Изобретение относится к обработке металлов давлением, в частности к устройствам для получения длинномерных изделий методом гидропрессования.
Цель изобретения - повышение производительности и качества изделий путем непрерывной и равномерной подачи заготовки в зону высокого давления.
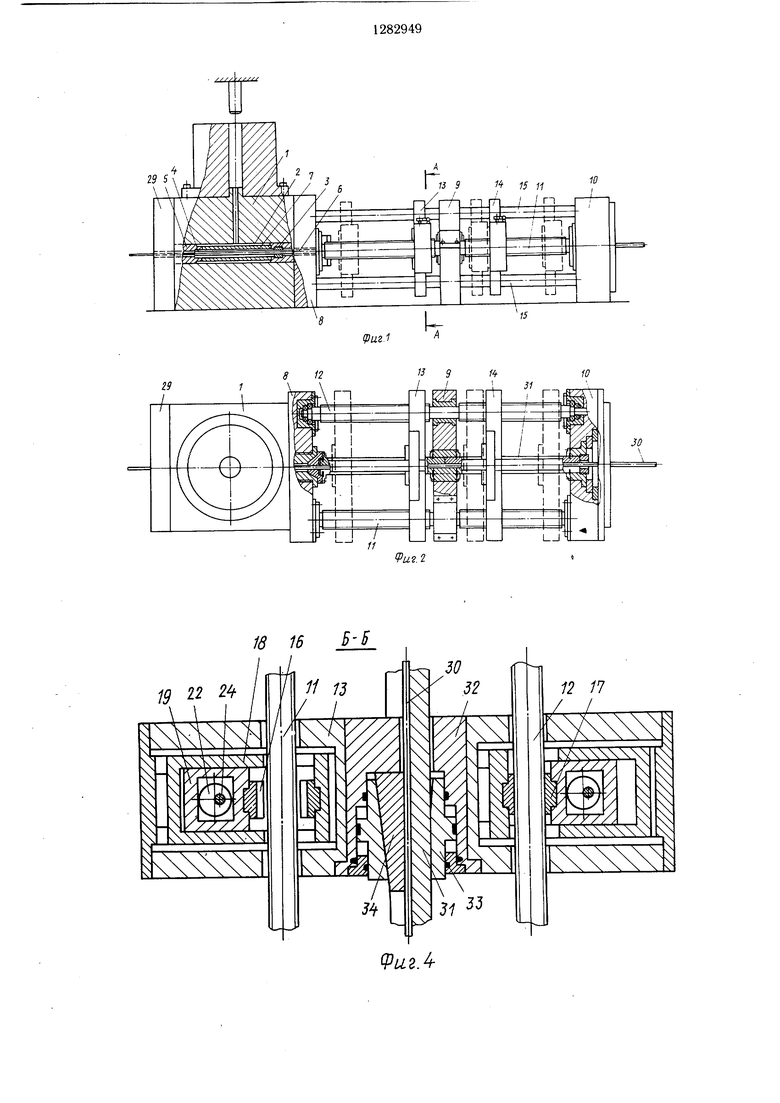
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же.
15
тирована на корпусе поперечин 13 и 14. Корпус 28 служит для направления движения рейки 26.
Направляющий корпус 7 зафиксирован в канале 2 контейнера 1 опорной плитой 29 с одной стороны и траверсой 8 с другой стороны.
По оси заготовки 30 между траверсой 8 и 10 закреплена неподвижная продольдинена через щестерню 25 с приводной зубчатой рейкой 26, приводимой в движение силовым элементом 27, например гидроцилиндром, гидродвигателем, пневмоцилинд- ром, механическим приводом или электромагнитом (фиг. 5 и 6). Ползушки 18 и 19, т. е. подвижные части раздвижной гайки 16 и 17, установлены с возможностью перемещения в направлении, перпендикулярном оси силовых колонн под действием кулачвид в плане; на фиг. 3 - разрез А-А на Ю ков-эксцентриков 22 и 23. Силовой элемент фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на 27 и приводная зубчатая рейка 26 смон- фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - диаграмма перемещений поперечин.
Устройство содержит контейнер 1 высокого давления, по оси канала 2 которого размещены уплотнительная 3 и деформирующая 4 матрицы, матрицедержатели 5 и 6, сблокированные направляющим корпусом 7 в общий узел. Вне контейнера размещен
узел осевой подачи в виде жестко закреп- 20 ная проводка 31, представляющая собой ленных траверс 8, 9 и 10с вращающи- кольцевые симметрично расположенные отно- мися силовыми колоннами 11 и 12 и попере- сительно заготовки три сектора (),
образующие своей внутренней поверхностью канал для перемещения заготовки 30.
Клиновые зажимы включают корпус 32, жестко закрепленный в расточке поперечин 13 и 14, в котором размещена подвижная конусная обойма 33 с клинообразными окнами по форме сечения продольной направляюйхей (проводки) 31 и клиновидных зажимных губок 34, расположенных между боковыми гранями секторов проводки. Силовые колонны (ходовые винты рабочий и отводной) могут быть выполнены с резьбой одинакового направления и с одинаковым щагом. В этом случае непрерыв- чем щаг резьбы на колонне 11 больще ща- ность достигается приводом ходовых вин- га резьбы на колонне 12. Последняя вы- тов, т. е. отводной винт вращается в противоположную сторону и с больщей скоростью вращения.
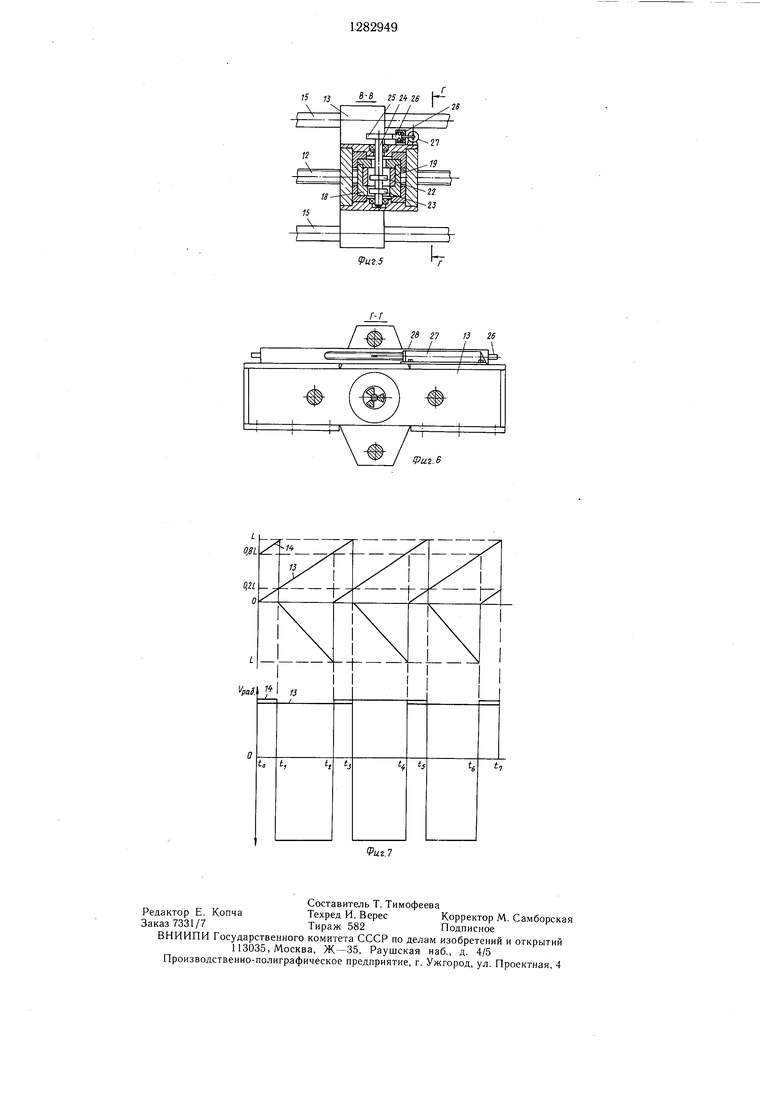
На фиг. 7 показана диаграмма перемещений и скоростей поперечин 13 и 14 во тельно другой возвратно-поступательного пе- 40 времени, причем кривые, расположенные вы- ремещения по силовым 11 и 12 и направ- ще оси абсцисс, характеризуют движение
чин 13 и 14 с клиновыми зажимами, установленными на силовых 11 и 12 и направляющих 15 колоннах между смежными траверсами (фиг. 1 и 2).
Вращающиеся силовые колонны 11 и 12 и неподвижные направляющие колонны 15 снабжены тремя опорами, размещенными в траверсах 8, 9 и 10 (фиг. 1 и 2). Каждая вращающаяся колонна 11 и 12 имеет винтовые (резьбовые) поверхности противоположного направления, например упорную или трапецеидальную резьбу. Колонна 11, например, имеет левое направление, а колонна 12 - правое направление резьбы, припоЛняет функции рабочего ходового винта, а колонна 11 - функции отводного. Поперечины 13 и 14 установлены с возможностью противонаправленного одна относи25
30
ляющим 15 колоннам за счет взаимодействия с силовыми вращающимися колоннами 11 и 12 раздвижных гаек 16 и 17, размещенных в гнездах поперечин 13 и 14. Раздвижные гайки 16 и 17 включают две подвижные части, состоящие из наружной 18 и внутренней 19 ползущек. Гайка 16 имеет левую резьбу, а половина гайки 17 - правую резьбу. Наружная ползущка 18 сопряжена с направляющей поверхностью гнезда поперечин 13 и 14, а внутренняя ползущка 19 - с направляющей, охватывающей поверхность наружной ползущки 18. Внутренняя 19 и наружная 18 ползущки снабжены окнами 20 и 21 для размещения в них кулач45
50
поперечин в направлении прессования, а кривые, расположенные ниже, - в обратном направлении. Скорости возврата (отвода) по величине больще скорости рабочего хода (подачи) . Скорости в промежутке совмещенного перемещения обоих поперечин в направлении подачи равны.
Устройство работает следующим образом.
Подготовленную заготовку 30 вводят в канал, образованный полой продольной направляющей (проводкой) 31, и затем проталкивают ее через клиновые зажимы поперечин 13 и 14, уплотнительную матрицу 3 до соприкосновения с деформирующей
ков-эксцентриков 22 и 23 (фиг. 3-5),55 матрицей 4. закрепленных на оси 24 таким образом, чтоСоздают давление рабочей среды в кон- максимальный эксцентриситет сдвинут по фа-тейнере 1, например гидравлическим прессом, зе на 180°. Ось 24 установлена на опораходновременно включают привод вращения качения в корпусе поперечин 13 и 14 и сое-(не показан) ходовых винтов 11 и 12, кото
тирована на корпусе поперечин 13 и 14. Корпус 28 служит для направления движения рейки 26.
Направляющий корпус 7 зафиксирован в канале 2 контейнера 1 опорной плитой 29 с одной стороны и траверсой 8 с другой стороны.
По оси заготовки 30 между траверсой 8 и 10 закреплена неподвижная продольков-эксцентриков 22 и 23. Силовой элемент 27 и приводная зубчатая рейка 26 смон-
ная проводка 31, представляющая собой кольцевые симметрично расположенные отно- сительно заготовки три сектора (),
5
0
поперечин в направлении прессования, а кривые, расположенные ниже, - в обратном направлении. Скорости возврата (отвода) по величине больще скорости рабочего хода (подачи) . Скорости в промежутке совмещенного перемещения обоих поперечин в направлении подачи равны.
Устройство работает следующим образом.
Подготовленную заготовку 30 вводят в канал, образованный полой продольной направляющей (проводкой) 31, и затем проталкивают ее через клиновые зажимы поперечин 13 и 14, уплотнительную матрицу 3 до соприкосновения с деформирующей
5 матрицей 4. Создают давление рабочей среды в кон- тейнере 1, например гидравлическим прессом, одновременно включают привод вращения (не показан) ходовых винтов 11 и 12, которые непрерывно вращаются с постояйной скоростью.
Раздвижные гайки 16 и 17, размещенные в гнезде поперечины 13, фиксируются в исходном положении следующим образом: гайка 17 замкнута на рабочий ходовой винт 12, а гайка 16 открыта, отводной ходовой винт 11 освобожден и может беспрепятственно вращаться, а поперечина 13 перемещаться относительно него. Этому положению предществует поворот оси 24 и, следователь- ю но, кулачков-эксцентриков 22 и 23 на 180°. Так как кулачки 22 и 23 сдвинуты по фазе на 180° в случае замкнутой гайки, ось кулачков-эксцентриков совпадает с направлением нормального размыкающего усиной обоймы 33 и дают возможность поперечине 14 скользить вдоль заготовки. При совершении поперечиной 13 хода величиной 0,8 /, где / - полный рабочий ход (за это время поперечина 14 вследствие того, что кодовой отводной винт 11 имеет резьбу с шагом большим, чем шаг резьбы рабочего винта 12, совершает путь / и. занимает крайнее правое положение), от путевого конечного выключателя поступает сигнал на силовой элемент 27 на переключение раздвижных гаек 16 и 17, размещенных в поперечине 14.
Ползушки 18 и 19 раздвижной гайки 17 под действием кулачков-эксцентриков 22 и 23, перемещаясь, замыкают гайку 17 на
ЛИЯ гайки, опрокидывающий момент близок к - рабочий ходовой винт 12, а ползушки 18 минимуму, что обеспечивает надежное замы-и 19 раздвижной гайки 16, перемешаясь от
кание ходового винта и передачу необходимого осевого усилия поперечине. В случае
открытой гайки обеспечивается максимальное разведение половин гайки.
Раздвижные гайки 16 и 17, расположенные в поперечине 14, в исходном положении зафиксированы аналогично: гайка 17 замкнута на рабочий винт 12, а гайка 16 открыта, и отводной винт 11 освобожден.
20
отводного ходового винта 11, размыкают его.
Поперечина 14 (как и поперечина 13) получает возможность перемещаться в направлении подачи-прессования, клиновые губки клинового зажима зажимают заготовку и передают ей необходимое осевое усилие подачи.
При этом осуществляется совмещение двиСледовательно, поперечины 13 и 14 через 25 жений двух поперечин 13 и 14 с клиновы35
свои гайки 17 замкнуты на рабочий ходовой винт 12 и при вращении винтовых колонн двигаются в направлении прессования - подачи, т. е. совершают рабочий ход.
При этом клиновые губки 34 клиновых 30 зажимов, расположенных в центральной расточке поперечин 13 и 14, вдвинуты в конусную обойму 33, зажимают заготовку 30 и удерживают ее в процессе подачи.
При достижении поперечиной 14 своего крайнего левого положения у траверсы 9 от путевого конечного выключателя поступает сигнал на приведение в действие силового элемента 27. Срабатывает силовой элемент 27, который передвигает приводную зубчатую рейку 26 и через шестерню до 25 поворачивает ось 24 с кулачками-эксцентриками 22 и 23 на рабочий угол 180°.
При повороте вала с кулачками-эксцентриками одна пара ползушек 18 и 19 гай ки 17 перемещается от рабочего винта 12, а пара ползушек 18 и 19 гайки 16 пере- 45 мещается наоборот к отводному винту 11.
С фиксированным поворотом на 180° происходит полное открытие гайки 17 (размыкание рабочего Ходового винта 12) и замыкание отводного ходового винта 11 раздвижной гайкой 16.
Силовой элемент 27 обеспечивает поворот вала 24 с кулачками строго на 180° в одну и в другую стороны.
Таким образом, поперечина 14, замкнутая на отводной ходовой винт 11, начинает перемещение в направлении, обратном направлению подачи (отвода). Клиновые губки 34 клинового зажима выдвинуты из конус50
55
ми зажимами в направлении подачи-прессования с равной скоростью на участке, равном 0,2 /. Этим достигается непрерывность и равномерность подачи заготовки без пауз на переключения поперечин и выхода на ус- тановивщийся период перемещения с постоянной скоростью.
При соверщении поперечиной 13 хода на величину / - полного рабочего хода срабатывает путевой конечный выключатель, который дает сигнал силовому элементу 27 на передвижение рейки и поворот вала с кулачками-эксцентриками 22 и 23. Происходит переключение поперечины через раздвижные гайки с рабочего винта 12 на отводной ВИНТ: 1, передвижные части гайки 17 отходят от рабочего винта 12, а другая пара подвижных частей гайки 16 замыкает ходовой отводной винт 11. Клиновой зажим освобождает заготовку, и поперечина 13 получает возможность перемещения в крайнее правое исходное положение, т. е. начинает холостой отводной ход с повышенной скоростью.
Поперечина 13 достигает своего крайнего правого положения, когда поперечина 14, совершая рабочий ход подачи, находится в пути 0,8 /. В этот момент дается сигнал на переключение раздвижных гаек поперечины
13и она совместно в течение некоторого времени на отрезке 0,2 / с поперечиной
14перемешает заготовку в направлении подачи.
При достижении поперечиной 14 своего крайнего левого положения поступает сигнал и происходит переключение ее на отводной винт 11. Далее цикл повторяется.
ной обоймы 33 и дают возможность поперечине 14 скользить вдоль заготовки. При совершении поперечиной 13 хода величиной 0,8 /, где / - полный рабочий ход (за это время поперечина 14 вследствие того, что кодовой отводной винт 11 имеет резьбу с шагом большим, чем шаг резьбы рабочего винта 12, совершает путь / и. занимает крайнее правое положение), от путевого конечного выключателя поступает сигнал на силовой элемент 27 на переключение раздвижных гаек 16 и 17, размещенных в поперечине 14.
Ползушки 18 и 19 раздвижной гайки 17 под действием кулачков-эксцентриков 22 и 23, перемещаясь, замыкают гайку 17 на
рабочий ходовой винт 12, а ползушки 18 и 19 раздвижной гайки 16, перемешаясь от
0
отводного ходового винта 11, размыкают его.
Поперечина 14 (как и поперечина 13) получает возможность перемещаться в направлении подачи-прессования, клиновые губки клинового зажима зажимают заготовку и передают ей необходимое осевое усилие подачи.
При этом осуществляется совмещение дви
0
о
5
0
5
ми зажимами в направлении подачи-прессования с равной скоростью на участке, равном 0,2 /. Этим достигается непрерывность и равномерность подачи заготовки без пауз на переключения поперечин и выхода на ус- тановивщийся период перемещения с постоянной скоростью.
При соверщении поперечиной 13 хода на величину / - полного рабочего хода срабатывает путевой конечный выключатель, который дает сигнал силовому элементу 27 на передвижение рейки и поворот вала с кулачками-эксцентриками 22 и 23. Происходит переключение поперечины через раздвижные гайки с рабочего винта 12 на отводной ВИНТ: 1, передвижные части гайки 17 отходят от рабочего винта 12, а другая пара подвижных частей гайки 16 замыкает ходовой отводной винт 11. Клиновой зажим освобождает заготовку, и поперечина 13 получает возможность перемещения в крайнее правое исходное положение, т. е. начинает холостой отводной ход с повышенной скоростью.
Поперечина 13 достигает своего крайнего правого положения, когда поперечина 14, совершая рабочий ход подачи, находится в пути 0,8 /. В этот момент дается сигнал на переключение раздвижных гаек поперечины
13и она совместно в течение некоторого времени на отрезке 0,2 / с поперечиной
14перемешает заготовку в направлении подачи.
При достижении поперечиной 14 своего крайнего левого положения поступает сигнал и происходит переключение ее на отводной винт 11. Далее цикл повторяется.
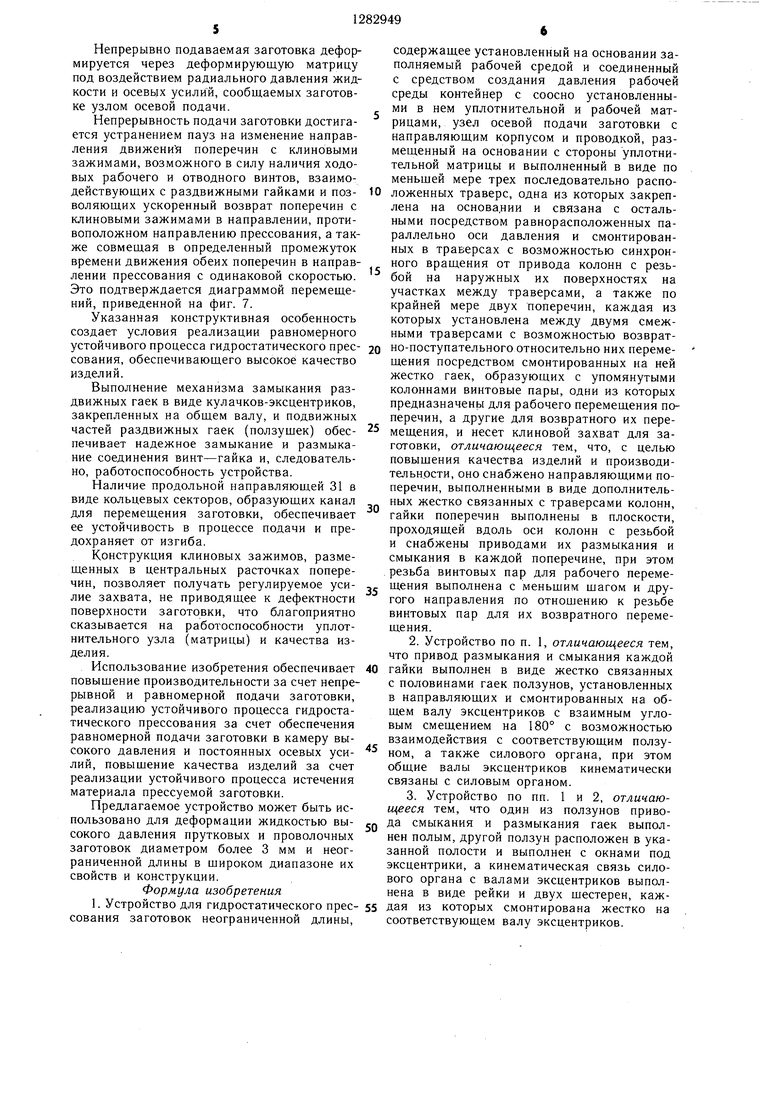
Непрерывно подаваемая заготовка деформируется через деформирующую матрицу под воздействием радиального давления жидкости и осевых усилий, сообщаемых заготовке узлом осевой подачи.
Непрерывность подачи заготовки достигается устранением пауз на изменение направления движени я поперечин с клиновыми зажимами, возможного в силу наличия ходовых рабочего и отводного винтов, взаимодействующих с раздвижными гайками и поз- воляющих ускоренный возврат поперечин с клиновыми зажимами в направлении, противоположном направлению прессования, а также совмещая в определенный промежуток времени движения обеих поперечин в направлении прессования с одинаковой скоростью. Это подтверждается диаграммой перемещений, приведенной на фиг. 7.
Указанная конструктивная особенность создает условия реализации равномерного устойчивого процесса гидростатического прес- сования, обеспечивающего высокое качество изделий.
Выполнение механизма замыкания раздвижных гаек в виде кулачков-эксцентриков, закрепленных на общем валу, и подвижных частей раздвижных гаек (ползущек) обеспечивает надежное замыкание и размыкание соединения винт-гайка и, следовательно, работоспособность устройства.
Наличие продольной направляющей 31 в виде кольцевых секторов, образующих канал для перемещения заготовки, обеспечивает ее устойчивость в процессе подачи и предохраняет от изгиба.
Конструкция клиновых зажимов, размещенных в центральных расточках поперечин, позволяет получать регулируемое усилие захвата, не приводящее к дефектности поверхности заготовки, что благоприятно сказывается на работоспособности уплот- нительного узла (матрицы) и качества изделия.
Использование изобретения обеспечивает повыщение производительности за счет непрерывной и равномерной подачи заготовки, реализацию устойчивого процесса гидростатического прессования за счет обеспечения равномерной подачи заготовки в камеру высокого давления и постоянных осевых усилий, повыщение качества изделий за счет реализации устойчивого процесса истечения материала прессуемой заготовки.
Предлагаемое устройство может быть использовано для деформации жидкостью высокого давления прутковых и проволочных заготовок диаметром более 3 мм и неограниченной длины в широком диапазоне их свойств и конструкции.
Формула изобретения
1. Устройство для гидростатического прес сования заготовок неограниченной длины.
5
0
0
5
0
5
0
содержащее установленный на основании заполняемый рабочей средой и соединенный с средством создания давления рабочей среды контейнер с соосно установленными в нем уплотнительной и рабочей матрицами, узел осевой подачи заготовки с направляющим корпусом и проводкой, размещенный на основании с стороны уплотнительной матрицы и выполненный в виде по меньшей мере трех последовательно расположенных траверс, одна из которых закреплена на основании и связана с остальными посредством равнорасположенных параллельно оси давления и смонтированных в траверсах с возможностью синхронного вращения от привода колонн с резьбой на наружных их поверхностях на участках между траверсами, а также по крайней мере двух поперечин, каждая из которых установлена между двумя смежными траверсами с возможностью возвратно-поступательного относительно них перемещения посредством смонтированных на ней жестко гаек, образующих с упомянутыми колоннами винтовые пары, одни из которых предназначень для рабочего перемещения поперечин, а другие для возвратного их перемещения, и несет клиновой захват для заготовки, отличающееся тем, что, с целью повыщения качества изделий и производительности, оно снабжено направляющими поперечин, выполненными в виде дополнительных жестко связанных с траверсами колонн, гайки поперечин выполнены в плоскости, проходящей вдоль оси колонн с резьбой и снабжены приводами их размыкания и смыкания в каждой поперечине, при этом резьба винтовых пар для рабочего перемещения выполнена с меньшим щагом и другого направления по отношению к резьбе винтовых пар для их возвратного перемещения.
2.Устройство по п. 1, отличающееся тем, что привод размыкания и смыкания каждой гайки выполнен в виде жестко связанных с половинами гаек ползунов, установленных в направляющих и смонтированных на общем валу эксцентриков с взаимным угловым смещением на 180° с возможностью взаимодействия с соответствующим ползуном, а также силового органа, при этом общие валы эксцентриков кинематически связаны с силовым органом.
3.Устройство по пп. 1 и 2, отличающееся тем, что один из ползунов привода смыкания и размыкания гаек выполнен полым, другой ползун расположен в указанной полости и выполнен с окнами под эксцентрики, а кинематическая связь силового органа с валами эксцентриков выполнена в виде рейки и двух шестерен, каждая из которых смонтирована жестко на соответствующем валу эксцентриков.
10
Vuz-l

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1324735A1 |
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ЗАДВИЖЕК ПОД ДАВЛЕНИЕМ | 2015 |
|
RU2590698C1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| Гидровинтовой завод тяжелых механических прессов | 1970 |
|
SU345748A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| Привод подъемника для вертикального перемещения тяжеловесных конструкций | 1978 |
|
SU747808A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU421539A1 |
Изобретение относится к металлургической промышленности, может быть использовано для непрерывного гидропрессования прутковых и проволочных заготовок. Целью является повышение производительности и качества получаемого изделия. Для этого в устройстве поперечины с клиновыми зажимами установлены на направляюш,их 15 и силовых 11, 12 колоннах, взаимо- действуюш,их с раздвижными гайками 16, 17. Гайки 16, 17 состоят из двух подвижных частей, установленных с возможностью пере- меш,ения в направлении, перпендикулярном оси силовых колонн 11, 12. Силовые колонны 11, 12 выполнены в виде ходовых враш,ающихся винтов - рабочего и отводного - с резьбовой поверхностью противоположного направления и с различным шагом. Непрерывность подачи заготовки достигается устранением пауз на изменение движения поперечин с клиновыми зажимами без изменения направления враш,ения силовых колонн И, 12, возможностью ускоренного возврата поперечин с клиновыми захватами в исходное положение, а также возможностью совмеоления движения обеих поперечин в направлении прессования с одинаковой скоростью. 2 з.п. ф-лы, 7 ил. i сл 2« 25 28 W 11 1S Ji F 15 А А о 12 22 -Н 13 ,g / / « ю ас ю со со 23 9иг.З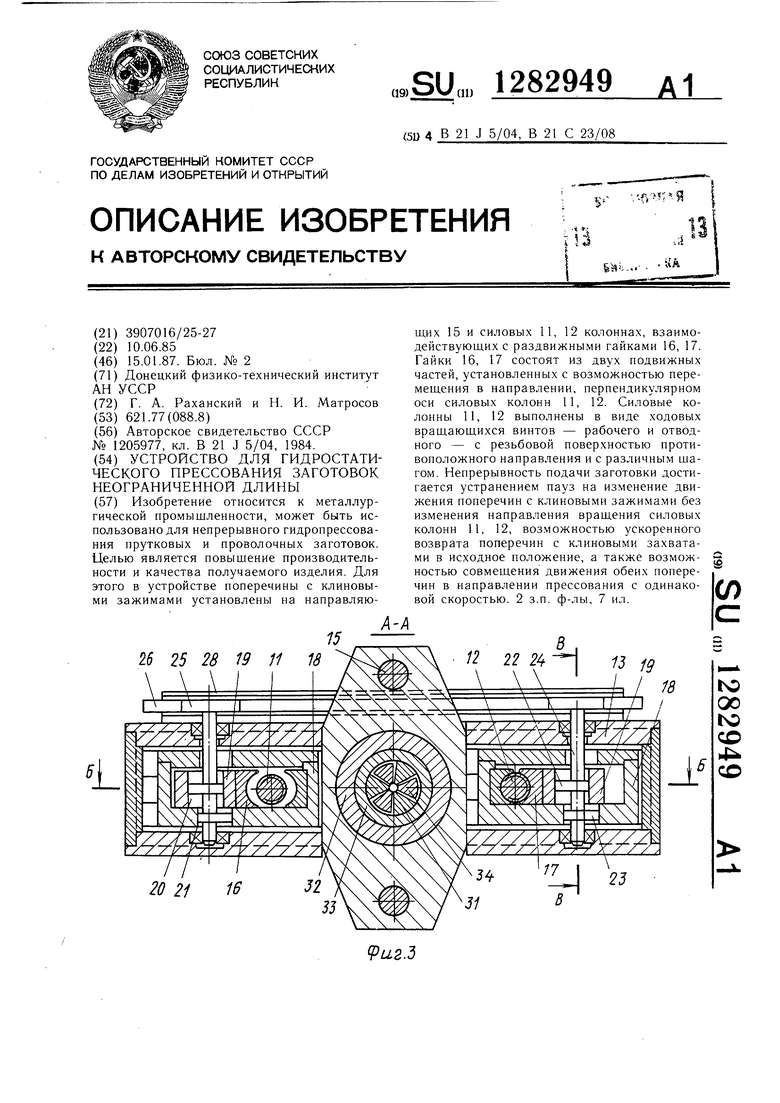
18 16
/ 12 24
Л
иг.
Vui.S
2в 27 1} 26
I II
ipuz.S
Vuz.7
Составитель Т. Тимофеева
Редактор Е. КопчаТехред И. ВересКорректор М. Самборская
Заказ 7331/7Тираж 582Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
