Изобретение относится к обработке металлов давлением, в частности к устройствам для получения длинномерных изделий методом гидростатического прессования.
Цель изобертения - повышение производительности за счет увеличения усилия осевой подачи, улучшения качества изделий за счет повышения продольной устойчивости заготовки в контейнере и снижение материалоемкости за счет уменьшения габаритных размеров.
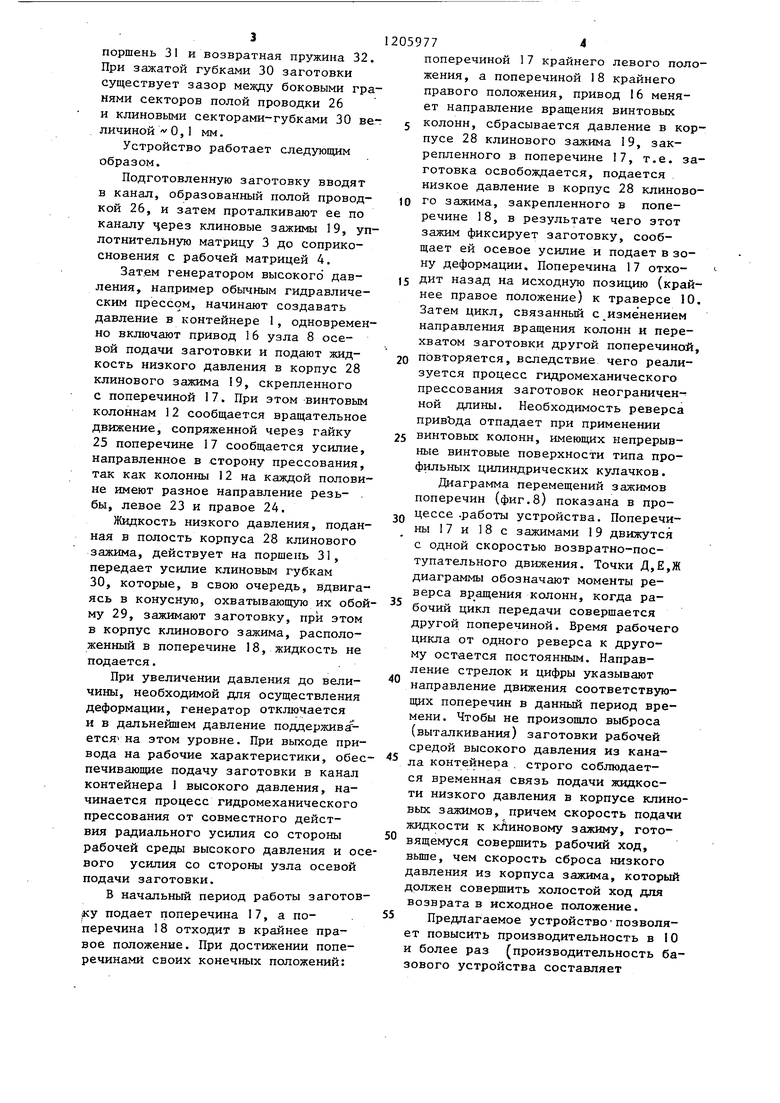
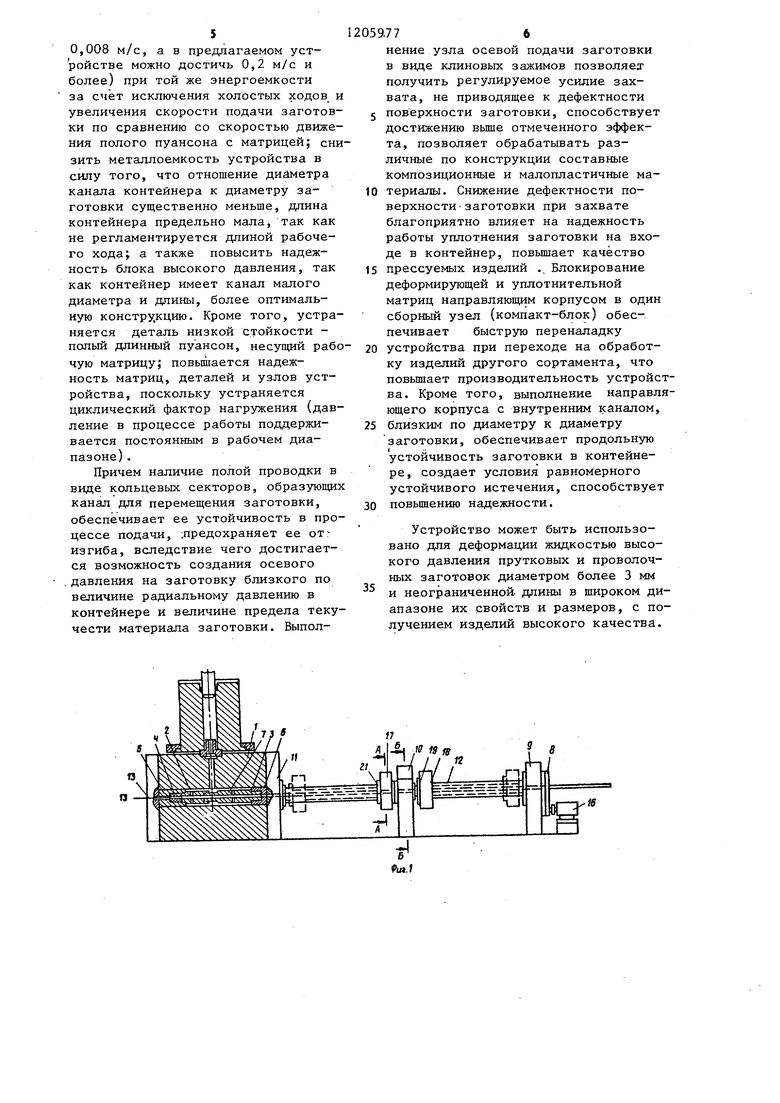
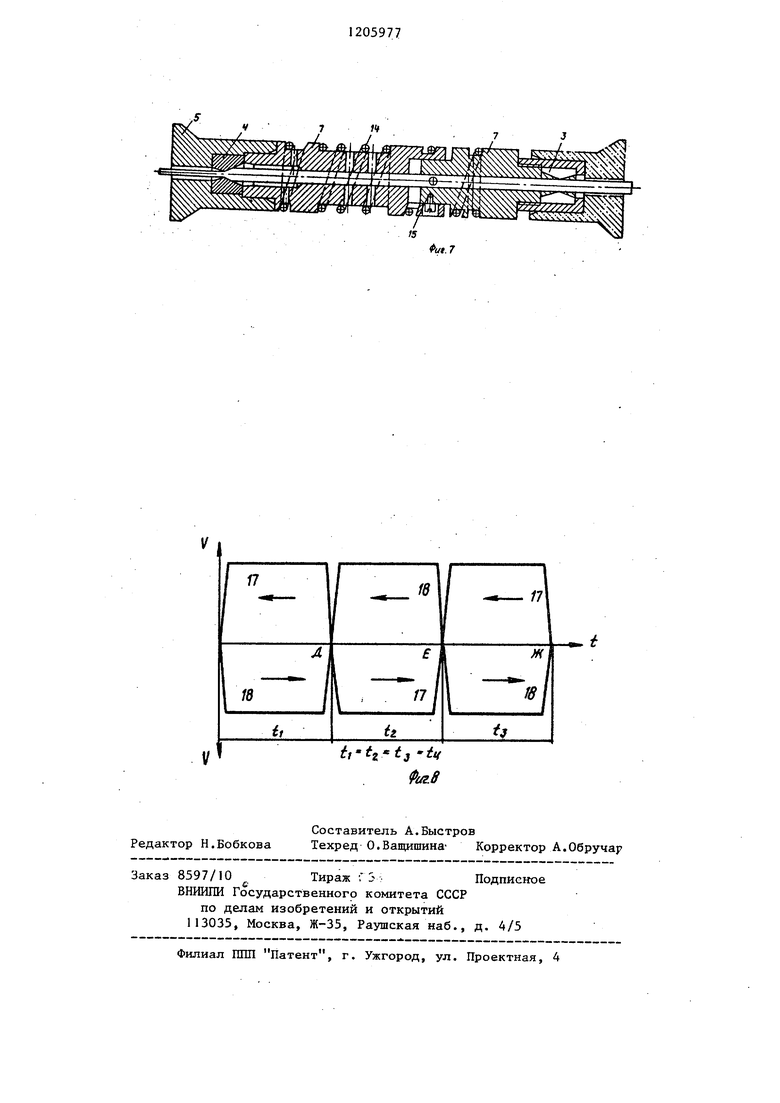
На фиг.1 приведено устройство. общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг.1;на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 ,- разрез В-В на фиг.З; на фиг.6 - разрез Г-Г на фиг.4; на фиг.7- полый направляю- вщй корпус, продольный разрез; на фиг.8 - диаграмма скоростей и перемещений рабочих органов узла осевой подачи заготовки.
Устройство (фиг.1 и 2) содержит контейнер 1 высокого давления, по оси канала 2 которого, размещены уп- лотнительная 3 и рабочая 4 матрицы, матрицедержатели 5 и 6, полый направляющий корпус 7. Вне контейнера размещены узел 8 осевой подачи заготовки с жестко закрепленными траверсами 9-11 с вращающимися колоннами 1 2.
Уплотнительная 3, деформирующая 4 матрицы, матрицедержатель 5 сблокированы полым направляющим корпусом 7 в компакт-блок, зафиксированный в канале 2 контейнера 1 опорной плитой 13 с одной стороны, матрицедер- жателем 6 и траверсой 11 - с другой стороны.
Полый направляющий корпус 7 состо- ит из двух частей (фиг. 7), соединенных пружиной 14 и винтами 15 и способных к перемещению относительно одна другой. Внутренний диаметр направляющего корпуса больше диаметра заготовки на 0,1-0,3 мм.
Направляющий корпус одновременно служит и для обеспечения продольной устойчивости заготовки в корпусе контейнера.
Узел В осевой подачи (фиг.1), расположенный вне контейнера 1 , включает неподвижные .траверсы 9- 11, жестко закрепленные относительно контейнера 1, две параллельно и
12059772
симметрично расположенные относительно оси заготовки вращающиеся колонны 12, имеющие на концевых участках винтовые поверхности проти5 воположного направления, вращаемые приводом 16, по вращающимся колоннам 12 перемещаются поперечины 17 и 18, снабженные клиновыми зажимами 19.
Вращающиеся колонны 12 (фиг.2) имеют по три опоры : опоры 20 и 21 качения, расположенные на траверсах II и 9, и опору 22 скольжения, расположенную на траверсе
10. Каждая вращающаяся колонна 12 имеет на концевых участках винтовые поверхности противоположного направления, т.е. от траверсы 11 до траверсы 10 колонны имеют, например,
левую резьбу 23 (упорную, трапецеидальную и т.д.) , а ОТ траверсы 10 до траверсы 9 - правую резьбу 24. Эти поверхности могут быть также выполнены непрерывными типа
профильных гребней или пазов цилиндрических кулачков, имеющие . участки рабочего и холостого ходов (подачи и отвода), что исключает необходимость реверсирования приво30 да.
Поперечины 17 и 18 имеют возможность совершить возвратно-поступательное движение по вращающимся колоннам 12 через гайки 25,
35 закрепленные в расточках поперечин. По оси заготовки между траверсами 1 1 и 9 (фиг,2) расположена и закреплена в гнездах траверс 9-1I полая проводка 26, которая пред40 ставляет собой кольцевые симметрично расположенные относительно по- , верхности заготовки три сектора 27, образующие своей внутренней поверхностью канал для перемещения
45 заготовки (фиг.З и 4). Диаметр ка- . нала больше диаметра заготовки на 0,1-0,3 мм, ось его совпадает с осью уплотнительной 3 и рабочей 4 матриц.
5Q Клиновые зажимы 19 содержат корпус 28, жестко закрепленные в расточке поперечин 17 и 18, в которых размещены конусная обойма 29 с клинообразными окнами по форме сечения
55 проводки 26, клиновидные губки 30, размещенные между боковыми гранями секторов, образующих полую проводку 26 с зазором 0,05-0,1 мкм.
3
поршень 31 и возвратная пружина 32. При зажатой губками 30 заготовки существует зазор между боковыми гранями секторов полой проводки 26 и клиновыми секторами-губками 30 величиной 0, 1 мм.
Устройство работает следующим образом.
Подготовленную заготовку вводят в канал, образованный полой проводкой 26, и затем проталкивают ее по каналу через клиновые зажимы 19, уп лотнительную матрицу 3 до соприкосновения с рабочей матрицей 4.
Затем генератором высокого давления, например обычным гидравлическим прессом, начинают создавать давление в контейнере 1, одновременно включают привод 16 узла 8 осевой подачи заготовки и подают жидкость низкого давления в корпус 28 клинового зажима 19, скрепленного С поперечиной 17. При этом винтовым колоннам 12 сообщается вращательное движение, сопряженной через гайку 25 поперечине 17 сообщается усилие, направленное в сторону прессования, так как колонны 12 на каждой половине имеют разное направление резь- . бы, левое 23 и правое 24.
Жидкость низкого давления, поданная в полость корпуса 28 клинового зажима, действует на поршень 31, передает усилие клиновым губкам 30, которые, в свою очередь, вдвигаясь в конусную, охватывающую их обому 29, зажимают заготовку, при этом в корпус клинового зажима, расположенный в поперечине 18, жидкость не подается.
При увеличении давления до величины, необходимой для осуществления деформации, генератор отключается и в дальнейшем давление поддержив - ется на этом уровне. При выходе привода на рабочие характеристики, обепечивающие подачу заготовки в канал контейнера 1 высокого давления, начинается процесс гидромеханического прессования от совместного действия радиального усилия со стороны рабочей среды высокого давления и о вого усилия со стороны узла осевой подачи заготовки.
В начальный период работы заготов |Ку подает поперечина 17, а поперечина 18 отходит в крайнее правое положение. При достижении поперечинами своих конечных положений:
059774
поперечиной 17 крайнего левого положения, а поперечиной 18 крайнего правого положения, привод 16 меняет направление вращения винтовых
5 колонн, сбрасывается давление в корпусе 28 клинового зажима 19, закрепленного в поперечине 17, т.е. заготовка освобождается, подается низкое давление в корпус 28 клиново)0 го зажима, закрепленного в поперечине 18, в результате чего этот зажим фиксирует заготовку, сообщает ей осевое усилие и подает в зону деформации. Поперечина 17 отхо)5 дит назад на исходную позицию (крайнее правое положение) к траверсе 10, Затем цикл, связанный с изменением направления вращения колонн и перехватом заготовки другой поперечиной,
20 повторяется, вследствие чего реализуется процесс гидромеханического прессования заготовок неограниченной длины. Необходимость реверса привЪда отпадает при применении
25 винтовых колонн, имеющих непрерывные винтовые поверхности типа профильных цилиндрических кулачков. Диаграмма перемещений зажимов поперечин (фиг.8) показана в про,Q цессе -работы устройства. Поперечины 17 и 18с зажимами 19 движутся с одной скоростью возвратно-поступательного движения. Точки Д,Е,Ж диаграммы обозначают моменты реверса вр ащения колонн, когда рабочий цикл передачи совершается другой поперечиной. Время рабочего цикла от одного реверса к другому остается постоянным. Направление стрелок и цифры указывают направление движения соответствующих поперечин в данный период времени. Чтобы не произошло выброса (выталкивания) заготовки рабочей средой высокого давления из канала KOHTeJfHepa . строго соблюдается временная связь подачи жидкости низкого давления в корпусе клиновых зажимов, причем скорость подачи жидкости к кЛиновому зажиму, гото вящемуся совершить рабочий ход, выше, чем скорость сброса низкого давления из корпуса зажима, который должен совершить холостой ход для возврата в исходное положение.
55 Предлагаемое устройство-позволяет повысить производительность в IО и более раз (производительность базового устройства составляет
40
45
0,008 м/с, а в предлагаемом устройстве можно достичь 0,2 м/с и более) при той же энергоемкости за счет исключения холостых ходов увеличения скорости подачи заготовки по сравнению со скоростью движения полого пуансона с матрицей; снзить металлоемкость устройства в силу того, что отношение диаметра канала контейнера к диаметру заготовки существенно меньше, длина контейнера предельно мала, так как не регламентируется длиной рабочего хода а также повысить надежность блока высокого давления, так как контейнер имеет канал малого диаметра и длины, более оптимальную конструкцию. Кроме того, устраняется деталь низкой стойкости - полый длинный пуансон, несущий рабочую матрицу; повышается надежность матриц, деталей и узлов устройства, поскольку устраняется циклический фактор нагружения (давление в процессе работы поддерживается постоянным Б рабочем диапазоне) ,
Причем наличие полой проводки в виде кольцевых секторов, образующих канал для перемещения заготовки, обеспечивает ее устойчивость в процессе подачи, предохраняет ее отг изгиба, вследствие чего достигается возможность создания осевого давления на заготовку близкого по величине радиальному давлению в контейнере и величине предела текучести материала заготовки. Выпол059,776
нение узла осевой подачи заготовки в виде клиновых зажимов позволяет получить регулируемое усилие захвата, не приводящее к дефектности 5 поверхности заготовки, способствует достижению вьше отмеченного эффекта, позволяет обрабатывать различные по конструкции составные композиционные и малопластичные ма10 териалы. Снижение дефектности поверхности-заготовки при захвате благоприятно влияет на надежность работы уплотнения заготовки на входе в контейнер, повьш ает качество
15 прессуемых изделий . Блокирование деформирующей и уплотнительной матриц направляющим корпусом в один сборный узел (компакт-блок) обеспечивает быструю переналадку
20 устройства при переходе на обработку изделий другого сортамента, что повьш1ает производительность устройства. Кроме того, выполнение направляющего корпуса с внутренним каналом, 25 близким по диаметру к диаметру
заготовки, обеспечивает продольную устойчивость заготовки в контейнере, создает условия равномерного устойчивого истечения, способствует 30 повышению надежности.
Устройство может быть использовано для деформации жидкостью высокого давления прутковых и проволочных заготовок диаметром более 3 мм и неограниченной, длины в широком диапазоне их свойств и размеров, с получением изделий высокого качества.
- /3 75 Л ЦЧ IL гт ffea
i 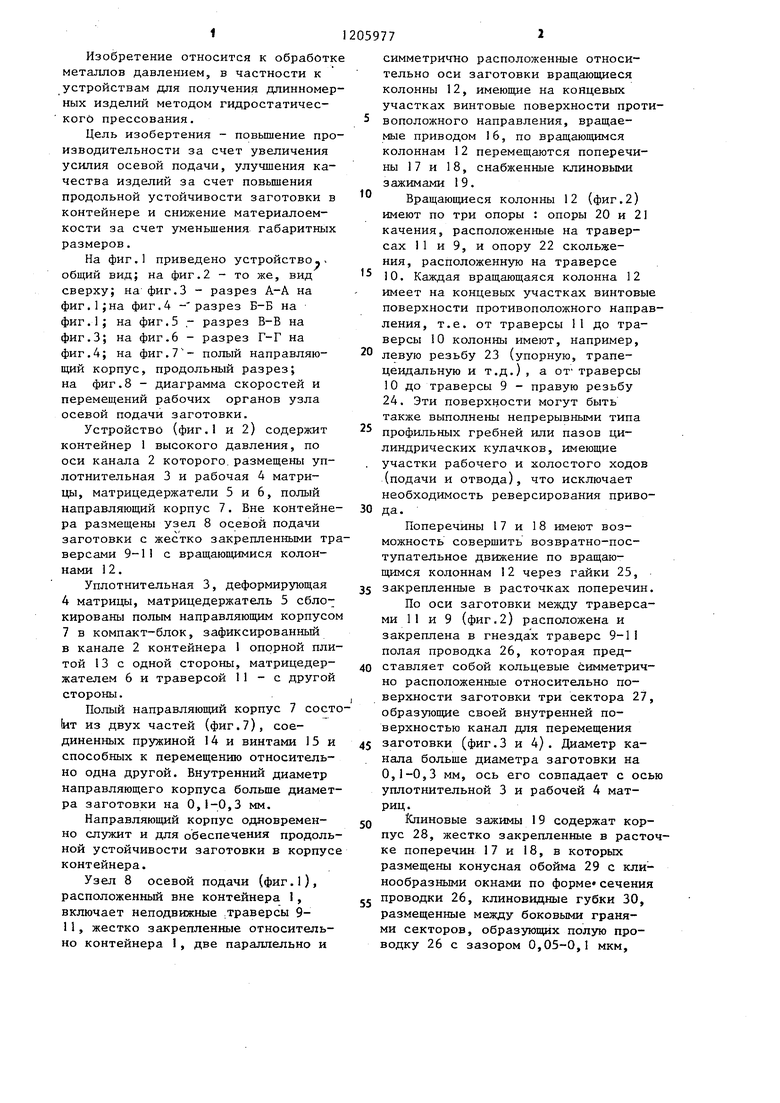
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1282949A1 |
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1324735A1 |
| Устройство для гидромеханического прессования | 1988 |
|
SU1590147A1 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| Узел осевой подачи заготовки к устройству для непрерывного гидропрессования изделий | 1988 |
|
SU1668003A1 |
| Узел захвата заготовки устройства для непрерывного гидростатического прессования | 1986 |
|
SU1382567A1 |
| Устройство для непрерывной гидроэкструзии заготовок | 1982 |
|
SU1044374A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU421539A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
С 25
гу 12
С
JatomoSfia
6
17
Л
.8
Составитель А.Быстров Редактор Н.Бобкова Техред О.Ващишина- Корректор А.Обручар
Заказ 8597/10 Тираж ГЗПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
16
17
i
т
| ВСЕСОЮЗНАЯ ПАТЕНТНО ::;::.;я':.^' ^^ | 0 |
|
SU372003A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великобритании № 1155599, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Преобразователь уровней напряжения | 1984 |
|
SU1167725A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
