Изобретение относится к обь лбгггкс металлов давлением, в частности к ycTfXiiicTisaM для нолучения длин1Гомерных из.чс.чий методом гидроирессовання.
Цель изобретения - повышение ироиз- водителыюсти за счет сокранкмшя времени на.чадки на очередной тиноразмер заготовки.
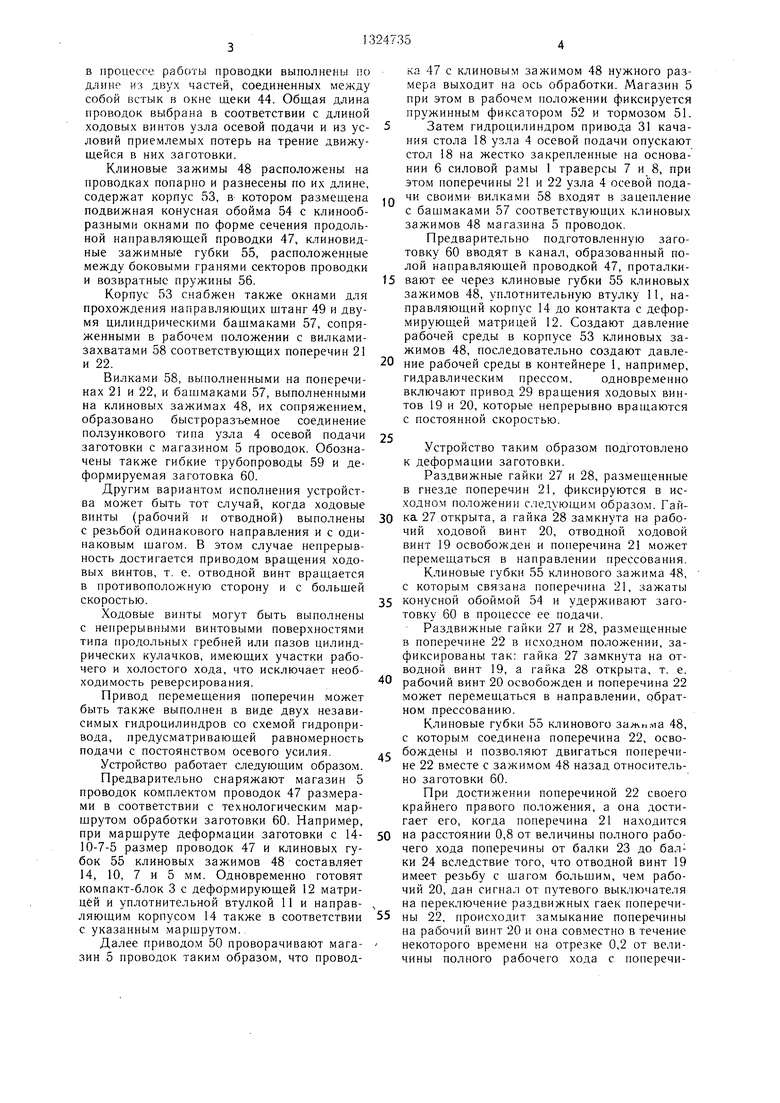
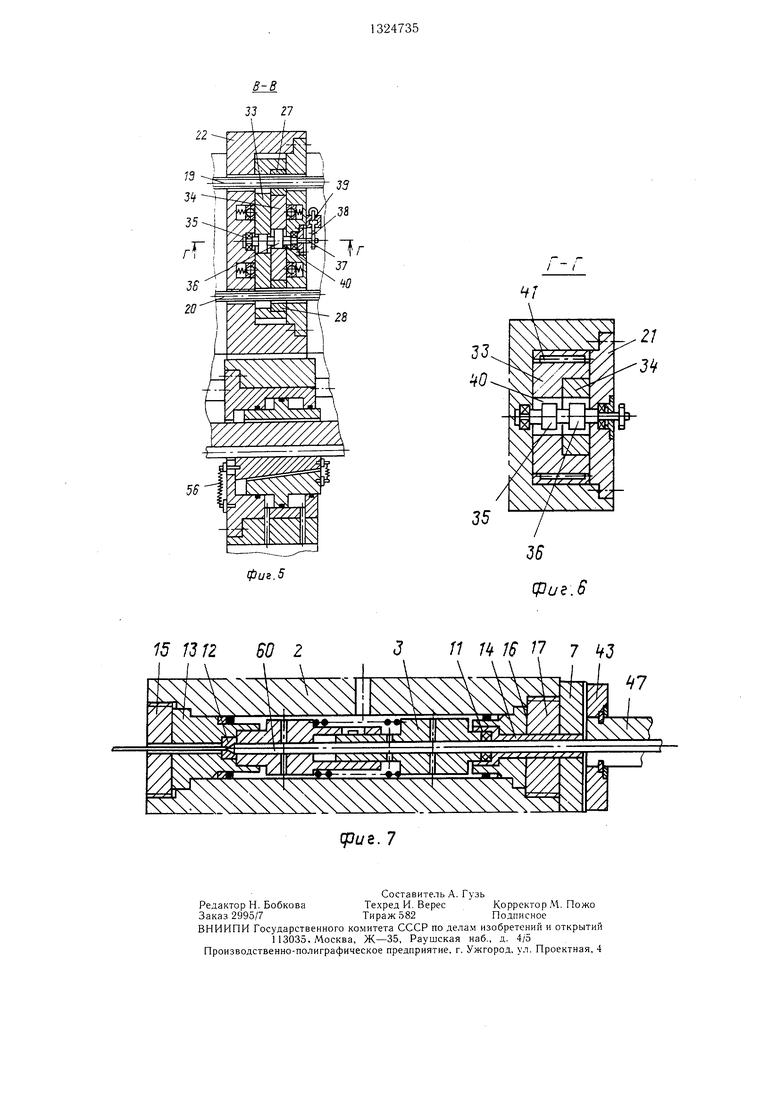
На фш . нриведено предлагаемое устройство, обнщй вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-.Л на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 -- разрез В-В на фиг. 3; на фиг. 6 )азрез Г-Г на фиг. 5; на фиг. 7 --- обн|ая схема сонряжения нроводки с деформируюн 1ими компакт-блоком.
Устройство содержит силовую раму 1, контейнер 2 высокого давления с деформирующим комнакт-блоком 3, узел 4 осевой нодачи заготовки, магазин 5 нроводок. На силовой раме 1 pa3Meuj.eHO основание 6 и жестко закреплены траверсы 7-9, соединенные стяжками 10.
Контейнер 2 высокого давления состоит из вертикального и горизонтального блоков с взаимно нернендикулярными капа. 1ами. Коптейпер закреплен на основании 6 и сопряжен с траверсой 7. По оси горизонтального канала размещен деформирующий компакт-блок 3, состояндий из унлотнитель- ной втулки 1 и деформирующей матрицы 12, матрицедержателя 13, нанравляющего корпуса 14. Последний состоит из трех частей, способных к перемещению одна относительно другой. Компакт-блок 3 зафиксирован Б канале контейнера с одной стороны опорной гайкой 5, матрицедержателем 6 и опорной гайкой 17 с другой.
Узел 4 осевой подачи заготовки включает подъемно-качающийся стол 18 с вращающимися ходовыми винтами 19 и 20, пару нопе- речин 21 и 22, установленных между смежными нонеречными балками 23-25 рамы стола с возможностью нротивонанравлен- ного относительно друг друга возвратно- ноступательного перемещения по винтам 19 и 20 и направляющим 26 колоннам, раздвижные гайки 27 и 28, размещенные в гнездах поперечин, привод 29 вращения винтов, щар- нирные соединения 30, привод 31 качания стола 18 узла 4 осевой подачи, фиксатор 32 положения стола 18.
Раздвижные тайки 27 и 28 включают две подвижные части, состоящие из наружной 33 и внутренней 34 ползущек, соединенных с половинами гайки, установленных с возможностью перемещения в направлении перпендикулярном оси колонн, под действием кулачков-эксцентриков 35 и 36, закрен- ленных на валу 37, размещенном в корпусе поперечины и соединенном через щестер- ню 38 с приводной зубчатой рейкой 39.
Кулачки-эксцентрики 35 и 36 расположены в окнах 40 ползушек и закреплены на валу 37 таким образом, что максимальный эксн.ентриситет сдвинут по фазе на 180°.
Ползущки 33 сопряжены с юверхностью гнезда нонеречины через элементы 41 качения.
Отводной 19 и рабочий 20 винты имеют но своей длине резьбу противоположного направления, кроме того, niar резьбы отвод- Hoi O винта болыне щага резьбы рабочего. Винт 19 имеет левое направление резьбы и выполняет функции отводного винта, винт 20 выполняет функции рабочего и имеет нравое направление резьбы. Соответственно этому половины гайки 27 имеют левую резьбу, а ноловины гайки 28 - правую резьбу.
Силовые винты 19 и 20 установлены на опорах качения, размен1енных в поперечных 5 балках 23-25 рамы стола 18.
Шарнирные соединения 30, допускающие наклон оси их шарнира, служат для передачи вращения от привода 29 вращения к винтам 19 и 20, расположенным на подъемно- качающе.мся столе 18.
0 Привод 31 качания стола узла осевой нодачи, например гидроцилиндр, закреплен ишрнирно на передней неподвижной траверсе 9, что обеспечивает его подъем относительно траверсы 9 на определенный требуе- 1- мый угол и размыкание поперечин с магазином 5 проводок. Последний выполнен в виде нроводкодержателя барабанного типа и состоит из полого вала 42 с тремя щеками 43-45, скрепленных между собой щнильками 46, комплекта независимых про- Q водок 47 для заготовки, расположенных симметрично по окруж.ности магазина, подвижных клиновых зажимов 48, направляющих илтанг 49, привода 50 вращения магазина проводок с тормозом- 51 и фиксатором 52 положения. Вал 42 магазина прово- 5 док барабанного типа установлен на опорах качения в травереах 7 и 9, в промежутках между щеками 43-45 снабжен окнами для вывода гибких трубопроводов к клиновым зажимам 48.
Проводки 47 представляют собой кольце- 0 вые симметрично расположенные три сектора, образующие своей внутренней поверхностью канал для перемещения заготовки и обеспечения ее продольной устойчивости, который в рабочем положении переходит в канал направляющего корпуса 14 деформирующего компакт-блока 3. Диаметр канала для перемещения заготовки, как и диаметр канала направляющего корпуса 14 деформирующего компакт-блока 3, больще диаметра заготовки на 0,1-0,3 мм. 0 Размер канала каждой из комплекта проводок выполнен в соответствии с выбранным технологическим маршрутом обработки заготовки. Например, для исходной заготовки 0 14 мм при деформации со степенью порядка 50% за переход, размер проводок 5 в комплекте четырех щтук составит 14, 10 7 и 5 мм.
Проводки 47 закреплены в фасонных окнах щек 43-45, для удобства замены
в процессе работы проводки выполнены но длине из двух частей, соединенных между собой встык в окне щеки 44. Общая длина проводок выбрана в соответствии с длиной ходовых винтов узла осевой подачи и из условий приемлемых потерь на трение движущейся в них заготовки.
Клиновые зажимы 48 расположены на проводках попарно и разнесены по их длине, содержат корпус 53, в котором размещена подвижная конусная обойма 54 с клинообразными окнами по форме сечения продольной направляющей проводки 47, клиновидные зажимные губки 55, расположенные между боковыми гранями секторов проводки и возвратные пружины 56.
Корпус 53 снабжен также окнами для прохождения направляющих щтанг 49 и двумя цилиндрическими бащмаками 57, сопряженными в рабочем положении с вилками- захватами 58 соответствующих поперечин 21 и 22.
Вилками 58, выполненными на поперечинах 2 и 22, и башмаками 57, выполненными на клиновых зажимах 48, их сопряжением, образовано быстроразъемное соединение ползункового типа узла 4 осевой подачи заготовки с магазином 5 проводок. Обозначены также гибкие трубопроводы 59 и деформируемая заготовка 60.
Другим вариантом исполнения устройства может быть тот случай, когда ходовые винты (рабочий и отводной) выполнены с резьбой одинакового направления и с одинаковым шаго.м. В этом случае непрерывность достигается приводом вращения ходовых винтов, т. е. отводной винт вращается в противоположную сторону и с большей скоростью.
Ходовые винты могут быть выполнены с непрерывными винтовыми поверхностями типа продольных гребней или пазов цилиндрических кулачков, имеющих участки рабочего и холостого хода, что исключает необходимость реверсирования.
Привод перемещения поперечин может быть также выполнен в виде двух независимых гидроцилиндров со схемой гидропривода, предусматривающей равномерность подачи с постоянством осевого усилия.
Устройство работает следующим образом.
Предварительно снаряжают магазин 5 проводок комплектом проводок 47 размерами в соответствии с технологическим маршрутом обработки заготовки 60. Например, при марщруте деформации заготовки с 14- 10-7-5 размер проводок 47 и клиновых губок 55 клиновых зажимов 48 составляет 14, 10, 7 и 5 мм. Одновременно готовят компакт-блок 3 с деформирующей 12 матрицей и уплотнительной втулкой 11 и направляющим корпусом 14 также в соответствии с указанным маршрутом..
Далее приводом 50 проворачивают магазин 5 проводок таким образом, что проводка 47 с клиновым зажимом 48 нужного размера выходит на ось обработки. Магазин 5 при этом в рабочем положении фиксируется пружинным фиксатором 52 и тормозом 51. Затем гидроцилиндром привода 31 качания стола 18 узла 4 осевой подачи опускают стол 18 на жестко закрепленные на основании 6 силовой рамы 1 траверсы 7 и 8, при этом поперечины 21 и 22 узла 4 осевой пода0
чи своими- вилками 58 входят в зацепление
с башмаками 57 соответствующих клиновых зажимов 48 магазина 5 проводок.
Предварительно подготовленную заготовку 60 вводят в канал, образованный полой направляющей проводкой 47, проталки5 вают ее через клиновые губки 55 клиновых зажимов 48, уплотнительную втулку 11, направляющий корпус 14 до контакта с деформирующей матрицей 12. Создают давление рабочей среды в корпусе 53 клиновых зажимов 48, последовательно создают давле0 ние рабочей среды в контейнере 1, например, гидравлическим прессом, одновременно включают привод 29 вращения ходовых винтов 19 и 20, которые непрерывно вращаются с постоянной скоростью.
5 .. „,
Устройство таким образом подготовлено
к деформации заготовки.
Раздвижные гайки 27 и 28, размещенные в гнезде поперечин 21, фиксируются в исходном положении следующим образом. Гай0 ка 27.открыта, а гайка 28 замкнута на рабочий ходовой винт 20, отводной ходовой винт 19 освобожден и поперечина 21 может перемещаться в направлении прессования. Клиновые губки 55 клинового зажима 48, с которым связана поперечина 21, зажаты
5 конусной обоймой 54 и удерх ивают заготовку 60 в процессе ее подачи.
Раздвижные гайки 27 и 28, размещенные в поперечине 22 в исходном положении, зафиксированы так: гайка 27 замкнута на отводной винт 19, а гайка 28 открыта, т. е.
0 рабочий винт 20 освобожден и поперечина 22 может перемещаться в направлении, обратном прессованию.
Клиновые губки 55 клинового зажима 48, с которым соединена поперечина 22, освог бождены и позволяют двигаться поперечине 22 вместе с зажимом 48 назад относительно заготовки 60.
При достижении поперечиной 22 своего крайнего правого положения, а она достигает его, когда поперечина 21 находится
0 на расстоянии 0,8 от величины полного рабочего хода поперечины от балки 23 до балки 24 вследствие того, что отводной винт 19 имеет резьбу с шагом большим, чем рабочий 20, дан сигнал от путевого вык,1ючателя на переключение раздвижных гаек поперечи5 ны 22, происходит замыкание поперечины на рабочий винт 20 и она совместно в течение некоторого времени на отрезке 0,2 от величины полного рабочего хода с поперечиMi-ii OO f заготовку в напри
ч а|111Я.
гии. г1 г и юиеречиной 21 I l urn o i ;p.;u iiu4Г .i-:u4 (i положения ностунае-г сиг- пал 1 н|)(исх(.-ди-г переключение ее на OTFiO. SiliHT 19.
1ри совершении же поперечиной 22 хода неличиной 0,8 от величины полного рабочего хода поступает сигнал от путевого выключателя на переключение раздвижных гаек 27 и 28, размещенных в поперечине 21, которая к времени из-за отличий в niare резьбы занимает свое крайнее правое положение.
Поперечипа 21, как и поперечина 22, получает возможность перемещаться в направлении подачи, клиновые губки клинового зажима зажимают заготовку и передают ей необходимое осевое усилие нодачи.
При этом осуществляется соЕ мещепие движений двух поперечин с клиновыми за- в направлении подачи с равной скоростью па участке, равном 0,2 от величины полного рабочего хода. Этим достигается непрерывность и равномерность подачи заготовки без пауз на нерек,почения поперечин и выхода па установившийся период пере- мешепия с постоянной скоростью.
При достижении поперечиной 22 своего крайнею левого положения поступает сигпал па переключение ее на отводной винт 19, и цикл по54торяется.
Механизм замыкания раздвижных гаек работает следующим образом.
Силовой элемент приводной зубчатой рейки 39 обеспечивает поворот вала 37 с ку- .. шчками строго на 180° в одну и другую сгорои1)1. При поступлении сигнала в требуемый момент от путевого выключателя приводная зубчатая рейка 39, передвигаясь, через 1пестерню 38 поворачивает вал 37 с ку- лач.ками-эксцентриками 35 и 36, при этом пара ползушек 33 и 34, перемещ,аясь каждая под воздействием своего кулачка-эксцентрика (33 и 35, 34 и 36), передвигает связанные с ними половины гаек 27 и 28, причем одна гайка замыкается, а другая размыкается, например половины гайки 27 перемещаются к колонне 19 и замыкают ее, а половины гайки 28 перемещаются наоборот от колонны 20 и освобождают ее. С фиксированным поворотом на 180° происходит полное открытие одной гайки и замыкание другой гайки.
Так как кулачки 35 и 36 сдвинуты по фазе на 180°, в случае замкнутой гайки ось кулачков-эксцентриков совпадает с направлением нормального размыкающего усилия гайки, опрокидывающий момент минимальный, что обеспечивает надежное замыкание, в случае открытой гайки обеспечивается максимальное разведение ее половин.
Непрерывно подаваемая заготовка деф(:)ми|1 ется чеооз деформирующую матрн 1 1)д п(): .. м радиального давления
ч1.1;, м. | и ocoiioio усилия, сообщаемого
i:ir:i :. Лом Охч-иой нодачи.
5
0
5
0
5
0
5
0
5
,Цля осуществления следуюшег о марщру- T.i. при пг реходе к деформации за|-отовки другого диаметра, сбрасывают давление i; контейнере, заменяют деформирующий компакт-блок 3, извлекая его из канала контейнера как один сборный узел и устанавливая предварительно подготовленный с требуемыми размерами направляющего корпуса и матриц, выключают привод 29 вращения Ko;ioHH узла осевой нодачи и поднимает приводом 31 качапия подъемно-качающийся стол 18 вместе с колоннами 19 и 20 и установленными на них ноперечинами 21 и 22. UJapHHpHbie соединения 30 позволяют осуществить эту операцию без отсоединения привода 29 вращения, быстроразъемное соединение ползункового типа поперечин 21 и 22 с клиновыми зажимами 48 на проводках 47 обеспечивает освобождение при этом магазина проводок.
Фиксировапным поворотом магазина 5 проводок барабанного типа выводят на ось прессования очередного требуемого размера проводку с парой соответствующих клиновых зажимов и стопорят его. Затем опускают подъемпо-качаюн1ийся стол узла 4 осевой подачи и связывают его поперечины с клиповыми зажимами, выведенными на ось обработки быстрораз ьемным соединением.
В этом заключается этап подготовки устройства к очередному .маршруту прессова- пия.
Указанная конструктивная особенность создает условия реализации производительного процесса многомаршрутного гидропрессования, обеспечивающего, кроме того, высокое качество изделий, облегчает условия обслуживания устройства. Устройство может быть использовано для деформации жидкостью высокого давления прутковых и проволочных заготовок неограниченной длины в щироком диапазоне их свойств и копструкций с достижением высокого качества изделий.
Формула изобретения
. Устройство для гидростатического прессования заготовок неограниченной длины, содержащее контейнер с уплотнительной втулкой и деформирующей матрицей, размещенными соосно в рабочей камере контейнера, полую проводку с подвижными клиновыми зажимами и узел осевой подачи заготовки, выполненный в виде пары поперечин, связанных с клиновыми зажимами и установленных на ходовых винтах с возможностью возвратно-поступательного перемещения одна относительно другой, закрепленные на общей силовой раме, а также средство создания давления рабочей среды, соединенное каналом с рабочей камерой контейнера, отличающееся тем, что, с целью повышения производительности за счет сокращеПИЯ Hj/емеии ;а,: а,;,ки на очередн) тииорл,- - мер ;iai-(), оно снабжено двумя травс(- сами, iioc:K ;i;)i :-rre, установ.-1еи11ЫМ1 на раме со c l ipoii,: юдачи заготовки, магазином барабанного типа с дополнительными проводками, имеющими клиновые зажимы, установленным между траверсами с возможностью фиксированного поворота, подъемно- качающимся столом, размещенным на траверсах над магазином проводок, и приводом качания стола в виде гидроцилиндра, закрепленного шарнирно на силовой раме, узел осевой нодачи снабжен двумя парами раздвижных гаек с механизмами их замыкания кулачкового типа, установленными попарно в соответствующих поперечинах, ходовые винты выполнены с резьбой противоположного направления и пшгом резьбы на одном винте, большим niara резьбы на другом.
ii шарнирно связан.ы с приводом их вращения, а соединения ноноречип с клиновыми зажимами выполнены разъемными.
2.Устройство по п. 1, отличающееся тем, что каждое раз ьемное соединение поперечины с клиновыми зажимами вьпюлнено д виде вилок на поперечине и б, иГ1мак()в на клнно- вых зажимах.
3.Устройство но пн. 1 и 2, отличающееся тем, что каждая нара гаек поперечин выполнена в виде установленных на соответствую- пхей ноперечине двух размещен1п,1.х одна в другой ползущек, имеюнхнх резьбовые участки на обращенных одна к другой сто ронах и окна, вала с закрепленным на нем
двумя эксцентриками, сдвинутыми по фазе на 180° и установленными в окне соответствующей ползушки, и зубчато-реечного механизма, связанного с валом.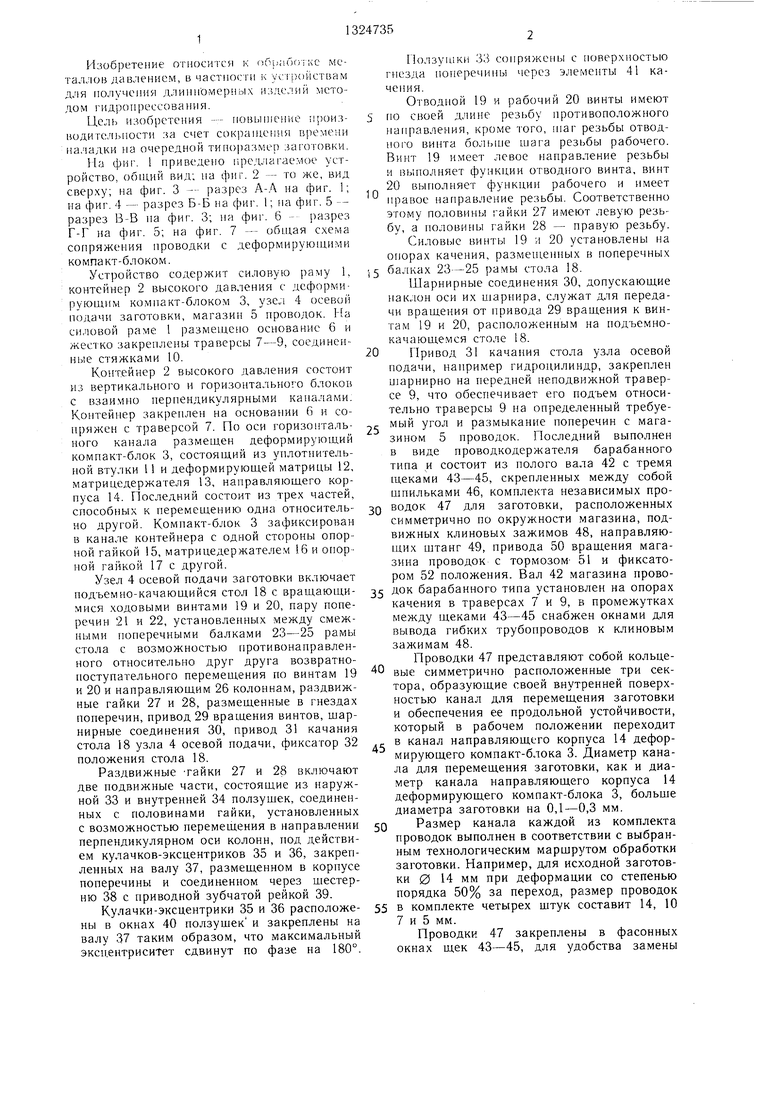
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1282949A1 |
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| Устройство для гидромеханического прессования | 1988 |
|
SU1590147A1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| РАБОЧАЯ КЛЕТЬ | 1998 |
|
RU2129052C1 |

Изобретение относится к обработке металлов давлением и обеспечивает повышение производительности за счет сокращения времени переналадки. Для этого устройство содержит магазин барабанного типа (МВТ) для замены, проводок, подъемно- качающийся стол (ИКС) с размещенным на нем узлом осевой подачи (УОП) заготовки, раздвижные гайки с механизмом замыкания кулачкового типа, а также шарниры, соединяющие ходовые винты УОП с приводом их вращения. МВТ оснащен комплектом проводок согласно технологическому марщруту и фиксируется при совмещении проводки нужного размера с осью обработки. Затем опускается ПКС, и поперечины УОП входят в зацепление с клиновыми зажимами проводки. Заготовка вводится в канал проводки и подается на обработку. Непрерывность и равномерность подачи обеспечивается поочередным включением поперечин УОП. Для перехода на очередной типоразмер деформирующий инструмент заменяется и приподнимается ПКС. Шарнирные соединения позволяют осуществить эту операцию без отсоединения от привода. Затем фиксированным поворотом МВТ выводится на ось обработки проводок очередного размера. 2 3. п. ф-лы, 7 ил. сл оо N3 N | СО СП
Рц.г.
Vf,7825 f / flff/ WrS f 25 Л . .. 23 JnU / / гНМНгтЧ// / / r|n-X
Y/ y/Z//////////////////////A
e
Фиг. 5
ЗЭ
u-ff
2 79,
Фа., ij.
22
55
фиг.5
15 13 Г2 60 2
J Л Н 16 77 7 J
7
(JOi/e. 7
Составитель А. Гузь
Редактор Н. БобковаТехред И. ВересКорректор М. Пожо
Заказ 2995/7Тираж 582Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
