1281330
;;а прошивной пуансон 38, при этом клепок осуществляется при установке образуется полость в стержне заклегс- клина 41 в нижнее положение и уда- ки и про-исходит окончательное образо- лении упора 36 с пуансонной головки, ванне головки. Высадка монолитных за- 2 з.п. ф-лы, 4 ил.
1
Изобретение относится к обработке металлов давлением, а именно к конструкции однопозиционных двух- ударных автоматов с цельной матрицей и может быть использовано при изго- товлении монолитных и полупустотелых заклепок.
- Цель изобретения - упрощение конструкции автомата и повышение надеж- ности.
На фиг. 1 изображена кинематическ схема предлагаемого автомата; на фиг 2 - высадочная матрица и механизм ее перемещения при первом ударе; на фиг. 3 - то же, при втором ударе; на фиг. 4 - конструкция клина.
Автомат содержит электродвигатель 1, который посредством клиноременной передачи 2 и маховика 3 передает кру тящий момент на главный исполнительный механизм, состоящий из коленчатого вала 4, шатуна 5, ползуна 6 с пуансонной головкой 7, предварительным 8 и окончательным 9 высадочными пуансонами. С коленчатого вала 4 крутящий момент передается через зубчатую пару 10 валу 11, с которого момент снимается основными исполнительными механизмами автомата: отрез
ки, перемещения пуансонной головки, выталкивания и подачи. Привод механизма отрезки осуществляется от кривошипа 12 через тягу 13, кулачковую дорожку 14, шток 15, на котором закреплен нож 16. Перемещение пуансонной головки 7 обеспечивается кулач- ково-рычажным приводом 17, кулисой 18 и системой рычагов 19. На валу
11 закреплен кулачок 20 механизма вы
талкивания, воздействующий через систему тяг 21 я 22 и рычаг 23 на выталкивающий стержень 24. Приводом механизма подачи служит эксцентриковая шайба 25, преобразующая враща- тельные движения вала 11 в прерывистые движения подающ 1х роликов 26 и
Q
j
5 эп
.3V
0
35
40
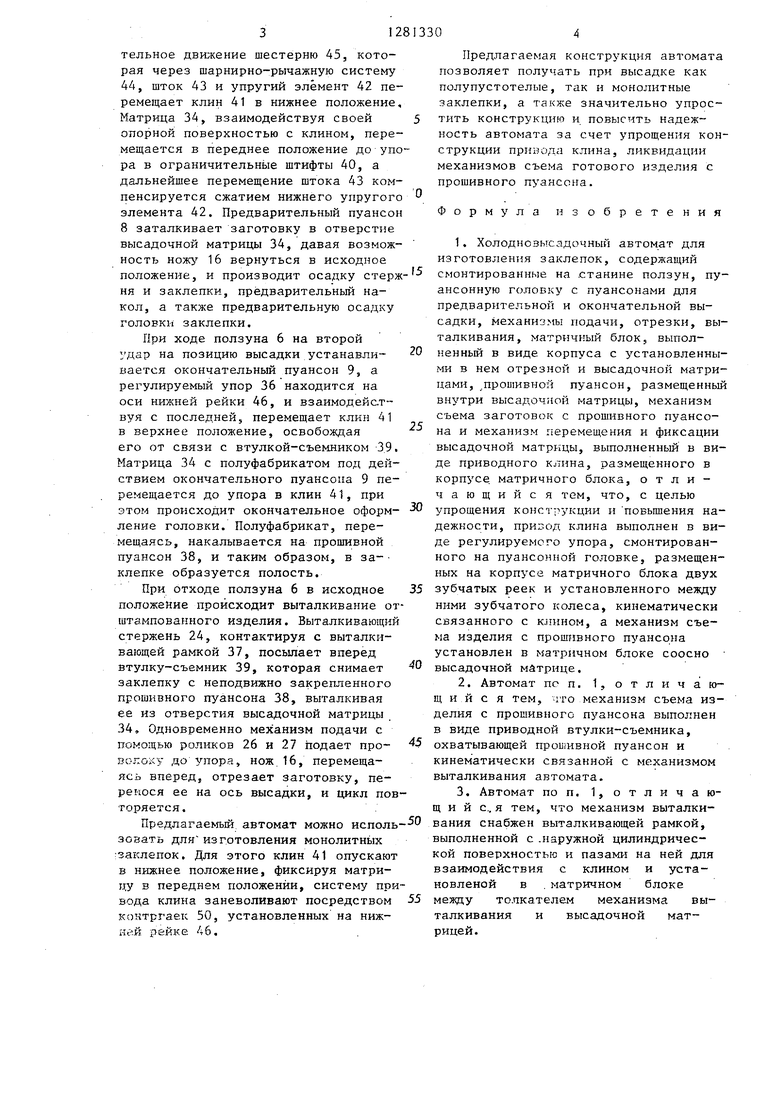
27, установленных на валах 28 и 29, посредством обгонной муфты 30 и зубчатой пары 31. В станине автомата смонтирован, матричный блок 32, выполненный в виде корпуса с установленными в нем отрезной 33 и высадочной 34 матрицами. На матричном блоке размещен привод 35 высадочной матрицы, взаимодействующий с регулируемым упором 36, закрепленным на пуансонной головке 7. В матричном блоке 32 жестко закреплен охватываемый выталкивающей рамкой 37 прошивной пуансон 38, выполненный в виде цилиндрического стержня, на котором установлена с возможностью осевого перемещения втулка-съемник 39, смонтированная в отверстии матрицы 34. Перемещение матрицы вперед ограничено штифтами 40, а назад - клином 41, установленным в матричном блоке и взаимодействующим посредством упругих элементов 42 со штоком 43, кинематически связанным рычажно-шарнирной системой 44 с приводом 35. Привод возвратно- поступательного перемещения клина 41 выполнен в виде регулируемого упора . 36 шестерни 45 и двух реек 46 и 47, установленных в корпусе матричного блока 32 параллельно оси высадки. Клин 41 со стороны выталкивающего стержня выполнен со ступенчатым арочным пазом 48, охватывающим втулку - съемник 39, и выступами 49 на его поверхности.
Автомат работает следующим образом. Нож 16 механизма отрезки, отделив заготовку от прутка, переносит ее на позицию высадки. При ходе ползуна 6 на первый удар на оси высадки находится предварительный пуансон В, а регулируемый упор 36 находится на оси верхней рейки 47. При дальнейвюм перемещении ползуна 6 вперед регулируемый упор 36, контактируя с торцом верхней рейки 47, приводит во вращательное движение шестерню 45, которая через шарнирно-рычажную систему 44, шток 43 и упругий элемент 42 перемещает клин 41 в нижнее положение. Матрица 34, взаимодействуя своей опорной поверхностью с клином, перемещается в переднее положение до упо ра в ограничительные штифты 40, а дальнейшее перемещение штока 43 компенсируется сжатием нижнего упругого элемента 42. Предварительный пуансон 8 заталкивает заготовку в отверстие высадочной матрицы 34, давая возможность ножу 16 вернуться в исходное положение, и производит осадку стерж ня и заклепки, предварительный на- кол, а также предварительную осадку головки заклепки.
При ходе ползуна 6 на второй удар на позицию высадки устанавливается окончательный пуансон 9, а регулируемый упор 36 находится; на оси нижней рейки 46, и взаимодействуя с последней, перемещает клин 41 в верхнее положение, освобождая его от связи с втулкой-съемником 39, Матрица 34 с полуфабрикатом под действием окончательного пуансона 9 перемещается до упора в клин 41, при этом происходит окончательное оформление головки. Полуфабрикат, перемещаясь, накалывается на прошивной пуансон 38, и таким образом, в за- клепке образуется полость.
При отходе ползуна 6 в исходное положение происходит выталкивание отштампованного изделия. Выталкивающий стержень 24, контактируя с выталкивающей рамкой 37, посылает вперед втулку-съемник 39, которая снимает заклепку с неподвижно закрепленного прошивного пуансона 38, выталкивая ее из отверстия высадочной матрицы 34, Одновременно механизм подачи с помощью роликов 26 и 27 подает проволоку до упора, нож.16, перемещаясь вперед, отрезает заготовку, перенося ее на ось высадки, и цикл повторяется.
(5
20
25
30
35
40
45
Предлагаемая конструкция автомат позволяет получать при высадке как полупустотелые, так и монолитные заклепки, а также значительно упрос тить конструкцию и повысить надежность автомата за счет упрощения ко струкции привода клина, ликвидации механизмов съема готового изделия с прошивного пуансона.
Формула изобретени
1. Холоднозыслдочный автомат для изготовления заклепок, содержащий смонтированные на станине ползун, п ансонную головку с пуансонами для предварительной и окончательной высадки, механизмы подачи, отрезки, в талкивания, матричный блок, выполненный в виде корпуса с установленн ми в нем отрезной и высадочной матр цами, .прошивной пуансон, размещенн внутри высадочной матрицы, механизм съема заготовок с прошивного пуансо на и механизм перемещения и фиксаци высадочной , выполненный в в де приводного клина, размещенного в корпусе, матричного блока, отличающийся тем, что, с целью упрощения конструкции и повьш ения н дежности, привод клина выполнен в в де регулируемого упора, смонтированного на пуансонной головке, размеще ных на корпусе матричного блока двух зубчатых реек и установленного между ними зубчатого колеса, кинематическ связанного с к-пином, а механизм съе ма изделия с прошивного пуансона установлен в iaтpичнoм блоке соосно высадочной матрице.
2.Автомат по п. 1,отличаю щ и и с я тем, что механизм съема из делия с прошивного пуансона выполнен в виде приводной втулки-съемника, охватывающей проБгивной пуансон и кинематически связанной с механизмом выталкивания автомата.
3,Автомат по п. 1, отличаю щ и и с., я тем, что механизм выталкиПредлагаемый автомат можно исполь-- 0 вания снабжен выталкивающей рамкой.
зевать для изготовления монолитных заклепок. Для этого клин 41 опускают в нижнее положение, фиксируя матрицу в переднем положении, систему привода клина заневоливают посредством контргаек 50, установленных на нижней рейке 46.
(5
20
25
30
35
40
45
Предлагаемая конструкция автомата позволяет получать при высадке как полупустотелые, так и монолитные заклепки, а также значительно упростить конструкцию и повысить надежность автомата за счет упрощения конструкции привода клина, ликвидации механизмов съема готового изделия с прошивного пуансона.
Формула изобретения
1. Холоднозыслдочный автомат для изготовления заклепок, содержащий смонтированные на станине ползун, пу- ансонную головку с пуансонами для предварительной и окончательной высадки, механизмы подачи, отрезки, выталкивания, матричный блок, выполненный в виде корпуса с установленными в нем отрезной и высадочной матрицами, .прошивной пуансон, размещенный внутри высадочной матрицы, механизм съема заготовок с прошивного пуансона и механизм перемещения и фиксации высадочной , выполненный в виде приводного клина, размещенного в корпусе, матричного блока, отличающийся тем, что, с целью упрощения конструкции и повьш ения надежности, привод клина выполнен в виде регулируемого упора, смонтированного на пуансонной головке, размещенных на корпусе матричного блока двух зубчатых реек и установленного между ними зубчатого колеса, кинематически связанного с к-пином, а механизм съема изделия с прошивного пуансона установлен в iaтpичнoм блоке соосно высадочной матрице.
2.Автомат по п. 1,отличаю- щ и и с я тем, что механизм съема изделия с прошивного пуансона выполнен в виде приводной втулки-съемника, охватывающей проБгивной пуансон и кинематически связанной с механизмом выталкивания автомата.
3,Автомат по п. 1, отличаю- щ и и с., я тем, что механизм выталки
выполненной с .наружной цилиндрической поверхностью и пазами на ней для взаимодействия с клином и уста- новленой в . матричном блоке между толкателем механизма выталкивания и высадочной матрицей.
PHt.5
ФизА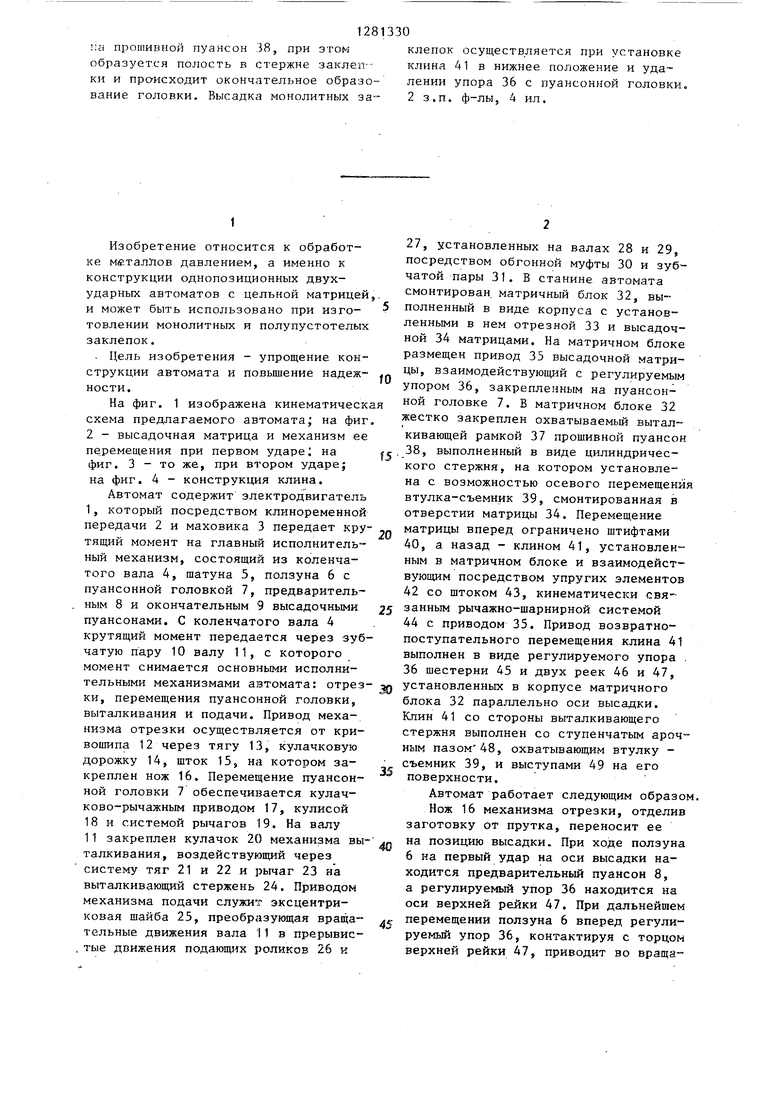
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для высадки | 1991 |
|
SU1808456A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полупустотельпс и монолитных заклепок, Цель изобретения - упрощение конструкции и повышение надежности автомата. Автомат содержит привод, главный исполнительный механизм, механизмы отрезки, подачи, выталкивания, перемещения пуансонной головки, а также привод перемещения высадочной матрицы, содержащий регулируемый упор 36, смонтированный на пуансонной головке 7 и попеременно контактирующий с зубчатыми рейками 46 и 47. Последние передают поступательное перемещение клину 41 через шестерню 45 и шарнирно-рычажную систему 44. Заготовка, отрезанная от прутка, подается на позицию высадки. Предварительный пуансон 8 заталкивает за готовку в отверстие матрицы 34, регулируемый упор 36, взаимодействуя с верхней рейкой 47, перемещает клин 41 вниз, а матрицу - в переднее положение. При первом ударе производится предварительный накол стержня заготовки, выравнивание торца изделия и предварительная высадка головки заклепки. При втором ударе заготовка под действием пуансона 9 накалывается с: (Л 1чЭ 00 ОЭ со .г
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
