Известна револьверная головка к станку для нарезания резьбы на трубах, имеющая вертикальную ось вращения и радиальные щпиндели, несущие резьбонарезные настроенные на разные диаметры нарезаемой резьбы иатроны и получающие каждый на рабочей позиции вращение с соответствующей скоростью.
Онисываемая револьверная головка отличается от извеггтной тем, что колесо червячной передачи от двигателя установлено на -ползуне, а вал колеса снабжен щестерней для сцепления в одном положении нолзуна с шестерней очередного щпинделя и в другом положении ползуна с зубчатым венцом планетарной передачи, осуществляющей поворот револьверной ГОЛОЕКИ.
Такое конструктивное выполнение головки позволяет осуществить автоматический нодвод шпинделя с резьбонарезным патроном на рабочую позицию и обеспечить соответствующую диаметру нарезаемой резьбы скорость вращения шпинделя без применения коробки скоростей.
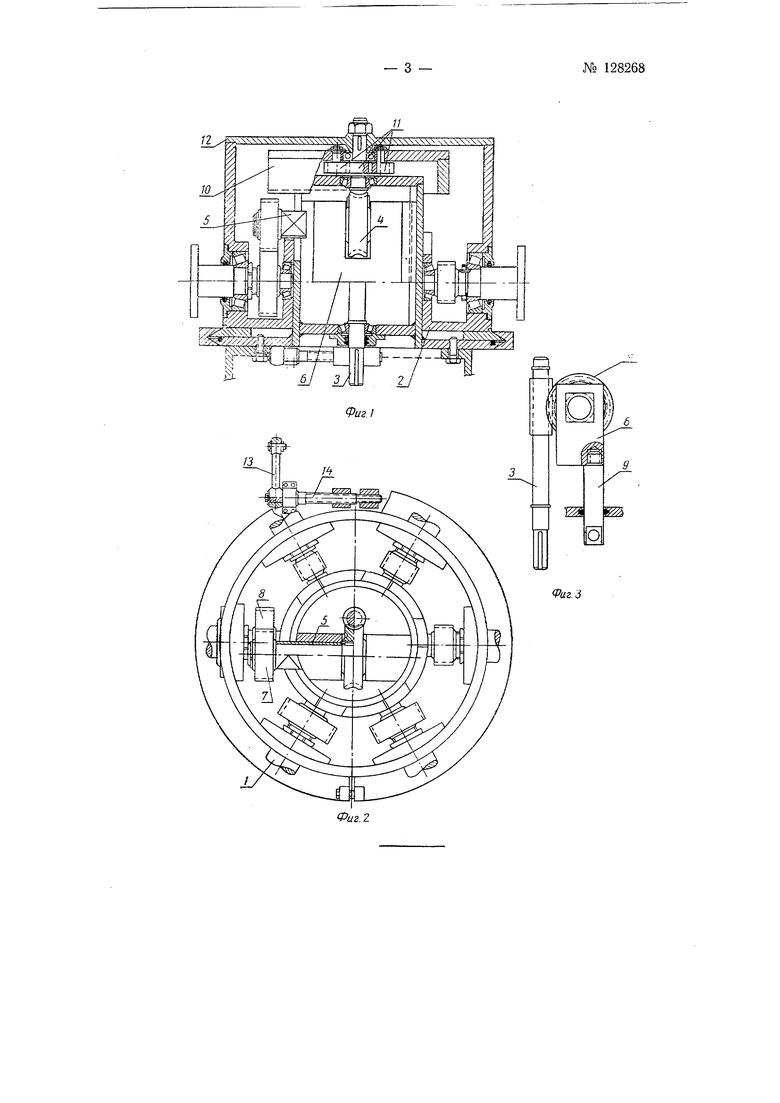
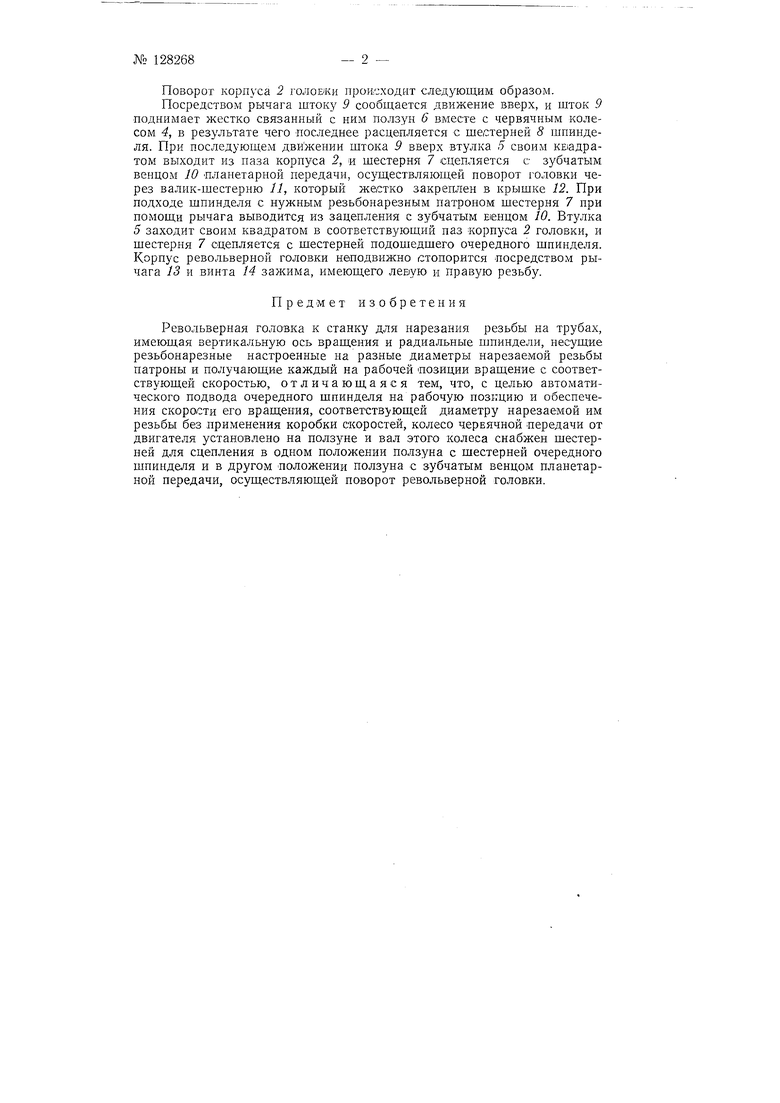
На фиг. 1 изображена револьверная головка, в вертикальном разрезе; на фиг. 2-то же, в плане; на фиг. 3 - схема узла колеса червячной передачи от двигателя.
Револьверная головка имеет, например, шесть радиально расположенных шпинделей /, на которых укреплены резьбонарезные патроны. Поворот корпуса 2 головки в вертикальной плоскости для нарезания на трубе резьбы нужного диаметра осуществляется от одного электроднйгателя через червяк 3 и червячное колесо 4, насаженное на валу и вращающееся во втулке 5, закрепленной в ползуне 6. На выходном конце вала червячного колеса закреплена щестерня 7, имеющая постоянное число оборотов (на чертеже шестерня 7 показана з полол ении ее сцепления с шестерней 8 шпинделя).
№ 128268
Поворот корпуса 2 головки происходит следующим образом.
Посредством рычата штоку 9 сообщается движение вверх, и шток ,9 поднимает жестко связанный с ним ползун 6 вместе с червячным колесом 4, в результате чего последнее расцепляется с шестерней 8 шпинделя. При последуюшем движении штока 9 вверх втулка 5 своим КЕ1адратом выходит из паза корпуса 2, и шестерня 7 сцепляется с зубчатым венцом JO плапетарпой передачи, осуществляющей поворот головки через валик-шестерню Л, который жестко закреплен в крышке 12. При подходе шпинделя с нужным резьбонарезным патроном шестерня 7 при помощи рычага выводится из зацепления с зубчатым Е1енцом 10. Втулка 5 заходит своим квадратом в соответствующий паз корпуса 2 головки, и шестерпя 7 оцепляется с шестерней подошедшего очередного шпинделя. Корпус револьверной головки неподвижно стопорится посредством рычага 13 и винта 14 зажима, имеющего левую и правую резьбу.
Предмет изобретения
Револьверная головка к станку для нарезания резьбы на трубах, имеющая вертикальную ось вращения и радиальные шпиндели, несущие резьбонарезные настроенные на разные диаметры нарезаемой резьбы патроны и получающие каждый на рабочей позиции вращение с соответствующей скоростью, отличающаяся тем, что, с целью автоматического подвода очередного шпинделя на рабочую позицию и обеспечения скорости его вращения, соответствующей диаметру нарезаемой им резьбы без применения коробки скоростей, колесо червячной передачи от двигателя установлено на ползуне и вал этого колеса снабжен шестерней для сцепления в одном положении ползуна с шестерней очередного шпинделя и в другом положении ползуна с зубчатым венцом планетарной передачи, осуществляющей поворот револьверной головки.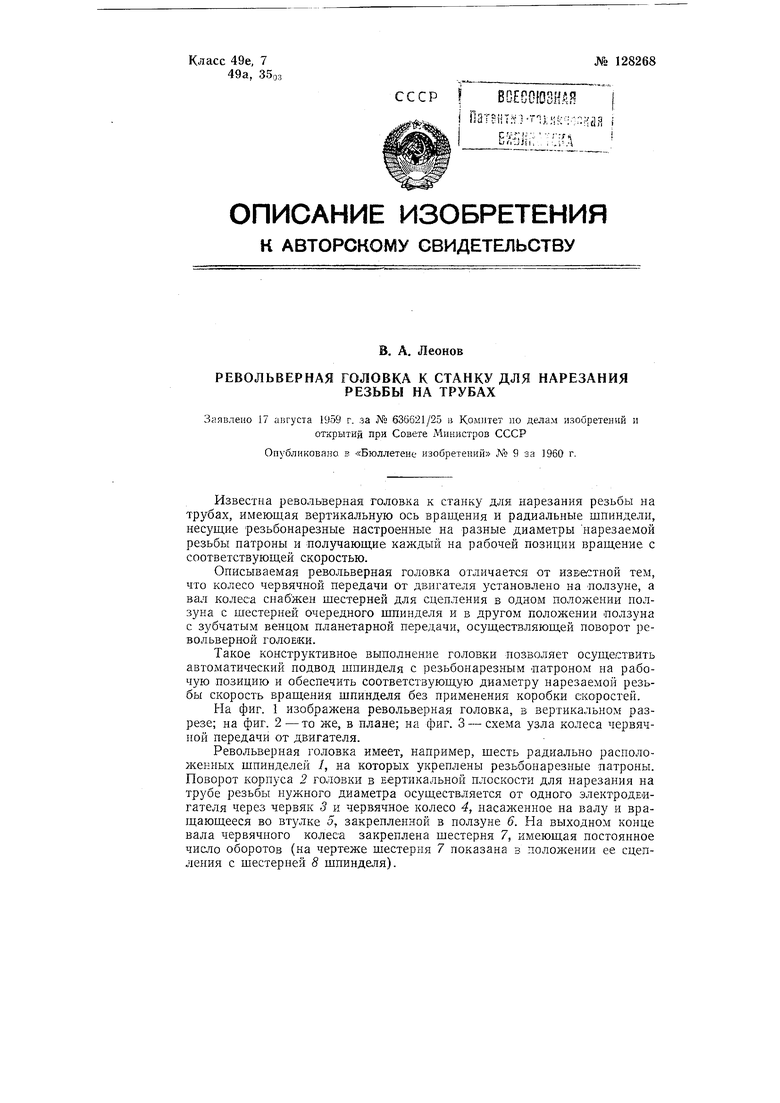
| название | год | авторы | номер документа |
|---|---|---|---|
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1971 |
|
SU410892A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Дыропробивной револьверный пресс | 1977 |
|
SU674847A1 |
| РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1973 |
|
SU389654A1 |
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Гибкий производственный модуль | 1980 |
|
SU1238723A3 |
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |