I
Известен горизонтальный гидравлический пресс, содержащий смонтированные на станине неподвижные поперечины, стянутые колоннами, на которых установлены подвижные траверсы, несущие матрицы, а также механизм установки заготовки в рабочее положение.
Целью изобретения является обеспечение деформирования концов длинномерных заготовок типа вагонных осей.
Это достигается тем, что механизм установки заготовок снабжен смонтированными на станине на заданном расстоянии один относительно другого зажимами концов заготовки, установленными подвижно на колоннах. При этом каждый зажим выполнен в виде корпуса, в котором размещены неподвижная губка и подвижная губка, связанная с силовым цилиндром, а также вилкообразный захват.
Кроме того, для исключения продольного смещения зажима последний снабжен штырями, контактирующими одними концами с корпусом зажима и связанными другими концами через регулируемую гайку с неподвижной поперечиной.
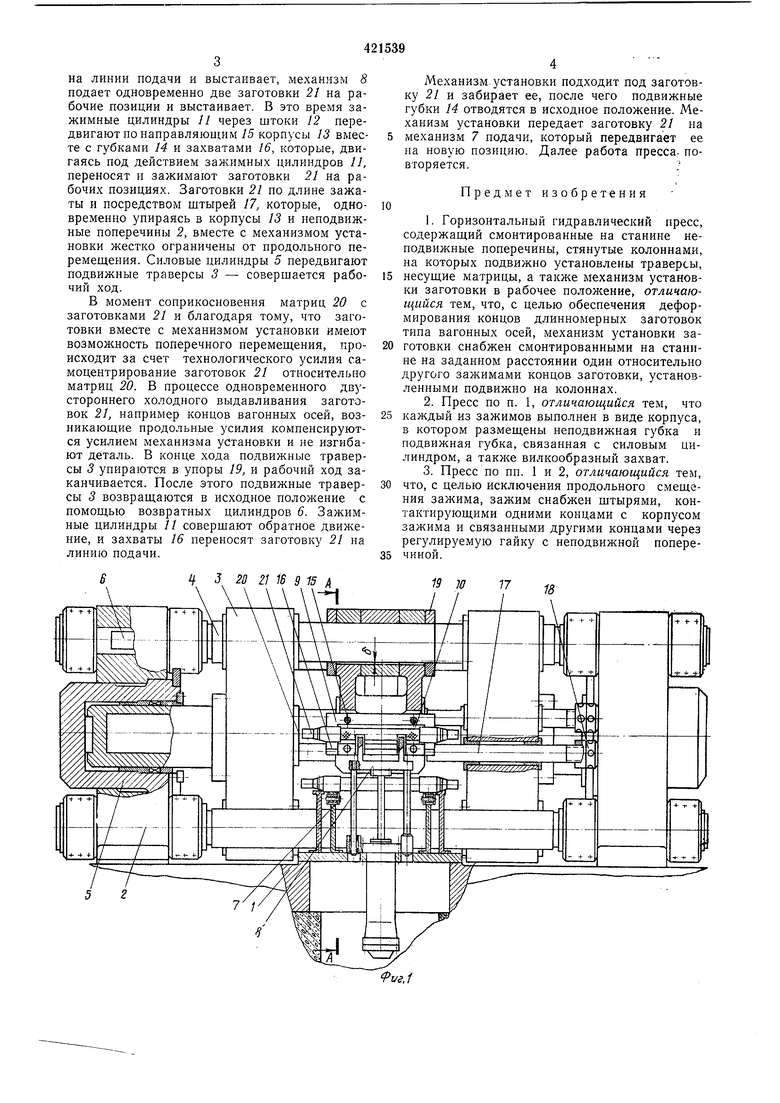
На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - сечение по Л-А на фиг. 1.
Пресс содержит крепящиеся на горизонтальной станине / две неподвижные поперечины 2 и четыре подвижные траверсы «5, стянутые колоннами 4, силовые 5 и возвратный 6 цилиндры, механизм 7 подачи и механизм f установки заготовок.
Каждый механизм установки заготовок содержит корпус 9 (см. фиг. 2), размещенный на колоннах с определенным зазором б, допускающим их поперечное перемещение.
В корпусе 9 расположены неподвижная губка 10, зажимной цилиндр //, связанный с помощью щтока 12 с корпусом 13, на котором расположена подвил ная губка 14. Корпус 13 смонтирован на направляющих 15 и имеет вилкообразные захваты 16.
5 Каждый корпус 9 с двух сторон жестко ограничен от продольного смещения посредством штырей 17, которые проходят в отверстиях подвижных траверс 3 и взаимодействуют с неподвижными поперечинами 2. Длина щты20 рей 17 регулируется с помощью гаек 18.
Для ограничения хода подвижных траверс 3 на колоннах 4 посажены регулируемые упоры 19. Подвижные траверсы оснащены рабочими матрицами 20, внутренние полости которых выполнены соответственно конфигурации обрабатываемой заготовки 21.
В исходном положении пресса губки 10, 14 разжаты.
При включении пресса механизм 7 подачи
30 устанавливает одновременно две заготовки 21 на линии подачи и выстаивает, механизм 8 подает одновременно две заготовки 21 на рабочие позиции и выстаивает. В это время зажимные цилиндры 11 через штоки 12 передвигают по направляющим/5 корпусы 13 вместе с губками 14 и захватами 16, которые, двигаясь под действием зажимных цилиндров 11, переносят п зажимают заготовки 21 на рабочих позициях. Заготовки 21 по длине зажаты и посредством штырей 17, которые, одновременно упираясь в корпусы 13 и неподвижные поперечины 2, вместе с механизмом установки жестко ограничены от продольного перемещения. Силовые цилиндры 5 передвигают подвижные траверсы 3 - совершается рабочий ход. В момент соприкосновения матриц 20 с заготовками 21 и благодаря тому, что заготовки вместе с механизмом установки имеют возможность поперечного перемещения, происходит за счет технологического усилия самоцентрирование заготовок 21 относительно матриц 20. В процессе одновременного двустороннего холодного выдавливания заготовок 21, например концов вагонных осей, возникающие продольные усилия компенсируются усилием механизма установки и не изгибают деталь. В конце хода подвижные траверсы 3 упираются в упоры 19, и рабочий ход заканчивается. После этого подвижные траверсы 3 возвращаются в исходное положение с помощью возвратных цилиндров 6. Зажимные цилиндры // совершают обратное движение, и захваты 16 переносят заготовку 21 на линию подачи. SЦ 2 2S 21 16 9 15 h Механизм установки подходит под заготовку 21 и забирает ее, после чего подвижные губки 14 отводятся в исходное положение. Механизм установки передает заготовку 21 на механизм 7 подачи, который передвигает ее на новую позицию. Далее работа пресса, повторяется. Предмет изобретения 1.Горизонтальный гидравлический пресс, содержащий смонтированные на станине неподвижные поперечины, стянутые колоннами, на которых подвижно установлены траверсы, несущие матрицы, а также механизм установки заготовки в рабочее положение, отличающийся тем, что, с целью обеспечения деформирования концов длинномерных заготовок типа вагонных осей, хмеханизм установки заготовки снабжен смонтированными на станине на заданном расстоянии один относительно другого зажимами концов заготовки, установленными подвижно на колоннах. 2.Пресс по п. 1, отличающийся тем, что каждый из зажимов выполнен в виде корпуса, в котором размещены неподвижная губка и подвижная губка, связанная с силовым цилиндром, а также вилкообразный захват. 3.Пресс по пп. 1 и 2, отличающийся тем, что, с целью исключения продольного смещения зажима, зажим снабжен штырями, контактирующими одними концами с корпусом зажима и связанными другими концами через регулируемую гайку с неподвижной поперечиной. 19 10 17
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ПРЕСС | 1972 |
|
SU422636A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 1973 |
|
SU389959A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU432005A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Гидравлический прошивной пресс | 1973 |
|
SU481462A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU347100A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |

