3 с продольными прорезями и размещенной в ее полости упругой пластины, закрепленной у торцов трубы, позволяет придать трубе в рабочем положе1
Изобретение относится к отделке овер я:ности свободным абразивом и ожет быть использовано при обработе деталей типа тонкостенных сосуов.
Целью изобретения является расшиение технологических возможностей утем обеспечения обработки деталей типа кувшин.
На фиг. } представлена схема приспособления в рабочем положении; на фиг.2 - схема приспособления в исходном положении; на фиг.З - сечение А-А на фиг.2; на фиг.4 - форма упру- гой трубки в исходном положении; на фиг.З - форма упругой трубки в рабо- чзм положении.
На выступ 1 корпуса приспособления 2 надета трубка 3 из упругого материала, к верхней части которой при помощи шайбы 4 прикреплена упругая пластина 5, другой конец которой прикреплен к выступу 1. Верхняя часть пластины 5 связана с выступом 1 при помощи двух пружин 6 и тросом 7. Обрабатываемая деталь 8 устанавливается на трубку 3. Взаимное положение пружин 6 и троса 7 по отношению к пластине 5 представлено на фиг.З.
Приспособление работает следующим образом.
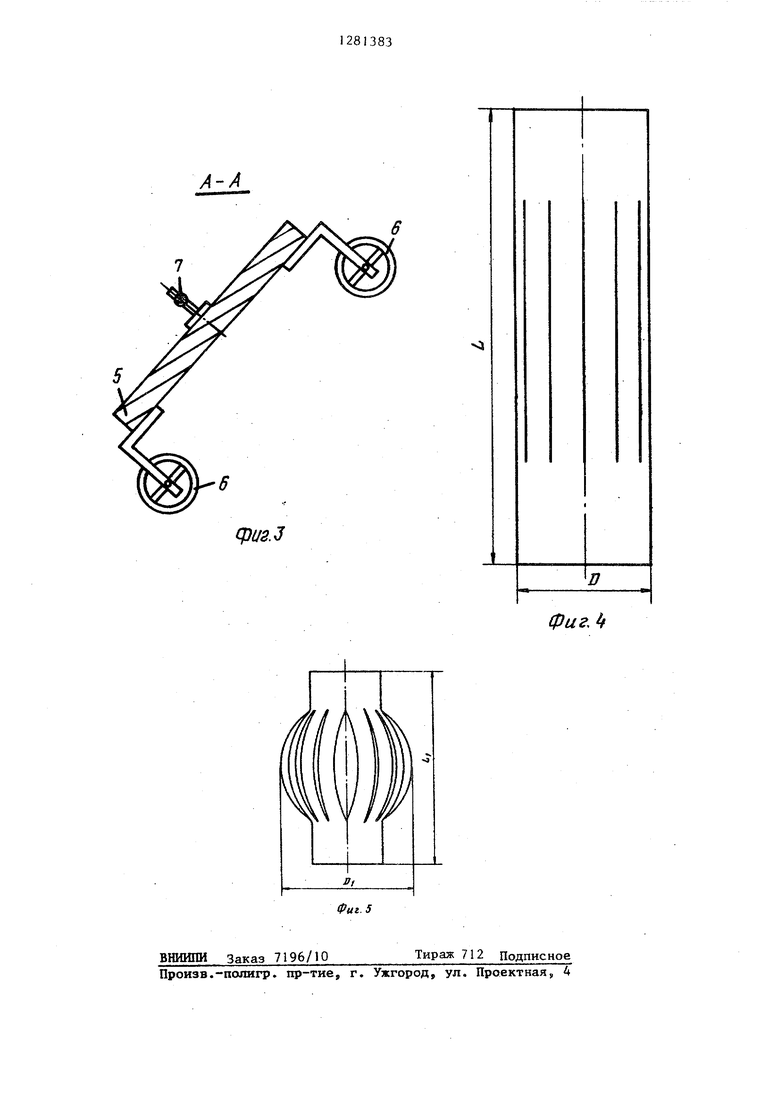
В исходном положении упругая пластина 5 находится в выпрямленном состоянии, т.е. имеет наибольшую линейную длину по отношению к величине продольной оси трубки 3 (фиг.4), в связи с чем трубка 3 также имеет максимальную длину L, при этом диаметр разрезанной части трубки 3 равен диаметру цилиндра D. Для удержания пластины 5 в этом положении служит трос 7, не позволяющий прогнуться пластинии бочкообразную форму, чем обеспечивается фиксация детали на трубе и свободный проворот ее вокруг собственной оси. 5 ил.
не 5 в направлении противоположном рабочему положению (фиг.1).
Одев обрабатываемую деталь 8 на трубку 3 отклоняют ее, а вместе с
ней и трубку 3 влево. При этом пружины 6 изгибают пластину 5 и ее линейная длина вдоль оси цилиндра 3 уменьшается с до Е, (фиг.)). Под воздействием пружин сжимается трубка 3, в
результате чего ее разрезанная часть увеличивается в диаметре с D до В, и не позволяет в процессе обработки соскользнуть детали 8 с трубки 3.
Положение детали в процессе обработки ограничивается верхней частью трубки 3, в которую упирается дно .детали 8, а в другом направлении- утолщением трубки 3.
Таким образом, деталь 8 свободно удерживается на приспособлении, имея возможность вращаться, тем самым обеспечивая равномерную обработку всех ее наружных поверхностей.
Формула изобретения
Приспособление для вибрационной обработки, содержащее опору для обра- батываемой детали, жестко прикрепленную одним концом к корпусу приспособления, отличающееся тем, что, с целью расширения технологических возможностей, опора выполнена в виде цилиндрического выступа со скошенным торцом и закрепленной на нем трубки из упругого материала, при этом в средней части трубки выполнены продольные прорези, а в ее полости размещена введенная в приспособление упругая пластина, жестко связанная своими концами с торцом цилиндрического выступа и свободным концом трубки.
фиг. г
Х-/4
cpus.J
фигЛ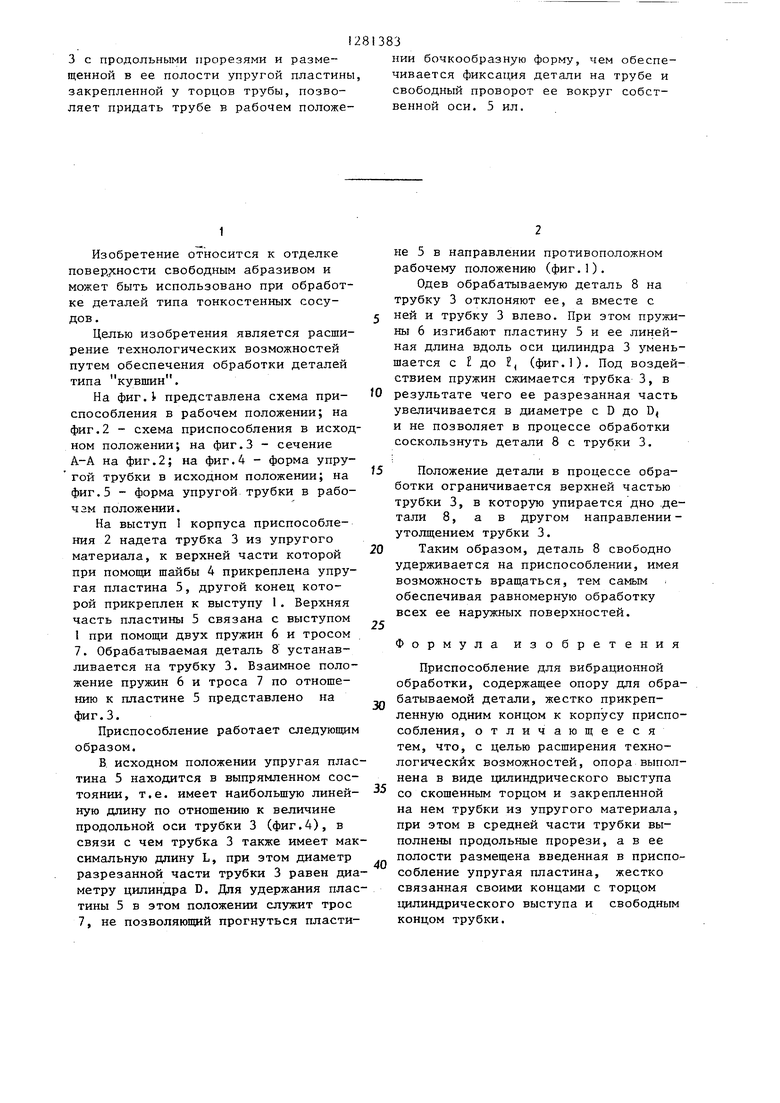
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки | 1980 |
|
SU921806A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2353503C1 |
| Устройство для вибрационной обработки | 1981 |
|
SU1042963A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123419C1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Способ вибрационной обработки деталей | 1986 |
|
SU1425057A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2502590C1 |
| МАШИНА ДЛЯ ОТДЕЛКИ АВТОМОБИЛЬНЫХ КОЛЕС | 2002 |
|
RU2307728C2 |
| Устройство для дорнования отверстий | 1989 |
|
SU1779561A1 |
| Вибрационная центробежно-планетарная установка | 1982 |
|
SU1165556A1 |

Изобретение относится к машино- и приборостроению, в частности к отделке -поверхности свободным абразивом, и позволяет повысить производительность процесса вибрационной обработки деталей типа кувшинов за счет обеспечения их поворота вокруг собственной оси в процессе обработки. Использование в качестве опоры для установки деталей упругой трубы О)
ВНИИПИ Заказ 7196/10
Тираж 712 Подписное
Произв.-полигр. пр-тиву г. Ужгород, ул. Проектная, 4
Тираж 712 Подписное
| Бабичев А.П | |||
| и др | |||
| Вибрационные станки для обработки деталей | |||
| М.: Машиностроение, 1984, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
