Изобретение относится к машиностроению, а именно к способам опре- делен.ия оптимальных режимов резания, и может быть использовано при определении оптимальных скоростей резания при шлифовании твердых сплавов.
Целью изобретения является снижение трудоемкости способа Путем выбора оптимальной скорости резания, обеспечивающей минимальную величину остаточных ориентированных напряжений в цементирующей фазе.
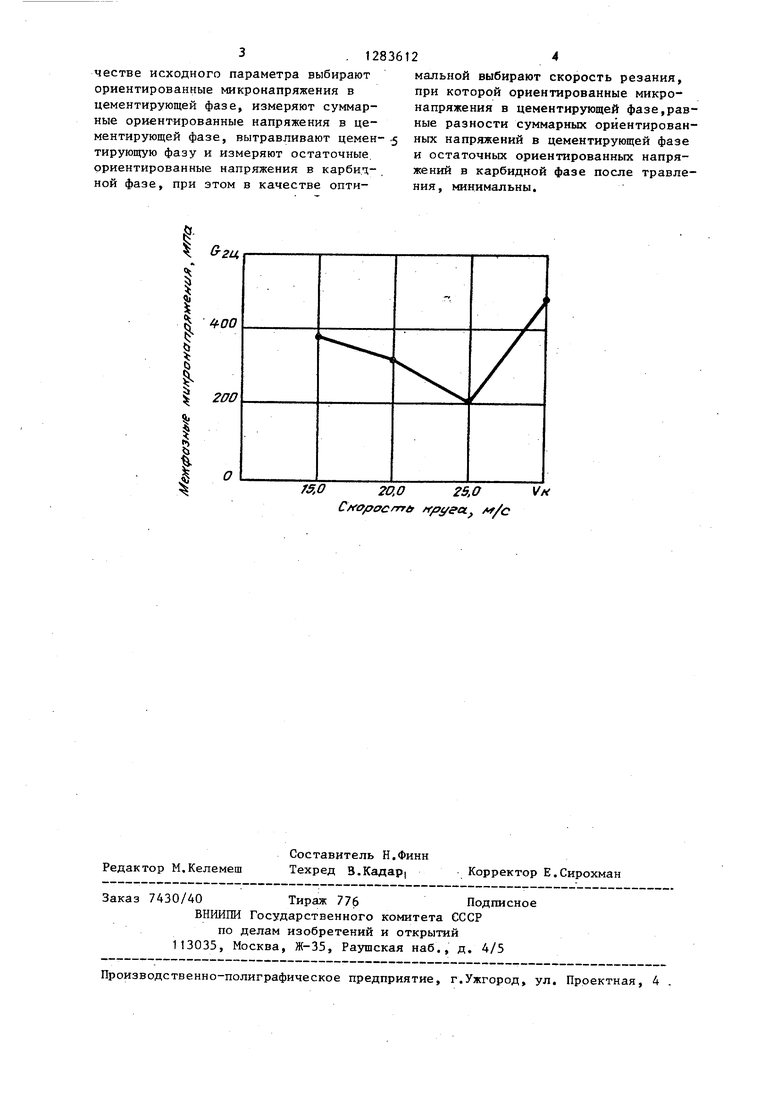
На чертеже показан график изменения ориентированных напряжений сжатия в цементирующей фазе на различных скоростях или глубинах резания.
Для осуществления способа измеряют суммарные ориентированные напряжения в цементирующей фазе, разделяют суммарные ориентированные напряжения на макро- и микронапряжения путем вы- травливания цементирующей фазы и измеряют остаточные ориентированные напряжения в .карбидной фазе. Строят гра- фик изменения ориентированных микро- напряжений в цементирующей фазе 6. в зависимости от скорости резания V При этом ориентированные микронапряжения в цементирующей фазе определяют по формуле
2ц оР ц ор.к J
б - суммарные ориентированные напряжения в цементирующей фазе;
остаточные ориентированные напряжения в карбидной среде после травления,
Of-к
в качестве оптимального выбирают скорость резания, при которой ориентированные микронапряжения в цементирующей фазе минимальны.
Пример реализации способа при заточке режущей пластины из безвольфрамового твердого сплава ТН-20,
(J помощью рентгеновского дифрак- томера Дран-1 замеряют (op. ) остаточные суммарные ориентированные напряжения в цементирующей фазе N-.
После вытравливания цементирующей фазы измеряют (6 ) остаточные ориентированные напряжения в карбидной фазе Т-С, которые после вытравливания цементирующей фазы имеют макроскопический характер.
Значения (6 ) ориентированных микронапряжений в цементирующей фазе приведены в таблице.
Скорость резания,- м/с
Ориентированные микронапряжения растяжения в цементирующей фазе, МПа
15 20
25 30
370 320 200 490
Из таблицы видно, что скорость 25 м/с является оптимальной при заточке, так как это наибольшая скорость, Соответствующая минимальному значению ориентированных микронапряжений растяжения в цементирующей фазе.
Аналогичным способом можно опреде- ;лить оптимальную подачу и глубину резания.
Предложенный способ определ ения оптимальной скорости резания при шлифовании и заточке обладает существеными технико-экономическими преимуществами в сравнении с известными способами, обеспечивая снижение тру- доемкости -и повышение качества обработки. В то время как в известном способе для получения одного замера производят свьше 200 измерений, в описываемом способе - только одно. Данный способ о.существляется с помо-. щью универсального оборудования, без использования с-пециальной аппаратуры. Это упрощает его применение. 1
Формула изобретения
Способ определения оптимальной скорости резания при шлифовании твер- дых сплавов, :5ри котором измеряют
значение исходного параметра при различных скоростях резания, отличающийся тем, что, с целью снижения трудоемкости способа, в качестве исходного параметра выбирают ориентированные микронапряжения в цементирующей фазе, измеряют суммарные ориентированные напряжения в цементирующей фазе, вытравливают цемен- тирующую фазу и измеряют остаточные, ориентированные напряжения в карбидной фазе, при этом в качестве оптимальной выбирают скорость резания, при которой ориентированные микронапряжения в цементирующей фазе,равные разности суммарных ориентированных напряжений в цементирующей фазе и остаточных ориентированных напряжений в карбидной фазе после травления . минимальны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальных режимов резания | 1987 |
|
SU1433641A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569920C1 |
| Способ газового азотирования твердосплавных пластин | 1981 |
|
SU1044676A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570340C1 |
| НЕРАЗРУШАЮЩИЙ СПОСОБ ЭКСПРЕССНОГО ВЫЯВЛЕНИЯ ЗОН НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ СО ШЛИФОВОЧНЫМИ ИЛИ ЭКСПЛУАТАЦИОННЫМИ ПРИЖОГАМИ | 2008 |
|
RU2407996C2 |
| Способ определения оптимальных режимов резания | 1987 |
|
SU1484434A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2007 |
|
RU2356699C1 |
| Способ определения оптимальной скорости резания | 1981 |
|
SU1028426A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ РАБОЧИХ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2015 |
|
RU2612672C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2573451C1 |
Изобретение относится к машиностроению, а именно к способам определения оптимальных режимов резания, и позволяет осуществлять выбор оптимальной скорости резания, обеспечивающей минимальную величину остаточных ориентированных напряжений в цементирующей фазе. Для этого измеряют суммарные ориентированные напряжения в цементирующей фазе, разделяют суммарные ориентированные напряжения на макро- и микронапряжения путем вытравливания цементирующей фазы и измеряют остаточные ориентированные напряжения в карбидной фазе, при этом в качестве оптимальной выбирают ско- .рость резания, при которой ориентированные микронапряжения в цементирующей фазе, равные разности суммар- ных ориентированных напряжений в цементирующей фазе и остаточных ориентированных напряжений в карбидной фазе после травления, минимальны. 1 ил. 1 табл. (Л с: 00 00 а
I
Г5.0 20.О 25.О
Cffopacfrrtr /с
Редактор М.Келемеш
Составитель Н.Финн Техред З.Кадар|
Заказ 7430/40 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
--«-- - - -и.-в «- - .. ..«.«.г
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4 .
Корректор Е.Сирохман
| Способ определения оптимальной скорости резания | 1982 |
|
SU1094724A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
