1 1
Изобретение относится к контактной сварке и может быть использовано для управления процессом точечной сварки.
Целью изобретения является повы- шение точности управления процессом сварки.
На чертеже представлены графики изменения во времени сварочного тока, напряжения, сопротивления и скорости изменения сопротивления между деталями.
Способ управления контактной свар ,кой заключается в том, что в
процесс
сварки контролируют величину свароч- ного тока и напряжения между злектро дами, интегрируют произведение этих величин, характеризующее энергию, выделяемую в сваро.чном контакте, и сравнивают с заданным значением пара метра, определенного опытным путем. Интегрирование начинают в момент времениj когда скорость изменения сопротивления между деталями достигнет заданного значения.
Общее сварочное сопротивление складывается из контактных сопротивлений и сопротивления самих деталей причем первые из указанных сопротивлений в процессе сварки уменьшаются а второе с ростом температуры увеличивается.
Из-за различия состояния поверхности деталей контактные сопротивления имеют случайный разброс. Достижение экстремального значения скрости изменения сопротивления характеризует то, что контактное сопротивление резко уменьшается из-за рарушения окисной пленки и образования жидких участков в контакте, устраняющих микрозазоры между деталями
Эта стадия происходит интенсивно и ее влияние на сопротивление между деталями, является более значимым, чем повьш1ение температуры. Далее контактное сопротивление вступает в стадию стабилизации и начинается стдия превалирования возрастающего с повышением температуры сопротивлени самих свариваемых деталей, которая не подвержена значительным случайным воздействиям и выделение тепла подчиняется закону Джоуля-Ленца
г Q jl-V-dt,
I. где ( - энергия, выделяемая
такте;
в кон
5
I V t,
10
20
25
30
35
40
45
50
55
сварочный ток; напряжение между деталями; время достижения заданного значения изменения сопротивления; текущее время второй стадии
процесса.
Такая кинетика процессов приводит к образованию отрицательного экстремума, который, как показывают эксперименты, превышает остальные флуктуационные пики, если сварка выполняется на режимах с образованием ядра расплавления.
По этому экстремуму из предварительных экспериментов назначается та скорость изменения сопротивления, начиная с которой осуществляется расчет энергии, вложенной в зону сварки, В результате введения нового пара- метра управления качественно повышается стабильность и степень связи между контролируемым параметром и свойствами сварного соединения за счет того, что момент начала измерения энергии определяется непосредственно во время сварки для каждых конкретных свариваемьк деталей и в стабильных условиях.
Технически способ осуществляется
следующим образом.
С самого начала сварки контролируется скорость изменения сопротивления посредством измерения отношения напряжения к току и если требуется вычисляется производная по времени с помощью ЭВМ (не представляет
трудности разработать специальное устройство.
При медленном изменении тока (медленнее, чем функция ., где I - сварочный ток; t - время) предлагае- мьм методом измеряется производная (скорость изменения) сопротивления, а при быстром изменении тока - сопротивление. В зависю ости от характера изменения тока в области, в которой предполагается окончание первой стадии, вычисляют производную или получают ее сразу. После достижения заданной скорости изменения сопротивления измеряется интеграл произведения тока и напряжения между деталями. Расчет интеграла может быть выполнен с помощью ЭВМ или специального устройства. Были проведены эксперименты: сваривались детали из никеля толщиной 0,3 мм на установке ССП-2 методом-контактной двусторонней сварки синусоидальным током одним полупериодом, максимальное значение тока 6000 А. Количество образцов 200 шт. Образцы сваривались с управлением по прототипу и по предлагаемому способу, а затем разрьгеались. Обработка результатов показала, что коэффициент корреляции между энергией, подсчитанной по первому методу, и усилием на раз- рыв составляет 0,83, во втором случае 0,92, что свидетельствует о повышении точности управления процессом в два раза. Сварка токоотводов источников тока показала следующие результаты: прочность на разрыв образцов без управления процессом сварки 2544 кг, прочность на разрыв с уп равЯением процессом по предлагаемому изобретению кг.
1283004
Формул
а изобретен
и я
Способ управления контактно, точечной сваркой, при котором в п роцес- се сварки контролируют сварочньп ток и напряжение между электродами, интегрируют произведение этих величин, характеризующее энергию, вьщеляемую в сварочном контакте и сравнивают с заданным значением этого параметра, определяемым опытным путем, отличающийся тем, что, с целью повышения точности управления, интегрирование начинают в момент времени -, когда скорость изменения сопротивления меяоду дета лями достигнет заданного значения , равного величине наибольшего отрицательного экстремума.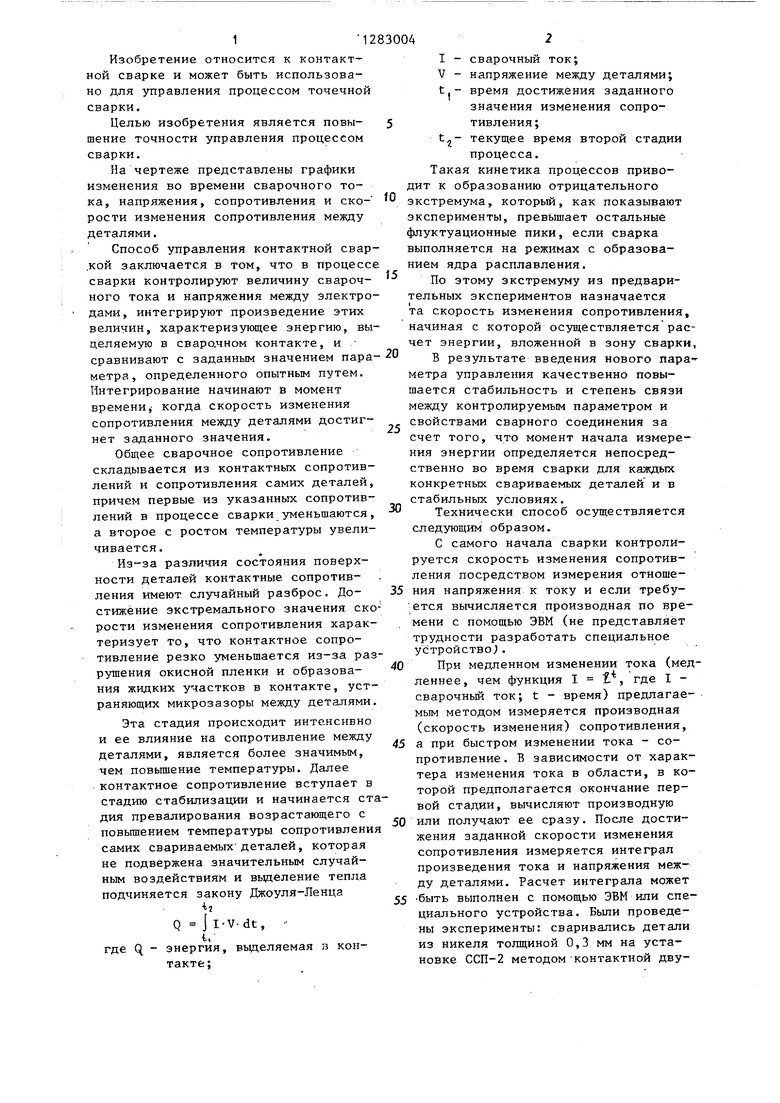
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1991 |
|
RU2025239C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Способ контактной стыковой сварки оплавлением металлических труб | 2024 |
|
RU2837196C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ контроля процесса контактной сварки | 1984 |
|
SU1232429A1 |
O,5lrrrcn.
г///тг ух
Редактор Т. Парфенова
Составитель Л. Комарова
Техред И.Попович Корректор А. Обручар
Заказ 7337/10тираж 972 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| ОРАЛЬНО РАСПАДАЮЩИЙСЯ ПОРОШОК, СОДЕРЖАЩИЙ ЦИЛОСТАЗОЛ И МАННИТ | 2006 |
|
RU2426529C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
