Изобретение относится к области переработки пластических масс и может быть использовано при переработке термопластов методом пневмовакуум-формовання.
Целью изобретения является повышение качества изделий, имеющих глубокие поднутрения.
На фиг. 1 дана форма с заготовкой в процессе нагрева, продольный разрез; на фиг.2 - то же, после формования в процессе охлаждения; на фиг.З - узел I на фиг.2 (вариант поперечного сечения проволочного электрообогреваемого ножа).
Форма содержит матрицу 1 с оформляющей поверхностью и прижимным буртом, шкаф 2 с подвижным рабочим столом 3, прижимной рамой 4 с уплотнениями 5. В при- жимном бурте матрицы 1 по его контуру размещен электрообогреваемый замкнутый нож б, выполненный в виде проволоки с теплоизоляцией 7, размещенной в пазу бурта матрицы 1. Нож 6 имеет острую грань 8. На оформляющей поверхности матрицы 1 на участке, оформляющем поднутрение или наиболее глубокую часть изделия, установлен электропереключатель 9 для подсоединения к источнику высокого напряжения. Для нагрева заготовки форма снабжена нагреватель- ным 10 и охлаждающим 11 устройствами.
Форма работает следующим образом.
Заготовка 12 термопластичного материала, например полиэтилена, укладывается на вакуумирующий щкаф 2 и фиксируется при- жимной рамой 4 с уплотнением 5. Материал разогревается до температуры переработки нагревательным устройством 10. В то же время на электрообогреваемый нож 6 подается пониженное напряжение для разогрева ножа до темпе ратуры ниже, чем температура плавления материала, после чего матрица 1 подается подвижным столом 3 в зону формования, а полость шкафа вакуумирует- ся. Происходит оформление изделия, при этом в месте соприкосновения заготовки с электрообогреваемым ножом 6 обрезки не
//
Ч
;,
/ / ji 7 / jf / / / У /TytsI / /// /// 7 / / .
/////////////7Л
Фиг. 3
Фиг.г
Составитель И. Фролова
Редактор Л. ГратиллоТехред И. ВерееКорректор Л. Демчик
Заказ 7159/13Тираж 564Подписное
В11ИИ 1И Гоеударственного комитета С(,(Л поделим и:«)бретеиии и (jTKpbiTnii
1 13035. Москва. Ж35, Раушская иаб.. д. 4/5
Производственно-полиграфическое иредириятие, г- Ужгород, :. Проектная, 4
0
0 5
0
происходит, а только - незначительное утонение, нож выполняет роль отжимного канта. К моменту полного оформления изделия (в верхней позиции стола) в результате воздействия материала изделия срабатывает электродвигатель 9, установленный на оформляющей поверхности матрицы на самом глубоком участке матрицы, к которому материал «притягивается в самый последний момент операции формования, и включает цепь повышенного напряжения. В результате переключения нож 6 нагревается дополнительно до температуры, превышающей температуру плавления заготовки, что происходит очень быстро.
При общем охлаждении изделия материал в зоне обрезки сохраняет первоначальное вязкотекучее состояние. При дальнейшем охлаждении изделия до температуры ниже температуры стеклования полимера начинается усадка материала, в зоне обрезки материал, находящийся в вязкотекучем состоянии, утоняется настолько, что происходит его разрыв. Отформованное и обрезанное по периметру изделие извлекается из матрицы сжатым воздухом или выталкивателем. Далее цикл повторяется.
Формула изобретения
Форма для формования листовых термопластичных заготовок под действием разности давления, содержащая матрицу с оформляющей поверхностью и прижимным буртом, прижимную рамку, электрообогреваемый замкнутый нож, подключенный к источнику питания и размещенный по контуру прижимного бурта матрицы, отличающаяся тем, что, с целью повышения качества изделий, имеющих глобокие поднутрения, она снабжена для подсоединения ножа к источнику питания для разогрева до температуры плавления термопластичного материала электровыключателем, установленным на оформляющей поверхности матрицы на участке, оформляющем поднутрение.
7
Фиг. 3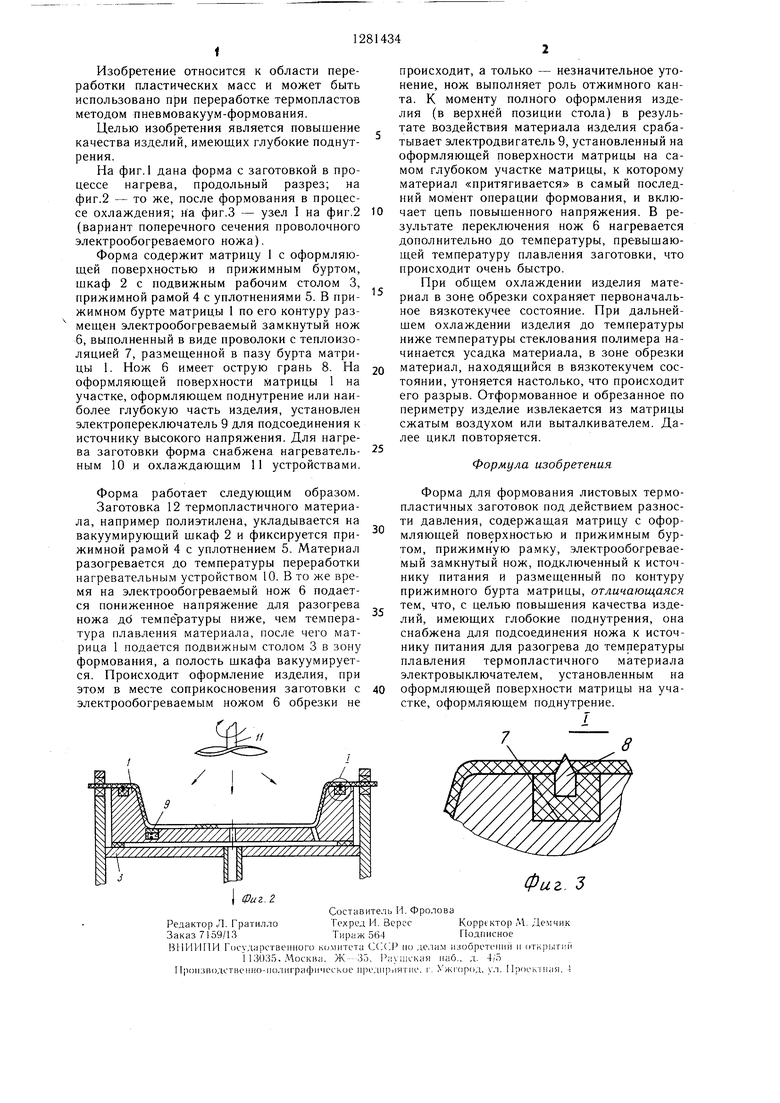
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для пневмоформования термопластичных листовых заготовок | 1975 |
|
SU539775A1 |
| Установка для формования изделий из листового термопластичного материала | 1983 |
|
SU1156916A1 |
| Способ формования раздувом изделий с поднутрениями из термопластов | 1988 |
|
SU1668157A1 |
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1978 |
|
SU670451A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ОБРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ТВЕРДОФАЗНОЙ ЭКСТРУЗИИ И УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2014 |
|
RU2574267C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2350464C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| Устройство для изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2017 |
|
RU2681908C1 |
| СПОСОБ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2096117C1 |
Изобретение относится к переработке пластических масс в изделия и может быть использовано при пневмовакуум-формовании. Целью изобретения является повышение качества изделий, имеющих глубокие поднутрения. Для этого форма, содержащая элек- трообогреваемый нож 6, расположенный по контуру прижимного бурта матрицы 1, снабжена электропереключателем 9. Электропереключатель 9 установлен на оформляющей поверхности матрицы 1 и служит для подсоединения ножа к источнику высокого напряжения. После оформления самого глубокого участка изделия, которое происходит в последний момент формования, материал воздействует на электропереключатель 9. Осуществляется дополнительный нагрев ножа 6 и после усадки изделия происходит отделение его от заготовки. 3 ил. (Л ю 00 со 4 фиг.1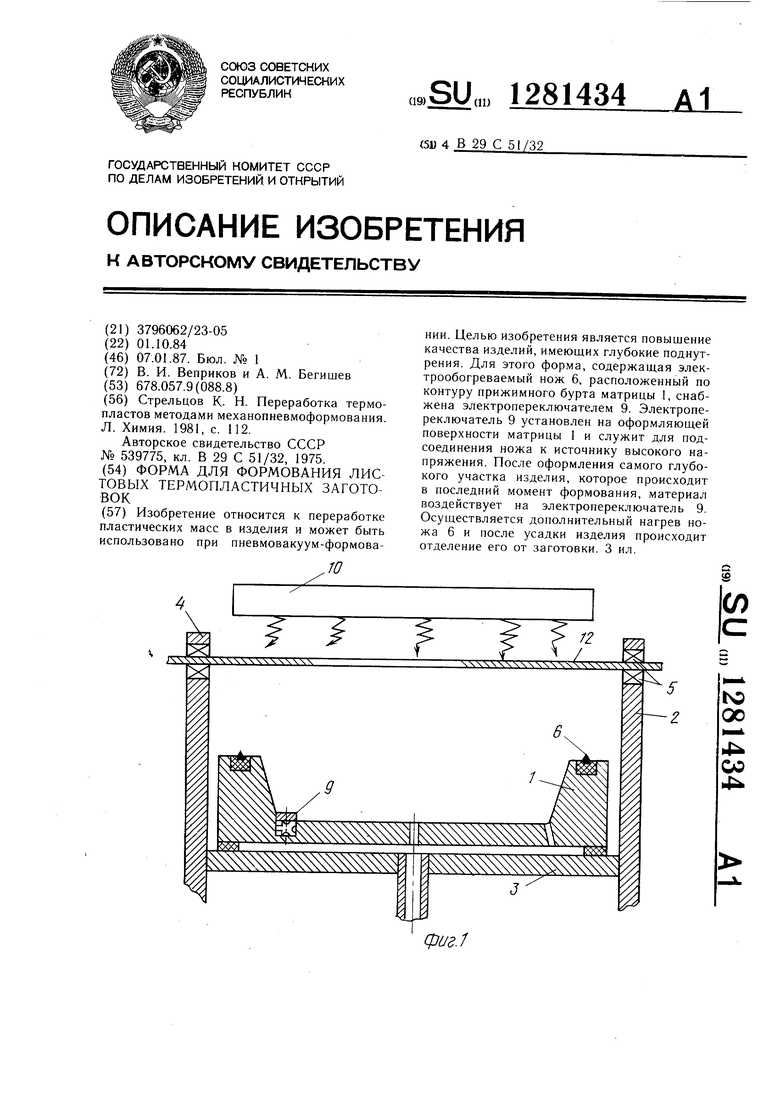
| Стрельцов К | |||
| Н | |||
| Переработка термопластов методами механопневмоформования | |||
| Л | |||
| Химия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Форма для пневмоформования термопластичных листовых заготовок | 1975 |
|
SU539775A1 |
| Солесос | 1922 |
|
SU29A1 |
