;,
.
... 1|,r
Ш ittf f If, «. ..
HOM элементе расположен упор, взаимодеиствуюш,ий с рычагом, шарнирно соединен1ЫМ с ходовым винтом, для предотвращения поворота рычагов в момент вывинчивания знаков из изделий.
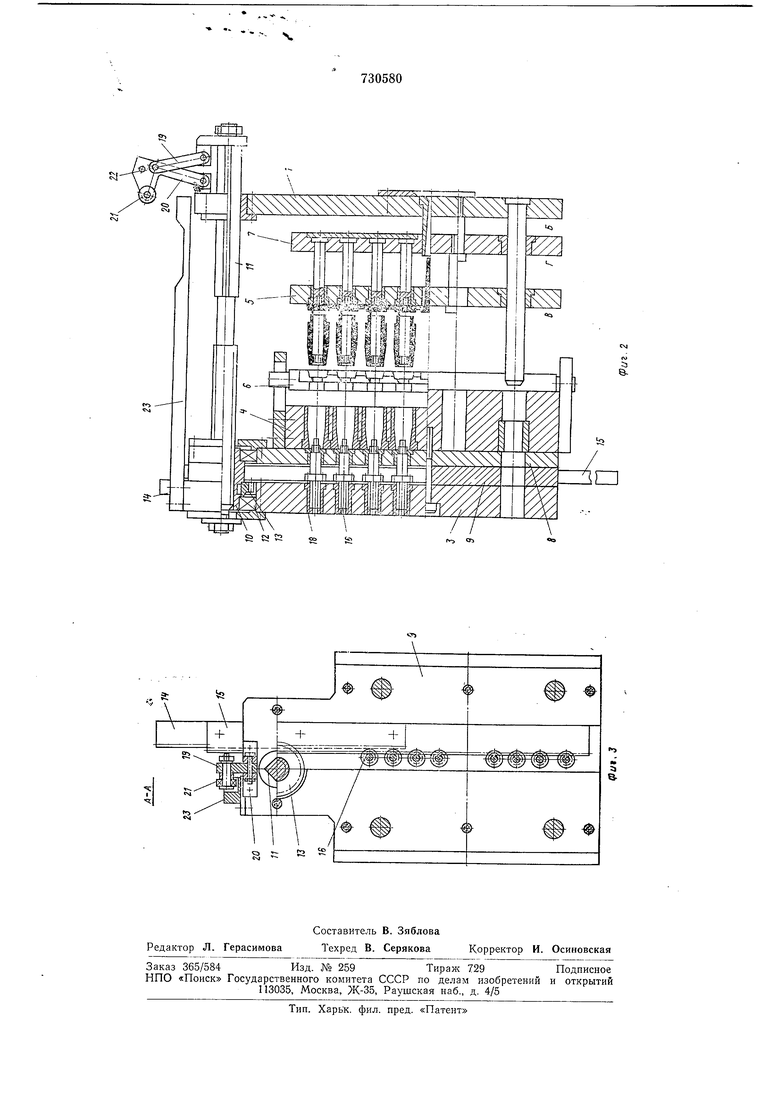
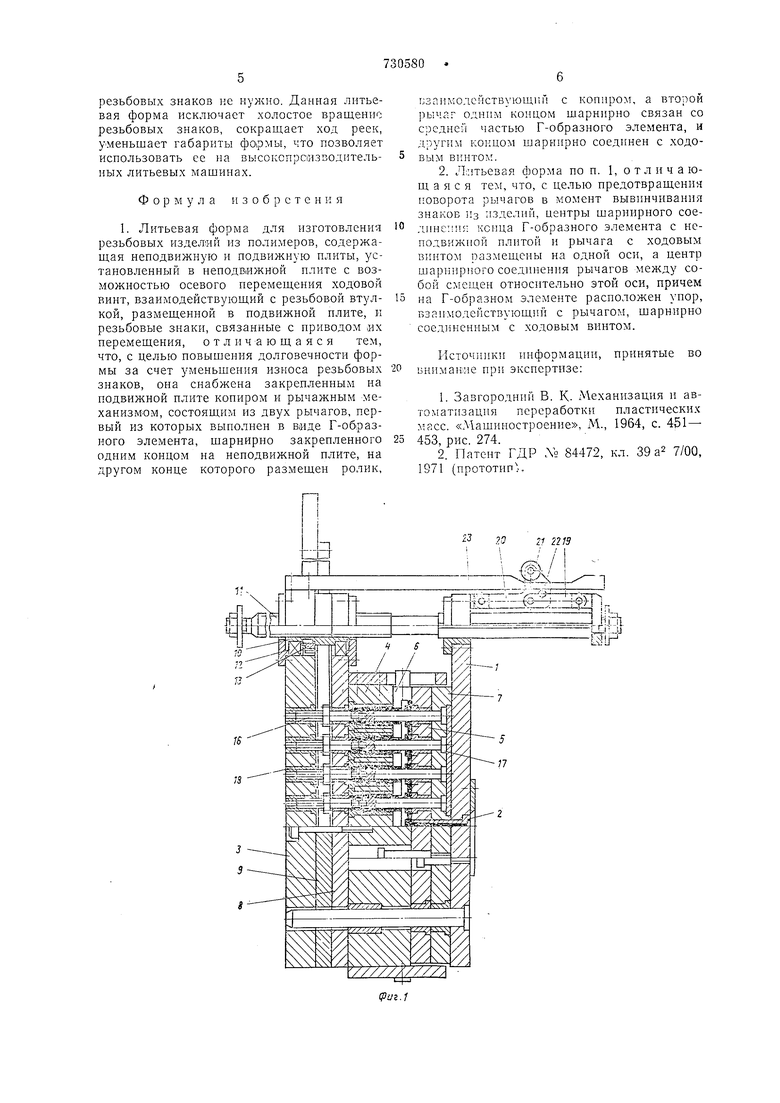
На фиг. 1 показан вид литьевой формы Б закрытом положении, продольный разрез; ii.a фиг. 2 - общий вид пресс-формы в раскрытом положении, на фиг. 3 - разрез А-Л на фиг. 1.
Литьевая форма содержит неподвижную плиту / с литниковой 2, подвижную пЛИту 3, жестко связанную с плитой 4 матриц, плиту съема 5, разъемные плиты 6 и плиту 7. В одной из разъемных плит 6 выполнены литниковые каналы и литниковые отверстия. Плита 4 матриц жестко скреплена с плитами 3, 8 и 9, в которых размещаются резьбовая втулка 10 ходового винта //, установленная на подшипниках 12, ведущая шестерня 13, жестко соединенная с резьбовой втулкой 10 и зубчатые ргйки М и J5, скрепленные между собой. Рейка М находится в зацеплении с ведугдей шестерней, а рейка 15 - с прямолинейным рядом щестерен резьбовых знаков. Резьбовые зна1ки 16 заходят одним концом в матрицы, запрессованные в плиту 4, и центральное отверстие пуансонов 17, а другнм ввинчиваются в резьбовую втулку 18. Резьбовая втулка 18 закреплена в плите 3 и имеет нарезк у того же шага, что и оформляющая часть резьбового знака.
Резьбовая часть винта 11 установлена п резьбовой втулке W, а хвостовик винта, 1меющий квадратное сечение, установлен п отверстии соответствующего квадратного сечения в нлите /.
Квадратный хвостовик предотвращает вращение ви-нта вокруг своей оси и обеспечивает свободное перемещение вдоль нее.
Кроме того, ходовой винт 11 не имеет осевого перемещения во время вывертывания резьбовых знаков из отливаемого изделия.
Для предотвращения осевого неремеще ия ходового винта в момент вывертывания резьбовых знаков использован рычажный механизм, состоящий из двух рычагов 19 и 2Q, Рычаг 20 выполнен в виде Г-образного элемента, шарнирно закрепленного одним концом на неподвижной плите /, а на другом его конце размещен ролик 21. Рычаг 19 одним концом щарнирно связан со средней астью Г-образного рычага 20 и другим концом щарни рно соединен с .ходовым винтом //.
Центры шарнирного соединения конца Г-образного рычага 20 с неподвижной плитой и рычага 19 с ходовым винтом 11 размещены на одной оси, а центр шарнирного соединения рычагов 19 и 20 между собой смещен относительно этой оси, причем на рычаге 20 расположен упор 22, взаимодействующий с рычагом 19.
730580
Упор 22, закрепленный на рычаге 20, препятствует повороту рычагов. При таком асположении осей рычаги находятся в мертвой точке и при их осевом сжатии сохраняют прямолинейное положение и удерживают ходовой винт // от осевого перемещения.
Па неподвижной плите 3 установлен копир 23, взаимодействующий с роликом 2
рычага 20.
После заполнения материалом оформляющих матриц и его охлаждения происходит раскрытие формы.
Подвижные плиты отходят от неподвижной плиты /, в результате чего образуется 1)азъем Б.
В момент раскрытия рычаги находятся R мертвой точке и запирают ходовой винт //от осевого перемещения. Резьбовая втулка 10, перемещаясь по ходовому винту, вра цается.
Жестко связанная с втулкой 10 зубчатая шестерня 13 через зубчатые рейки 14 и 15 передает вращение резьбовым знакам 16.
Вращаясь, резьбовые знаки выворачиваются из отливаемого изделия и вворачиваются в резьбовую втулку 18. К моменту завершения образования полого разъема Б резьбовые знаки выворачиваются из изделия полностью н дальнейшее их вращение пецелесообразно. В этот момент копир 23, перемещаясь совместно с плитой 3, взаимодействуя с роликом 21, поднимает его вперх, выводит рычаги из фиксированного
положения, и они складываются, обеспечивая тем самым возможность осевого перемещения ходового винта 12 при дальнейшем раскрытии формы.
Как только ходовой винт получит возможность осевого перемещения, резьбовая втулка прекратит вращение, а вместе с ней и резьбовые знаки.
После завершения образования подного разъема Б и выворачивания резьбовых
знаков из отливаемого изделия плиты 5 и 7 останавливаются тягами, и отлитые детали извлекаЕотся из матриц в результате чего образуется разъем В. При дальнейшем раскрытии формы происходит съем отлитых деталей с пуансонов 17 плитой 5 н образование разъема Г.
После полого раскрытия формы рычаги 19 и 20 принимают положение, показанное на фиг. 2.
При закрытии литьевой формы все механизмы возвращаются в исходное положение.
Испытания показали, что литьевая форма особенно пригодна для изделий, в которых направление осевого перемещения резьбового знака при его вывинчивании не совпадает с направлением извлечения изделия из матрицы. При съеме таких изделий вывертывание резьбовых знаков происходит сразу, поэтому дальнейшее вращение
резьбовых знаков ке нужно. Данная литьевая форма исключает холостое вращение резьбовых знаков, сокращает ход реек, УМеньщает габариты , что позволяет использовать ее на выеокспрсизкодительных литьевых мащинах.
Формула изобретен и я
1. Литьевая форма для изготовления резьбовых изделий из полимеров, содержащая неподвижную и подвижную плиты, установленный в неподвижной плите с возможностью осевого перемещения ходовой винт, взаимодействующий с резьбовой втулкой, размещенной в подвижной плите, п резьбовые знаки, связанные с приводом йх перемещения, отличающаяся тем, что, с целью повыщения долговечности формы за счет уменьшения износа резьбовых знаков, она снабжена закрепленным на подвижной плите копиром и рычажным механизмом, состоящим из двух рычагов, первый из которых выполнен в виде Г-образного элемента, щарнирно закрепленного одним концом на неподвижной плите, на другом конце которого размещен ролик.
изаимодеиствующпи с копиром, а второй рычаг одним концом щарнпрно связан со средней частью Г-образного элемента, и другим концом шарнирно соединен с ходовым винтом.
2. Л;птьевая форма по п. 1, отличающаяся тем, что, с целью предотвращения поворота рычагов в момент вывинчивания знаков Из изделий, центры шарнирного соедине:: ;; конца Г-образного элемента с неподвижной плитой и рычага с ходовым винтом размещены на одной оеи, а центр mapinipHoro соединения рычагов между собой смещен относительно этой оси, причем на Г-образном элелюнте расиоложен упор, взаимодействующий с рычагом, шарнирно соединенным с ходовым винтом.
Источники информации,
принятые во вниман:ие при экспертизе:
1.Завгородний В. К. Механизация п автоматизация переработк пластических масс. «Машиностроение, М., 1964, с. 451- 453, рис. 274.
2.Патеит ГДР Л 84472, кл. 39 а 7/00, 1971 (прототип
2021 2219
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |