Изобретение относится к целлюлозно-бумажному производству и может быть использовано при изготовлении бумажного материала для полиграфической продукции, преимущественно обло- 5 жечного и форзацного.
Целью изобретения является улучшение качества рельефа поверхности бумаги.
Пример 3. Обложечную бумагу массой 120 г/м изготовляют аналогич но примеру 1, с той лишь разницей, что содержание каолина в бумажной массе составляет 6% от массы а.с.в., а нанесение рельефа производят при сухости 40%, давлении 50 кН/м, при ширине канавки 0,,3 мм, ее глубине канавки 0,225 мм,, ширине выступа
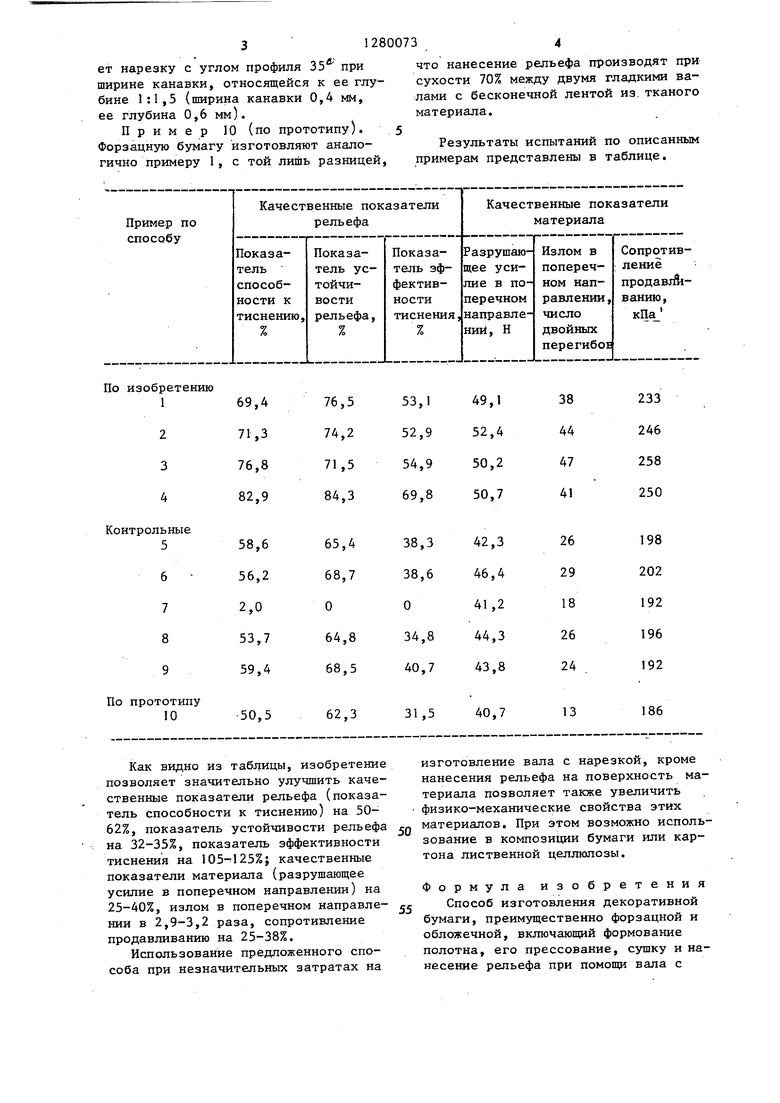
На чертеже показан профиль бумаги,fO0,3 мм (ширина канавки относится к
изготовленной согласно изобретению,ширине выстзша 1:1, а глубина канавпоперечное .сечение.ки в 1,4 раза меньше ширины канавки).
Пример 1. Изготовление фор- Пример А. Обложечный картон
зацной бумаги массой 120 г/м .массой 240 г/м изготовляют аналогичПодготовленную бз мажную массу, содержащую 70% СФИ беленой хвойной целлюлозы марки А-1 со степенью помола 26°ШР, 30% СФА беленой листвен- - ной целлюлозы марки ОБ-1 со степенью помола , каолин в количестве 12% от массы абсолютно сухого вещества (а.с,в.), канифольный клей в количестве 0,8% от массы а,с.в. и щелочной крахмал в количестве 1 % от массы а.с,в., формуют, прессуют до сухос- з и 32%, затем, продолжая прессование, наносят рельеф при давлении 20 кН/м путем пропускания его между двумя валами, установленными в позиции офсетного пресса, нижний вал которого имеет нарезку с трапецеидальным по-, перечным сечением, при этом ширина канавки относится к ширине выступа 1:0,5, а глубина канавки равна ее ши но примеру 1, с той лишь разницей, что нанесение рельефа производят при давлении 45 кН/м и угле профиля нарезки 90°.
Пример 5 (контрольный). Фор- 20
25
30
рине -(ширина Ъ канавки 0,4 мм, бина h канавки 0,4 мм, ширина а выступа 0,2 мм). Угол of-профиля нарезки 40
Бумажное полотно с пблученным рельефом пропускают через сушильную часть бумагоделательной машины, облегченный машинный каландр и накат. Полученную форзацную бумагу испытывают стандартными методами.
Пример 2. Форзацную бумагу изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа производят при сухости бумазацную бумагу массой 120 г/м изготовляют аналогично примеру 1, с той лишь разницей, .что нанесение рельефа производят при сухости бумаги 30% и давлении 18 кН/м.
Пример 6 , (контрольный). Форзацную бумагу изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа производят при сухости бумаги 43% и давлении 55 кН/м.
Пример 7 (контрольный). Форзацную бумагу изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа производят при сухости бумаги 30% и давлении 3,2кН/м глу- 35 путем пропускания его между двумя валами, нижний вал которого имеет нарезку с прямоугольным профилем при ширине канавки 0,2 мм, ширине выступа -О, 6 мм и глубине ка-навки 0,2 мм (ширина канавки относится к ширине выступа 1:3, глубина канавки равна ее ширине).
Пример 8 (контрольный). Форзацную бумагу изготовляют аналогично 45 примеру 1, с той лишь разницей, что нанесение рельефа осуществляют между валом, имеющим нарезку с трапецеидальным профилем при ширине канавки
40
0,4 мм, ширине выступа 0,17 IVIM, глу- ги 38%, давлении 45 кН/м путем про- 50 бине канавки 0,17 мм (ширина канавки пускания его между двзпмя валами, ниж- относится к ширине выступа 1:0,4; а НИИ вал которого имеет нарезку с трапецеидальным профилем при ширине канавки 0,3 мм, ширине выступа 0,45мм глубине канавки 0,15 мм (ширина ка- 55
глубина канавки в 2,2 раза меньше ширины канавки), угле профиля нарезки 95°.
П р и м е р 9 (контрольный), Форзацную бумагу изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа осуществляют между двумя валами, нижний из которых именанки относится к ширине выступа l:i,5j а глубина канавки в 2 раза меньше ширины канавки) и угле профиля нарезки 60.
Пример 3. Обложечную бумагу массой 120 г/м изготовляют аналогич но примеру 1, с той лишь разницей, что содержание каолина в бумажной массе составляет 6% от массы а.с.в., а нанесение рельефа производят при сухости 40%, давлении 50 кН/м, при ширине канавки 0,,3 мм, ее глубине канавки 0,225 мм,, ширине выступа
0,3 мм (ширина канавки относится к
массой 240 г/м изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа производят при давлении 45 кН/м и угле профиля нарезки 90°.
Пример 5 (контрольный). Фор-
зацную бумагу массой 120 г/м изготовляют аналогично примеру 1, с той лишь разницей, .что нанесение рельефа производят при сухости бумаги 30% и давлении 18 кН/м.
0,4 мм, ширине выступа 0,17 IVIM, глу- бине канавки 0,17 мм (ширина канавки относится к ширине выступа 1:0,4; а
глубина канавки в 2,2 раза меньше ширины канавки), угле профиля нарезки 95°.
0,4 мм, ширине выступа 0,17 IVIM, глу- бине канавки 0,17 мм (ширина канавки относится к ширине выступа 1:0,4; а
П р и м е р 9 (контрольный), Форзацную бумагу изготовляют аналогично примеру 1, с той лишь разницей, что нанесение рельефа осуществляют между двумя валами, нижний из которых имеет нарезку с углом профиля 35 при
ширине канавки, относящейся к ее глу- сухости 70% между двумя гладкими валами с бесконечной лентой из. тканого материала.
бине 1:1,5 (ширина канавки 0,4 мм, ее глубина 0,6 мм).
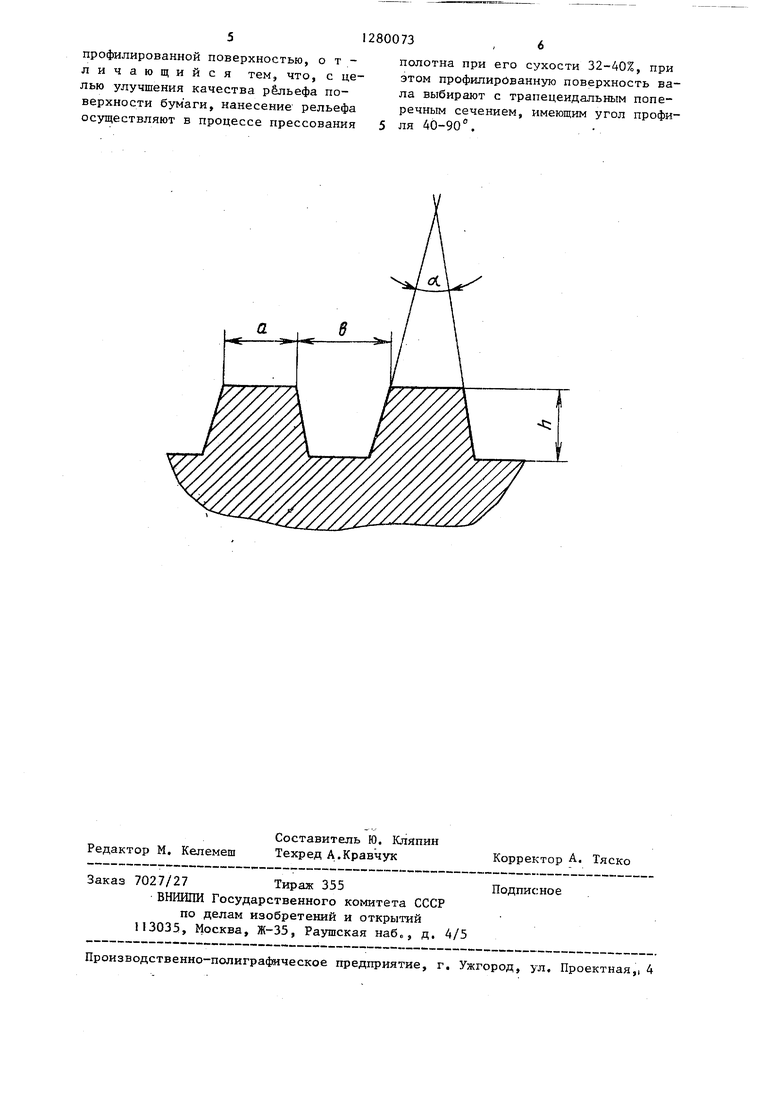
Пример 10 (по прототипу). 5 Форзацную бумагу изготовляют анало- Результаты испытаний по описанным гично примеру 1, с той лишь разницей, примерам представлены в таблице.
По изобретению
Как видно из таблицы, изобретение позволяет значительно улучшить качественные показатели рельефа (показатель способности к тиснению) на 50- 62%, показатель устойчивости рельефа на 32-35%, показатель эффективности тиснения на 105-125%; качественные показатели материала (разрушающее усилие в поперечном направлении) на 25-40%, излом в поперечном направлении в 2,9-3,2 раза, сопротивление продавливанию на 25-38%.
Использование предложенного способа при незначительных затратах на
что нанесение рельефа производят при
0
5
изготовление вала с нарезкой, кроме нанесения рельефа на поверхность материала позволяет также увеличить физико-механические свойства этих материалов. При этом возможно использование в композиции бумаги или картона лиственной целлюлозы.
Формула изобретения
Способ изготовления декоративной бумаги, преимущественно форзацной и обложечной, включающий формование полотна, его прессование, сушку и нанесение рельефа при помощи вала с
профилированной поверхностью, отличающийся тем, что, с целью улучшения качества рельефа поверхности бумаги, нанесение рельефа осуществляют в процессе прессования
полотна при его сухости 32-40%, при этом профилированную поверхность вала выбирают с трапецеидальным поперечным сечением, имеющим угол профиля 40-90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления декоративной бумаги | 1987 |
|
SU1454898A2 |
| Способ изготовления бумаги и картона | 1980 |
|
SU903426A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| Сетка бумагоделательной машины | 1985 |
|
SU1258922A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2005 |
|
RU2288844C1 |
| Способ изготовления влагопрочной бумаги-основы | 1986 |
|
SU1368354A1 |
| Способ изготовления бумаги | 1985 |
|
SU1285101A1 |
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ОБЕЗВОЖИВАНИЯ | 2005 |
|
RU2361976C2 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| ПРЕССУЮЩАЯ ЧАСТЬ И ПРОНИЦАЕМАЯ ЛЕНТА В БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЕ | 2004 |
|
RU2338098C2 |
Изобретение относится к области целлюлозно-бумажного производства и может быть использовано при изготовлении бумажного материала для полиграфической продукции, преимущественно обложечного и форзацного. Целью изобретения является улучшение качества рельефа поверхности бумаги. Способ включает формование полотна, его прессование, сушку и нанесение рельефа при помощи вала с профилированной поверхностью. Нанесение рельефа осуществляют в процессе прессования полотна при его сутсости 32-40%, при этом профилированную поверхность вала выбирают с трапецеидальным поперечным сечением, имеющим угол профиля 40-90°, 1 ил, 1 табл. (Л ю 00 00
Редактор М, Кепемеш
Составитель Ю. Кляпин Техред А.Кравчук
Заказ 7027/27 Тираж 355Подписное
ВРЩШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,, 4
Корректор А. Тяско
| Патент США № 3867225, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Способ производства декоративной бумаги, включая абажурную бумагу | 1960 |
|
SU141748A1 |
| Способ изготовления бумаги и картона | 1980 |
|
SU903426A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Краска для тампопечати по поливинилхлоридным покрытиям | 1983 |
|
SU1159934A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
