Известны устройства для изготовления труб и других нрофилей, сребренных изнутри, методом выдавливания на оправке из контейнера через матрицу.
Описываемое устройство по сравнению с известными ие требует отдельного привода для оправки. Для этого справка помещена в рубашке, установленной неподвижно внутри контейнера и отделяющей оправку от слитка.
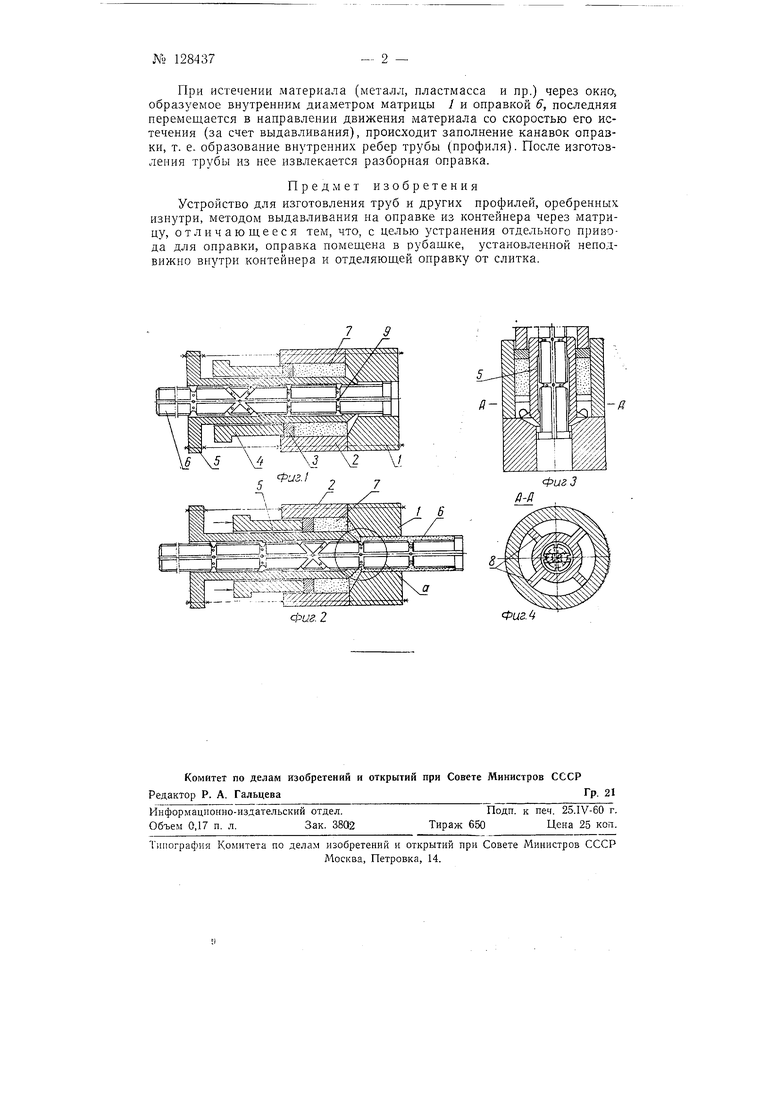
На фиг. 1 схематически изобралсено устройстве (до начала прессования); на фиг. 2 - то же (в процессе прессования); на фиг. 3 - то же, с отражателем материала, имеющим засекатели (до начала пресссвапия); на фиг. 4 - то же, в разрезе по А-А на фиг. 3.
Устрсйствс содержит матрицу /, контейнер 2, пресс-щайбу 3, прессщтемпель 4, рубашку 5 и оправку 6.
Оправка 6 размещена в рубащке 5, которая установлена неподвижно внутри контейнера 2 и отделяет оправку 6 от слитка 7. Рубащка 5 может быть выпслнена с рассекателями 8 (см. фиг. 3 и 4) или без них (см. фиг. 1 и 2); в первом случае сна может быть применена для самозаваривающихся материалов при всестороннем сжатии и при отсутствии на поверхности рассекателей 8 технологической смазки. Оправка.5 выпслнена разъемной в продольном направлении для возможности ее изъятия из пологе профиля. На наружной поверхности оправки проточены канавки в любом направлении (продольном, поперечном и т. д.) по конфигурации и направленности-внутренних ребер изготавливаемой трубы (или другого профиля). Для выхода воздуха (смазки и др.) вдоль поперечных канавок оправки имеются мелкие радиальные отверстия 9. Сочетание рубашки, оправки и матрицы образует направляющий аппарат (место а на фиг. 2), т. е. определенной конфигурации сопло, вдоль которого течет материал при воздействии на неге усилия от пресс-штемпеля 4.
При истечении материала (металл, пластмасса и пр.) через окно, образуемое внутренним диаметром матрицы / и оправкой 6, последняя перемещается в направлении движения материала со скоростью его истечения (за счет выдавливания), происходит заполнение канавок оправки, т. е. образование внутренних ребер трубы (профиля). После изготовления трубы из нее извлекается разборная оправка.
Предмет изобретения
Устройство для изготовления труб и других профилей, оребрениых изнутри, методом выдавливания на оправке из контейнера через матрицу, отличающееся тем, что, с целью устранения отдельного привода для оправки, оправка помещена в рубашке, установленной неподвижно внутри контейнера и отделяющей оправку от слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Инструмент для прессования труб преимущественно из тугоплавких металлов | 1988 |
|
SU1579597A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Способ изготовления труб,оребренных изнутри | 1975 |
|
SU1069898A1 |
| Способ прессования полых профилей | 1961 |
|
SU143009A1 |
| Устройство для гидропрессования винтообразных профилей | 1982 |
|
SU1067668A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
Фиг. 2 Фиг.
