Изобретение относится к неразрушающему контролю материалов и изделий и может быть использовано для определения размеров дефекта по глубине в поверхностном слое изделия - с помощью ультразвуковых колебаний.
Целью изобретения является повышение точности контроля за счет облучения трещин поверхностными волнами, длина волны которых соизмерима с глубиной трещины.
На чертеже показаны тарировочные зависимости изменения амплитуды ДА сигнала от дефекта от глубины h дефекта и частоты f поверхностной волны. На графике кривая 1 - зависи- . мость при f 10 МГу, 2 - при у, 2,3 МГу и 3 - при 3 0,4 МГу.При
этом
il
4,4;
Li
5,75.
f f
2 3 Ультразвуковой способ контроля
изделий осуществляется следующим образом.
Ультразвуковые преобразователи располагаются по разные стороны от контролируемого участка изделия. На этом участке возбуждают поверхностные ультразвуковые волны с разной частотой, причем частоты выбираются согласно соотношению
fi-«.t п f ,Ь
где п 2 - 6 - коэффициент пропорциональности, учитывающий требуемую точность определения размера дефекта, по глубине. Выбирать коэффициент меньше двух нецелесообразно, так как тарировочные кривые для разных частот получаются очень близкими и количество частот и тарировочных кривых будет необоснованно увеличено. Если этот коэффициент больше шести, то, как показали эксперименты, точность определения размера дефекта по глубине и надежность его выявления уменьшаются. Принимают сигналы, прошедшие зону контроля. Измеряют на каждой частоте амплитуду сигнала от дефекта Амплитуду, полученную для каждой частоты, сравнивают с амплитудой сигна
5
0
5
0
5
0
5
ла, полученной для данной частоты на бездефектном участке. Фиксируют на каждой частоте изменение сигнала от поверхностного дефекта. Причем, как видно из представленных графиков, скорость изменения амплитуды сигналов зависит от глубины трещины и частоты поверхностных волн. Чем меньше глубина трещины, тем вьш1е должна быть частота поверхностных волн, при которых происходит резкое изменение амплитуды сигналов от дефектов. Соответственно, этот частотный -диапазон является наиболее информативным при контроле. Увеличение размеров трещины требует уменьшения частоты облучения. По зафиксированным изменениям амплитуды сигнала определяют .частоту, на которой это изменение максимальное, и по этому максимальному изменению амплитуды сигнала устанавливают трещины.
Формула изобретения
Ультразвуковой способ контроля изделий, заключающийся в том, что возбуждают в контролируемом изделии на заданной частоте поверхностную волну, принимают сигнал от поверхностного дефекта, измеряют амплитуду этого сигнала, сравнивают ее с эталонным значением и по изменению амплитуды сигнала определяют глубину поверхностного дефекта, отличающийся тем, что, с целью повышения точности контроля, дополнительно возбуждают в контролируемом изделии поверхностные волны на других частотах, величины которых выбираются из соотношения
п f,
где п 2 - 6,- коэффициент пропорциональности,
фиксируют на каждой частоте изменение сигнала от поверхностного дефекта, а глубину дефекта определяют по изменению амплитуды сигнала на той частоте на которой это изменение максимальное.
30
20
3 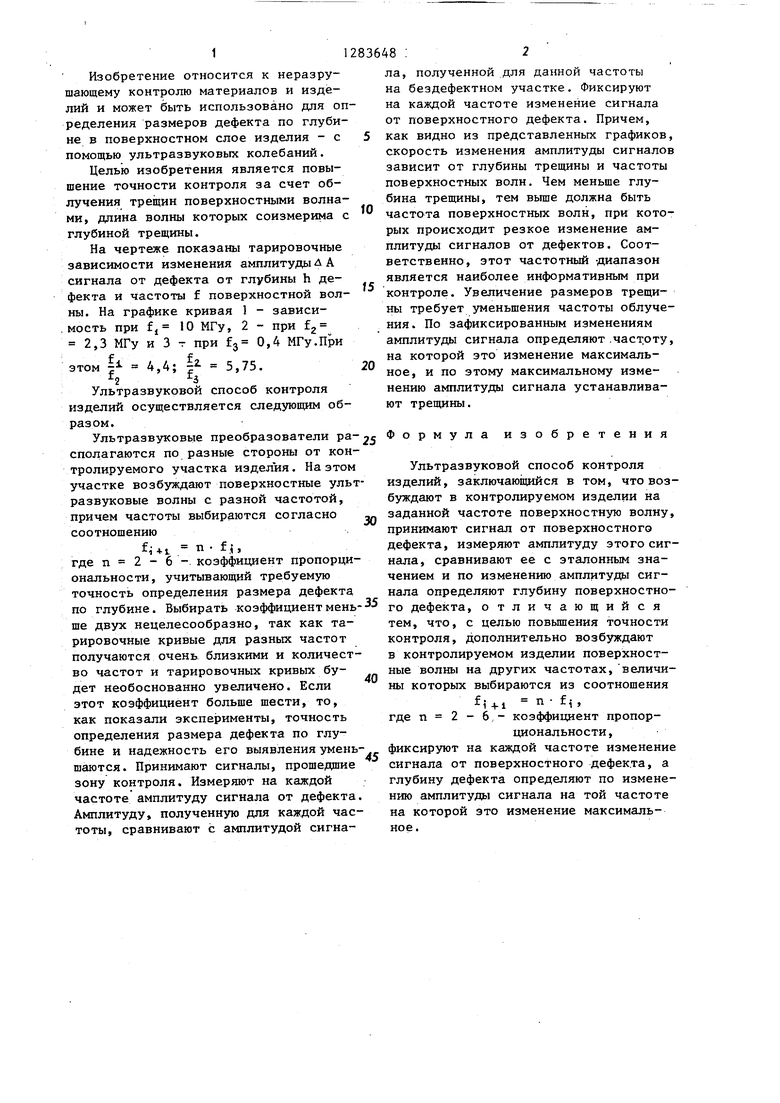
| название | год | авторы | номер документа |
|---|---|---|---|
| Акустический способ контроля качества изделий | 1988 |
|
SU1603291A1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ АКУСТИЧЕСКИМИ ПОВЕРХНОСТНЫМИ ВОЛНАМИ | 2011 |
|
RU2451931C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ДЕФЕКТОВ С ПОМОЩЬЮ ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ ВОЛН | 2013 |
|
RU2569039C2 |
| Способ определения механической структуры изделий | 1976 |
|
SU605170A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ КОНЦЕНТРАЦИИ МАГНИТНЫХ СУСПЕНЗИЙ | 2013 |
|
RU2520166C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| Способ неразрушающего контроля на основе магнитно-резонансного эффекта для определения наличия дефектов сплошности и локальной структурной неоднородности в металлопрокате, изготовленном из ферромагнитных сплавов, и устройство для его осуществления | 2024 |
|
RU2824299C1 |
| Способ контроля глубины дефектов типа "складка" в изделиях из стеклопластиковых материалов ультразвуковым методом | 2022 |
|
RU2788337C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |

Изобретение относится к.области неразрушающего контроля материалов и изделий. Целью изобретения является повышение точности контроля за счет облучения трещин поверхностными волнами, длина которых соизмерима с глубиной трещины. В контролируемом изделии возбуждают поверхностные волны на разных частотах, величины которых выбираются из соотношения п х X f J, где п 2-6 - коэффициент пропорциональности, принимают сигнал ОТ дефекта, фиксируют на каждой из этих частот изменение амплитуды сигнала, а глубину дефекта определяют по мак-. симальному изменению амплитуды сигнала. 1 ил. I (Л 00 09 О5 42 00
Редактор М.Циткина
Составитель Г.Федоров
Техред Л.Сердюкова Корректор Ё.Сирохман
Заказ 7432/42 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Способ определения размера дефекта в изделии | 1977 |
|
SU643796A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Викторов И.А | |||
| Звуковые поверхностные волны в твердых телах | |||
| - Н.: Наука, 1981, с.150-159. | |||
