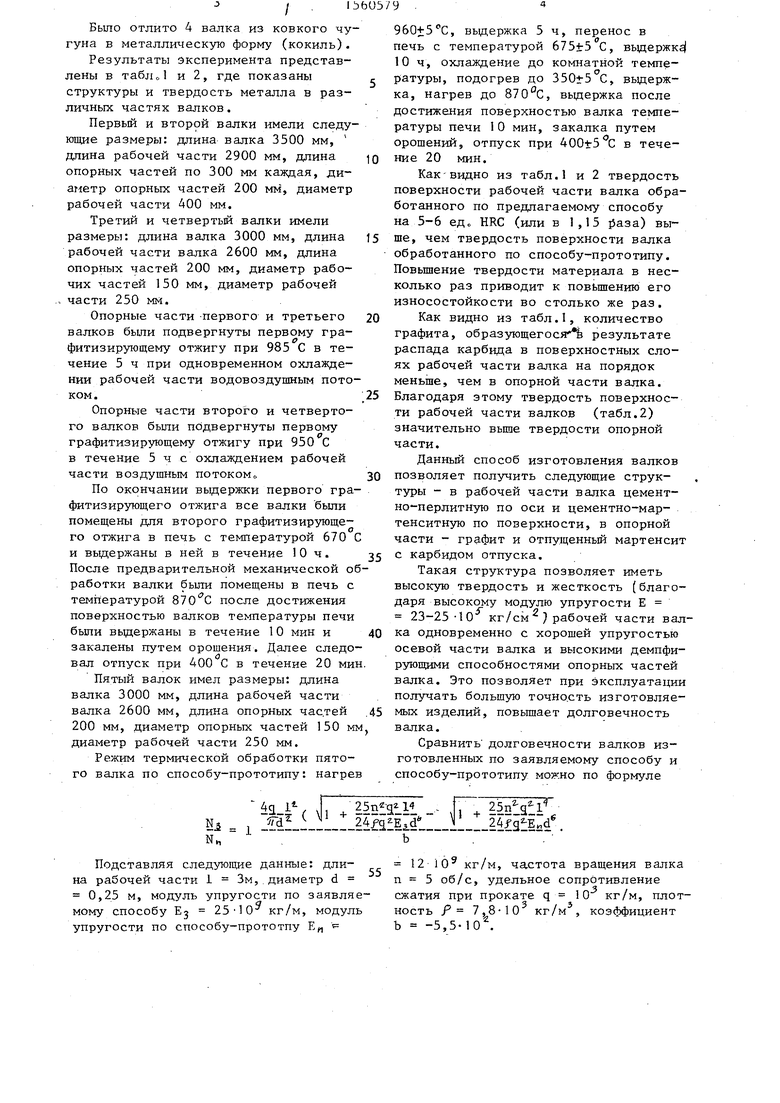
Как видно из табл.1 и 2 твердость поверхности рабочей части валка обработанного по предлагаемому способу на 5-6 еде HRC (или в 1,15 раза) выше, чем твердость поверхности валка обработанного по способу-прототипу. Повышение твердости материала в несколько раз приводит к повышению его износостойкости во столько же раз.
Как видно из табл.1, количество графита, образующегося результате распада карбида в поверхностных слоях рабочей части валка на порядок меньше, чем в опорной части валка. Благодаря этому твердость поверхности рабочей части валков (табл.2) значительно выше твердости опорной части.
Данный способ изготовления валков позволяет получить следующие структуры - в рабочей части валка цемент- но-перлитную по оси и цементно-мар- тенситную по поверхности, в опорной части - графит и отпущенный мартенси с карбидом отпуска.
Такая структура позволяет иметь высокую твердость и жесткость (благодаря высокому модулю упругости Е 23-25-10 кг /см ) рабочей части валка одновременно с хорошей упругостью осевой части валка и высокими демпфирующими способностями опорных частей валка. Это позволяет при эксплуатаци получать большую точность изготовляемых изделий, повышает долговечность валка.
Сравнить долговечности валков изготовленных по заявляемому способу и способу-прототипу можно по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровидным графитом | 1982 |
|
SU1270173A1 |
| Способ изготовления ниппелей отопительных радиаторов из ковкого чугуна | 1985 |
|
SU1285025A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С КОМПАКТНЫМИ ВКЛЮЧЕНИЯМИ ГРАФИТА | 2001 |
|
RU2201967C2 |
| Ковкий чугун | 1984 |
|
SU1260406A1 |
| Способ графитизирующего отжига отливок из белого чугуна | 1989 |
|
SU1779266A3 |
| ФРИКЦИОННЫЙ ЧУГУН ДЛЯ ТОРМОЗНЫХ ЛОКОМОТИВНЫХ КОЛОДОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573848C1 |
| Способ изготовления отливок из чугуна с шаровидным графитом | 1978 |
|
SU865917A1 |
| Ковкий чугун | 1984 |
|
SU1252381A1 |
| Способ производства прокатных валков из белого чугуна | 1983 |
|
SU1139760A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ БЕЛОГО НЕЛЕГИРОВАННОГО ЧУГУНА | 1999 |
|
RU2152443C1 |
Изобретение относится к обработке металлов и может быть использовано в машиностроительной промышленности. Цель изобретения - увеличение долговечности валка. Для этого после выбивки и очистки опорные части валка из ковкого чугуна подвергают первой графитизирующей выдержке при 950-1000°С при одновременном охлаждении поверхности рабочей части валка воздушным потоком. Сразу после этого весь валок помещают в печь с температурой на 30-50°С ниже Ас1 для проведения второй сфероидизирующей выдержки. После предварительной механической обработки следует нагрев и выдержка при нагреве так, что температура осевой части валка ниже точки Ас1, а поверхности 850-950°С, после чего производится закалка и отпуск при 350-550°С. Затем следует окончательная механическая обработка. 1 з.п. ф-лы, 1 ил., 2 табл.
Z-«2VT
42 IS 4- Ji . I IL- L 24 if:IiIli ШЈЈаЈ .
- J - - - -
Подставляя следующие данные: длина рабочей части 1 Зм, диаметр d 0,25 м, модуль упругости по заявляемому способу Е3 25-Ю кг/м, модуль упругости по способу-прототпу Еи «
Z-«2VT
g . ЈаЈ
12 Ю9 кг/м, частота вращения валка п 5 об/с, удельное сопротивление сжатия при прокате q 10 кг/м, плотность Р 7,8-10 Ъ -5,5-Ю2.
кг/м , коэффициент
N.,МИ - число контактов до начала интенсивного разрушения валков, обработанных по заявляемому способу и по способу-прототипу.
Имеем
N N
1,38 .
Таким образом, долговечность вал- ка, изготовленного по заявляемому способу на 38% больше по расчетам долговечности валка, изготовленного по способу-прототипу.
10%
Бейнит, сорбит, 10% графита
Г
Валок
Твердость металла в .различных частях валков, HRC
1
2 3 4
5 (прототип)
ю
605796
Формула изобретения
Таблица
Мартенсит, це- Перлит, цемен- ментит, 1% гра- тит, 1% графи- фитата
Таблица2
50 50
54 54
48
30 30 35 35
30
0 Опорная
i I we/ ia/oftr поб хность Осебая часть рабо- рабочей час- veu части балка
ти валка
Составитель Т. Бердышёвская Редактор Т. Лазоренко Техред М.ДидыкКорректор С. Черни
Заказ 953
Тираж 503
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. .Гагарина, 101
А3
Время
Подписное
| Заявка Японии № 6034612, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
