«
Изобретение относится к обработк металлов давлением и предназначено для высадки заклепок из проволоки.
Цель изобретения - повьплейие производительности .
Одноударный автомат предназначен для высадки заклепок, цилиндрическа головка которых штампуется за один удар, т.е. отношение длины осаживаемой части к диаметру заготовки не должно превьш1ать значения 2, 3.
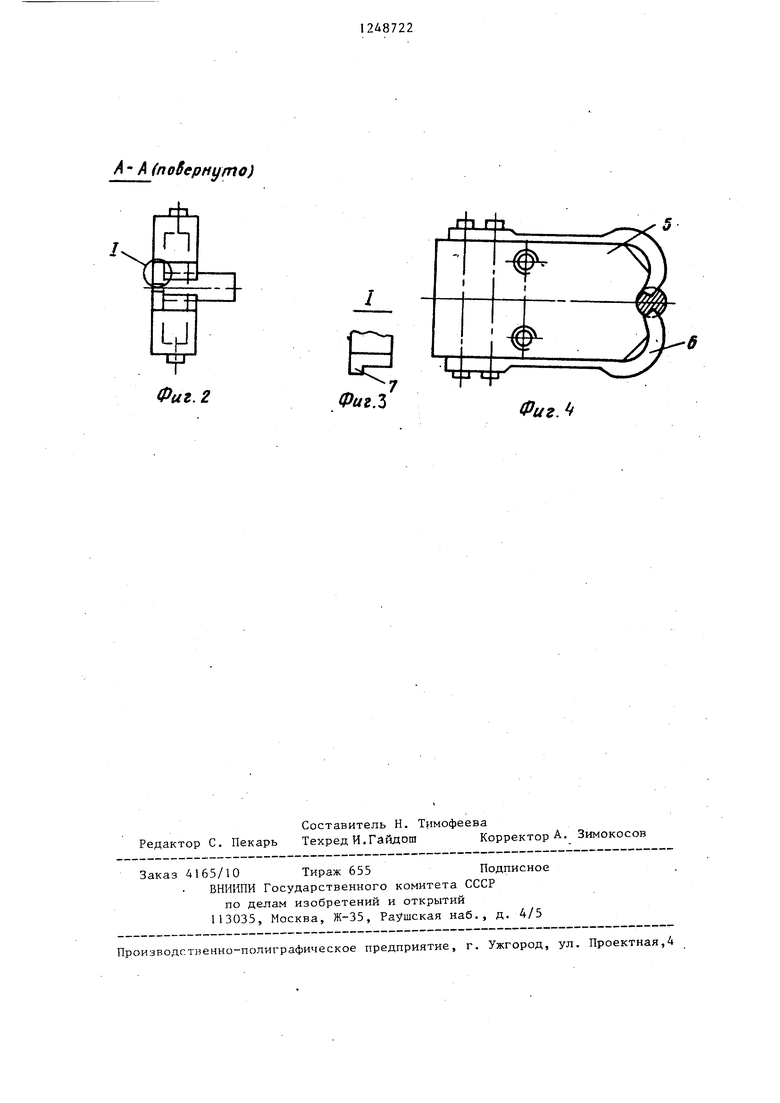
На фиг. 1 представлена рабочая зона автомата; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - отрезной нож
Автомат содержит размещенные на станине I механизм подачи проволоки (не по.казан), отрезную матрицу 2, высадочную матрицу 3 с конической полостью для формования головки за- клепки, выталкиватель 4, отрезной нож 5 с пружинными лапками 6, на которых выполнены упоры 7 со сторон отрезной матрицы 2, регулируемый упор 8. Кроме того, автомат содержи ползун 9, подпружиненный относительно него высадочный пуансон 10 с полостью для формования стержня заклеки, размещенный в высадочном пуансоне 1 О прошивной пуансон 11.
Автомат работает следующим образом.
Проволоку через отрезную матрицу 2 подают до упора 8. Отрезной нож 5 отрезает заготовку и переносит ее н позицию высадки, где она удерживается от смещения в сторону матрицы 3 упорами 7. Высадочный пуансон 10 пр рабочем движении захватывает заготовку. Затем отэезной нож 5 воз- вращается в исходное положение.
После отходу ножа 5 производится высадка заклепки в закрытой зоне, образованной высадочной матрицей 3 с выталкивателем 4, пуансоном 10. В
матрице 3 штампуется головка, а в пуансоне 10 производится вьщавли- вание полости прошивным пуансоном 11. Максимальные усилия деформирования возникают в.месте приложения
нагрузки деформирующего прошивного пуансона 11 и уменьшаются по длине заготовки. Позтому за один удар образуется полость заклепки глубиной, равной 2-3 диаметрам прошивного пуансона.
После высадки пуансон 10 возвращается в исходное положение, а заклепка удерживается мат)ицей 3 за счет сил трения и за счет полости в виде обратного конуса с углом наклона образующей ci , определяемым углом трения
. N arctg -
где fj - сила нормального давления; - сила трения; . ot - рекомендуемый угол, равный
ГЗО - 3°.
Затем заклепка выталкивателем 4 удаляется из матрицы 3, при этом происходит деформация головки, которая принимает цилиндрическую форму.
В предлагаемом автомате съем готовой заклепки с прошивного пуансона осуществляется за счет предлагаемой конфигурации полости высадочной матрицы, что по сравнению с известным увеличивает производительность автомата.
И X (побсрнцто)
jLi
:к
3Ы
v
Фиг. г
Poi.Z
ФигЛ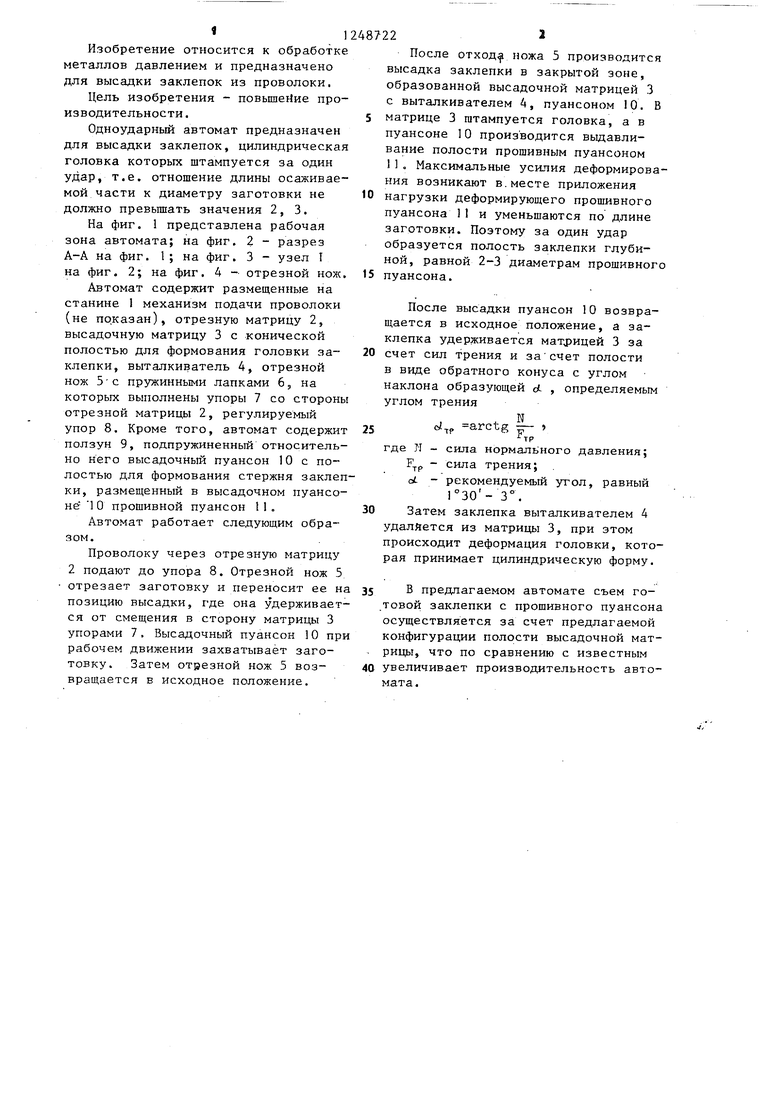
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| ИОТЕКА iА. Н. Олейник | 1971 |
|
SU308808A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для высадки | 1991 |
|
SU1808456A1 |
Составитель Н. Тимофеева Редактор С. Пекарь Техред И.Гайдош Корректор А. Зимокосов
Заказ 4165/10 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная,4
| ИОТЕКА iА. Н. Олейник | 0 |
|
SU308808A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
