При необходимости нанесения метки на горячий прокат устройство с помощью привода двухстороннего действия (не показан) перемещается к прокату. Первоначально поверхности проката касаются ролики 14, установленные на рычагах 10. Под действием приложенной силы ролики 14 перекатываются по поверхности проката и поворачивают
Изобретение относится к устройствам для маркирования и может быть использовано при маркировании горячего проката при температуре 700- .
Цель изобретения - повышение надежности п работе в условиях повышенных температур,
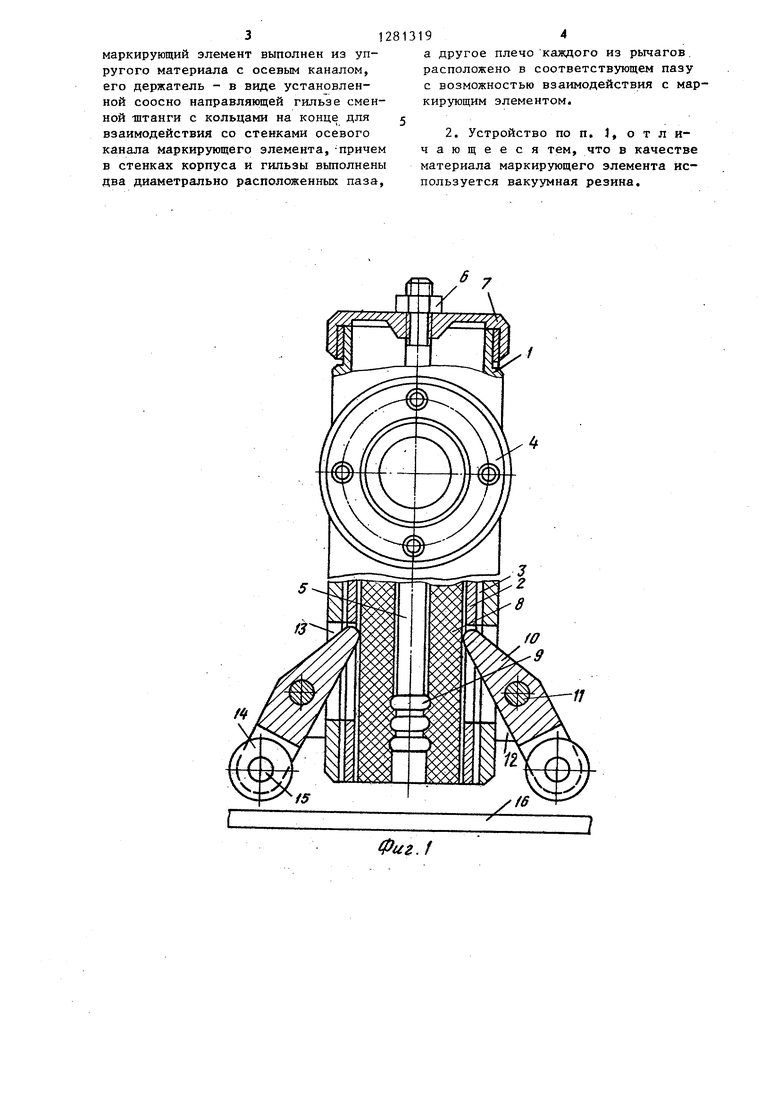
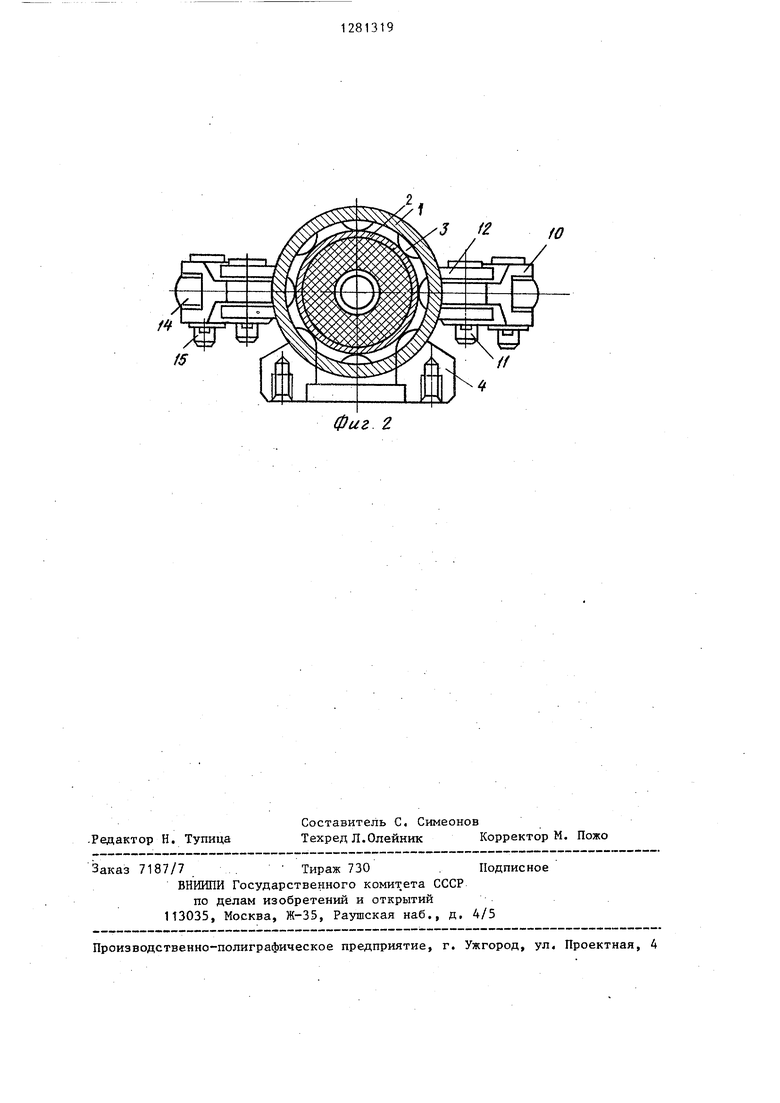
На фиг. 1 показано устройство,общий вид; на фиг. 2 - то же, вид сверху,10 рычаги 10 вокруг оси 11. Рычаги расУстройство содержит цилиндрический ходятся, своей верх,ней частью прижи- корпус 1, внутрь которого вмонтирова- маются к маркирующему элементу 8.и, на направляющая гильза 2 с продольны- .преодолевая усилие утолщенных колец ми пазамп 3, предназначенными для 9 штанги 5, выталкивают маркирующий охлаждения корпуса воздухом, подводи- 15 элемент из цилиндрического корпуса 1 мым к устройству для маркирования че- и прижимают его к маркируемому прорез отверстие фланца 4, закрепленного на корпусе 1. В центре корпуса размещена штанга 5, которая крепится с
20
помощью гайки 6 к накладной гайке 7, которая в свою очередь крепится к верхней части цилиндрического корпуса 1. На штанге 5 размещен упругий маркирующий элемент 8 (вакуумный резиновый щлапг), который удерживается на штанге в вертикальном положении с помощью утолщенных колец 9, расположенных в шй лей части штанги. 5. На наружной поверхности цилиндрического
25
кату 16, оставляя на нем метку, которая после остывания проката хорошо сохраняется, обозревается визуально и поддается автоматргческому контролю с помощью фотопреобразователей. Устройство прикасается к маркируемому прокату кратковременно на 0,2-0,3 с. Этого времени достаточно, чтобы ва- куумнаяа резина расплавилась и оставила на металле контрастную метку. Расход резины на одну метку составляет 0,08 мм.;При возвращении марки- рователя вверх рычаги 10 за счет упкорпуса 1 в нижней его части диамет- 30 ругости маркирующего элемента и собрал ьно размещены рычаги 10, которые установлены с возможностью вращения на оси 11, расположенные на планке 12, которая закреплена На наружной . сто)оне цилиндрического корпуса 1 в . , низкней его части. Верхняя часть рычагов 10 через прямоугольное отверстие 13, выполненное в нижней части цилиндрического корпуса и гильзы,взаимодействует с маркирующим элементом 8, а нижняя часть посредством вращающихся контактных роликов 14, свободно установленных на осях 15, расположенных в фычагах 10, взаимодействует с маркируемым прокатом 16.
Устройство работает следующим образом.
В исходном положении устройство для маркирования горячего проката находится над поверхностью горячего проката .Маркируюищй элемент 8 спомо- щью утолщенных колец 9, расположенных в нижней.части штанги 5 и рычагов 10, Которые поджимают этот элемент через отверстие 13 цилиндрического корпуса 1, своей нижней частью расположен строго заподлицо с нижней частью (торцом) цилиндрического корпуса.
ственног.о веса возвращаются в исходное состояние.
При помощи предлагаемого устройства автоматизируется процесс марки35 ровки горячих рельсов температурой 700-1100°С на группы содержания углерода в стали, что позволяет производить подсортировку рельсов по группам углерода при их термоупроч40 нении и вести процесс термоупрочнения в оптимальном режиме, в результате чего обеспечивается требуемая твердость поверхности катания и глубина закалки рельсов.
45.
Фор мула изобретения
1. Устройство для маркирования горячего проката,, содержащее корпус,
50 несущий направляющую гильзу, размещенный внутри гильзы с возможностью осевого перемещения маркирующий элемент, размещенные на корпусе диаметрально гильзе два двуплечих рычага
55 с контактным роликом на одном из плеч и держатель маркирующего элемента, , отличающееся тем, что, с целью повьшения надежности в работе в условиях повышенных температур.
При необходимости нанесения метки на горячий прокат устройство с помощью привода двухстороннего действия (не показан) перемещается к прокату. Первоначально поверхности проката касаются ролики 14, установленные на рычагах 10. Под действием приложенной силы ролики 14 перекатываются по поверхности проката и поворачивают
рычаги 10 вокруг оси 11. Рычаги расходятся, своей верх,ней частью прижи- маются к маркирующему элементу 8.и, .преодолевая усилие утолщенных колец 9 штанги 5, выталкивают маркирующий элемент из цилиндрического корпуса 1 и прижимают его к маркируемому про
кату 16, оставляя на нем метку, которая после остывания проката хорошо сохраняется, обозревается визуально и поддается автоматргческому контролю с помощью фотопреобразователей. Устройство прикасается к маркируемому прокату кратковременно на 0,2-0,3 с. Этого времени достаточно, чтобы ва- куумнаяа резина расплавилась и оставила на металле контрастную метку. Расход резины на одну метку составляет 0,08 мм.;При возвращении марки- рователя вверх рычаги 10 за счет упственног.о веса возвращаются в исходное состояние.
При помощи предлагаемого устройства автоматизируется процесс марки35 ровки горячих рельсов температурой 700-1100°С на группы содержания углерода в стали, что позволяет производить подсортировку рельсов по группам углерода при их термоупроч40 нении и вести процесс термоупрочнения в оптимальном режиме, в результате чего обеспечивается требуемая твердость поверхности катания и глубина закалки рельсов.
45.
Фор мула изобретения
1. Устройство для маркирования горячего проката,, содержащее корпус,
50 несущий направляющую гильзу, размещенный внутри гильзы с возможностью осевого перемещения маркирующий элемент, размещенные на корпусе диаметрально гильзе два двуплечих рычага
55 с контактным роликом на одном из пле и держатель маркирующего элемента, , отличающееся тем, что, с целью повьшения надежности в работе в условиях повышенных температур.
312813
маркирующий элемент выполнен из упругого материала с осевым каналом, его держатель - в виде установленной соосно направляющей гильзе сменной -штанги с кольцами на конце для 5 взаимодействия со стенками осевого канала маркирующего элемента,-причем в стенках корпуса и гильзы выполнены два диаметрально располшсенных паза.
194
а другое плечо каждого из рычагов расположено в соответствующем пазу с возможностью взаимодействия с маркирующим элементом.
2. Устройство по п. J, о т л и- чающееся тем, что в качестве материала маркирующего элемента используется вакуумная резина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркирования проката | 1989 |
|
SU1669609A1 |
| Устройство для маркировки проката | 1991 |
|
SU1808440A1 |
| Устройство для маркирования изделий краской | 1985 |
|
SU1397117A1 |
| Устройство для маркировки штучных изделий | 1986 |
|
SU1381033A1 |
| Устройство для маркировки | 1976 |
|
SU645725A1 |
| Устройство для маркирования эластичных трубок | 1991 |
|
SU1799329A3 |
| Устройство для маркировки плоских изделий | 1981 |
|
SU1057312A1 |
| Автомат для маркирования деталей краской | 1981 |
|
SU1061879A1 |
| Устройство для маркирования изделий | 1989 |
|
SU1655594A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1701453A1 |
Изобретение относится к устройствам для маркирования и может быть использовано при маркировании горячего проката при температур 700- 1 путем оплавления маркирующего элемента. Маркирующий злемент (МЭ) выполнен в виде трубы из вакуумной резины и размещен на штанге. Ю подается в зону маркирования с помощью двух рычагов с роликами, контактирующих с прокатом. МЭ оставляет на прокате метку, которая подвергается автоматическому контролю. Расход резины на одну метку 0,08 мм. 1 з.п. ф-лы. 2 ил. ГО &0 со
11
Фиг.1
fS
фиг 2
-Редактор Н. Тупица
Составитель С. Симеонов
Техред Л.Олейник Корректор М. Пожо
Заказ 7187/7 . Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Клеймовочная головка | 1977 |
|
SU733769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
