1
Изобретение относится к устройствам для переработки пластмасс, в частности к устройствам для пневмоформования листовых заготовок.
Известно устройство для пневмоформования, в котором часть прижимного бурта подпружИнена и вместе с жесткой ее частью образует вырубное приспособление 1.
Недостаток такой формы - низкое качество поверхности контура изделия вследствие образования сколов и заусенцев.
Наиболее близким к предложенному изобретению является устройство для пневмоформования, содержащее прижимную плиту с полостью для подачи сжатого воздуха, матрицу с оформляющей поверхностью и прижимным буртом и вырубное приспособление 2. Известное устройство обеспечивает обрубку контура изделия в процессе формования,. однако качествО поверхности контура изделия низкое вследствие образования сколов и заусенцев. Кроме того, необходимо значительное увеличение усилия .пресса.
Цель изобретения - исключение -сколов и снижение усилия вырубки.
Для достижения этого в прижимном бурте матрицы предложенного устройства выполнен замкнутый паз с установленной в нем упругой мембраной и закрепленным на ней ножом с электронагревателем, причем полость, ограниченная стенками паза и мембраной, соединена с магистралью сжатого воздуха.
Такое выполнение устройства обеспечивает снижение усилия вырубки и исключает образование сколов.
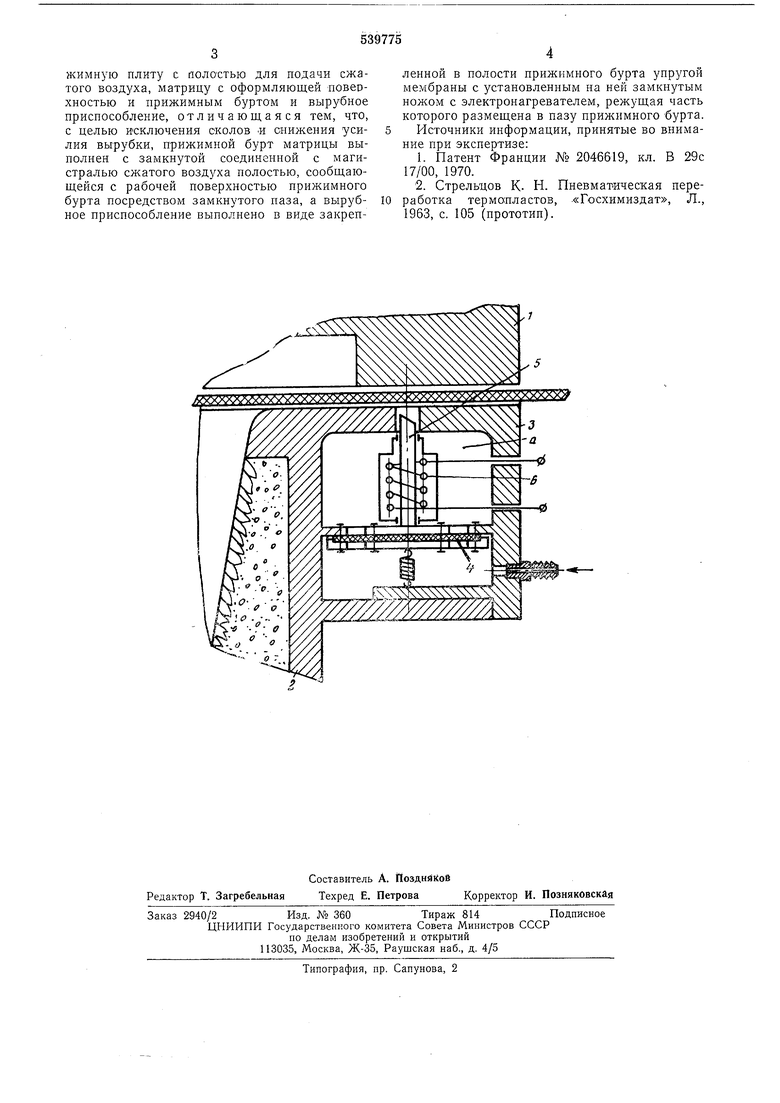
На чертеже схематически изображена часть формы в разрезе.
Форма для пневмоформования термопластичных листовых заготовок состоит из прижимной плиты 1, матрицы 2 с прижимным буртом 3, в котором выполнен яаз «а с упругой мембраной 4, ножом 5 и электронагревателем 6.
При работе формы разогретая термопластичная заготовка помещается на прижимной бурт 3 матрицы 2, зажимается прижимной плитой 1, и производится формование изделия.
Одновременно включением электронагревателя 6 производится разогрев режущей части ножа 5 до температуры, превышающей температуру плавления перерабатываемого материала, и полость паза «а соединяется с магистралью сжатого воздуха. Мембрана 4, деформируясь, перемещает нож, в результате чего обеспечивается качественная обрезка контура изделия.
Формула изобретения
Форма для пневмоформования термопластичных листовых заготовок, содержащая прижимную плиту с полостью для подачи сжатого воздуха, матрицу с оформляющей поверхностью и прижимным буртом и вырубпое приспособление, отличающаяся тем, что, с целью исключения сколов « снижения усилия вырубки, прижимной бурт матрицы выполнен с замкнутой соединенной с магистралью сжатого воздуха полостью, сообщающейся с рабочей поверхностью прижимного бурта посредством замкнутого паза, а вырубное приспособление выполнено в виде закрепленной в полости прижимного бурта упругой мембраны с установленным на ней замкнутым ножом с электронагревателем, режущая часть которого размещена в пазу прижимного бурта. Источники информации, принятые во внимание при экспертизе:
1.Патент Франции Ns 2046619, кл. В 29с 17/00, 1970.
2.Стрельцов К. Н. Пневматическая переработка термопластов, .«Госхимиздат, Л., 1963, с. 105 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для формования листовых термопластичных заготовок | 1984 |
|
SU1281434A1 |
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ЧИСТОВОЙ ПРОБИВКИ И ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1969 |
|
SU241381A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для прессового формования термопластичных материалов | 1961 |
|
SU150613A1 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
x; xxxxxxxxx x 9wxxyg xx..
