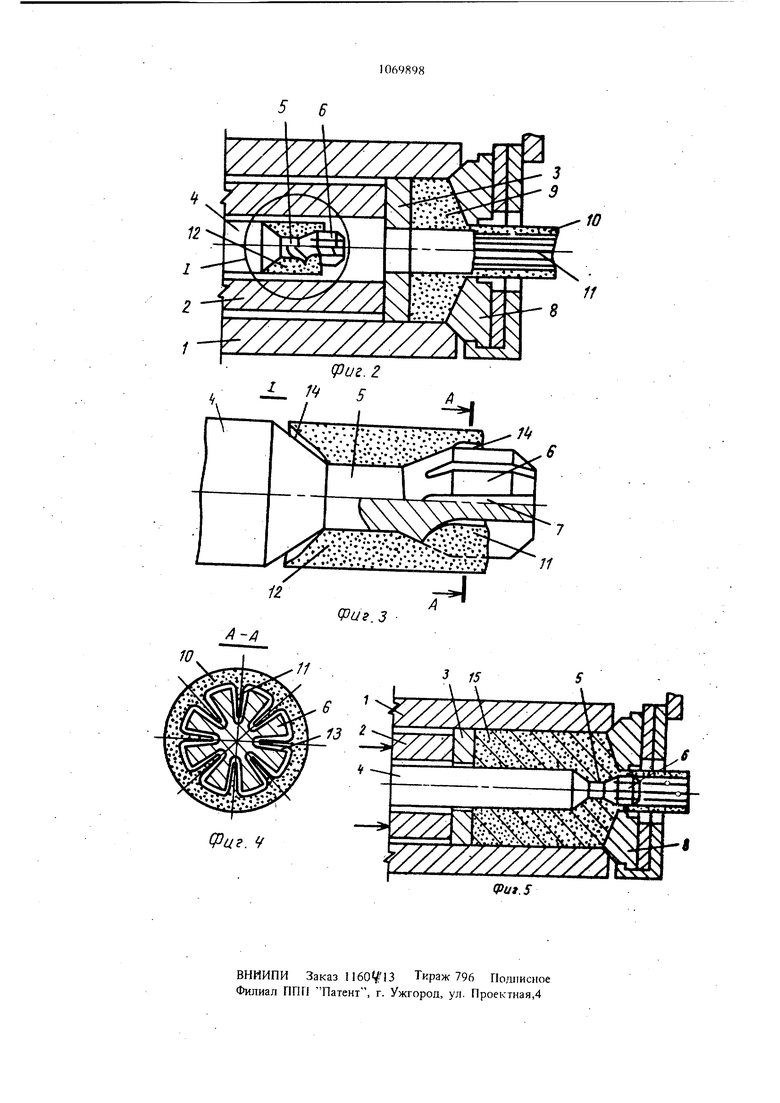
1 Изобретение относится к способам изготовления прессованием с пресс-остатком труб, сребренных изнутри. Для изготовления труб с внутроншми ре рами прессованием необходимо решить задачу освобождения пазов хвостовика иглы от ребер трубы при извлечении иглы. Известен способ изготовления труб, оребренных изнутри, при котором заготовку прессуют с пресс-остатком, прилагают прессштемпелем к пресс-остатку осевые усилия подпора и извлекают иглу, имеющую шейку и пазы на хвостовике, из пресс-остатка и трубы осевым перемешением в направлении, обратном направлению прессования 1. В этом способе освобождение пазов хвостовика от ребер трубы выполняется обратным выдавливанием материала пресс-остатка в полость пресс-штемпеля, а извлечение иглы из пресс-остатка - раздачей его материала При осевом перемешении иглы. К ребрам трубы при зтом не прилагается осевых усилий растяжения, необходимых для их утонения и, тем самым, для освобождения от связи со стенками пазов хвостовика. Поэтому известный способ не обеспечивает изготовления труб с высокими внутрен1ШМИ ребрами из высокопластичных алюминиевых сплавов. Цель изобретения - обеспечение изготовления из алюминиевых сплавов труб, имеющ высокие внутренние ребра. Указанная цель достигается тем, что в из вестном способе осевым перемещением иглы отделяют от пресс-остатка кольцевой слой, размещенный в зоне шейки иглы и соединенный с ребрами трубы, затем в зазор между кольцевым слоем пресс-остатка и по верхностью шейки иглы вводят смазку и удаляют этот кольцевой слой прессованием послед)тощей заготовки. На фиг. 1 изображено устройство для из готовления труб прессованием при положени его элементов, соответствующем окончанию прессования, продольный разрез; на фиг. 2 то же, в момент окончания отделения иглой от пресс-остатка кольцевого слоя; на фиг. 3 - узел I на фиг. 2 (игла устройства с размещенным на ее шейке кольцевым слоем пресс-остатка); на фиг. 4 - по перечное сечение А-А на фиг. 1; на фиг. 5 устройство для изготовления труб прессова8нием при положении его элементов в момент /окончания удаления кольцевого слоя с шейки иглы, продольный разрез. Устройство для осуществления способа содержит контейнер 1, пресс-штемпель 2 с цресс-щайбой 3, иглу 4, имеющую шейку 5 и хвостовик 6 с пазами 7, и матрицу 8. Заготовку (не показана) прессуют до образования пресс-остатка 9 и трубы 10, имеющей внутренние ребра 11, Затем движение пресс-штемпеля останавливают и, сохраняя это положение пресс-штемпеля, и обеспечивая тем самым приложение к пресс-остатку усилий подпора, отводят иглу 4 назад в направлении, обратном направлению прессования. Этим осевым перемешением иглы } отделяют от пресс-остатка 9 кольцевой слой 12 его материала, расположенного по окончании прессования в зоне шейки 5 иглы и соединенного с ребрами 11 трубы. В процессе отделения кольцевого слоя 12 ребра 11 трубы подвергаются осевому растяжению и поэтому утоняются, между стенками пазов 7 хвостовика и поверхностью ребер 11 образуется зазор 13, достаточный для освобождения пазов хвостовика от этих ребер при дальнейшем перемещении иглы. При этом кольцевой слой 12 пресс-остатка образует с поверхностью шейки 5 зазор 14, необходимый для размещения в нем смазки, что выполняется любым известным образом, например, покрытием слоем смазки конца иглы с размещенным на нем кольцевым слоем 12. После извлечения иглы трубу 10 с прессостатком 9 извлекают из матриць( 8 для последующего отделения пресс-остатка известными средствами. Затем в контейнер 1 подают очередную заготовку 15, устанавливают иглу с размещенным на ее шейке кольцевым слоем 12 прессостатка и прессованием этой заготовки удаляют слой 12. Смазка, размещенная в зазоре 14, обеспечивает его легкое удаление и отделение от трубы. Шлное освобождение пазов хвостовика от ребер трубы при извлечении иглы обеспечивает изготовление предлагаемым способом труб с высокими внутренними ребрами из ал юминиевых сплавов.
vvv :Av:f ; v:.:;:; -.
.: . :-T :-:vi. -,. хаХхУ:у .;:.-.. Г; .: ;.:-::/л-:-Т
/
/ 13 (Раг.
//
И
А
9. J Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ освобождения опрессованной трубы хвостовика иглы от внутренних ребер | 1975 |
|
SU610584A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| Способ отделения внутренних ребер трубы от профильного участка иглы | 1973 |
|
SU507379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| Способ холодного экструдирования труб из слитков алюминиевых сплавов | 1978 |
|
SU889179A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ОРЕБРЕННЫХ ИЗНУТРИ, при котором заготовку прессуют с пресс-остатком, прилагают пресс-штемпелем к пресс-остатку осевые усилия подпрра и извлекают иглу, имеющую У////////А 9u2.f шейку и пазы на хвостовике, из пресс-остатка и трубы осевым перемещением в направлении, обратном направлению прессования, отличающийся тем, что, с целью изготовления из алюмияневых сплавов труб с высокими ребрами путем освобождения пазов хвостовика от ребер трубы их осевым растяжением при извлечении иглы, указанным осевым перемещением нглы отделяют от пресс-остатка кольцевой слой, размещенный в зоне шейки иглы и сое/хиненный с ребрами трубы, затем в зазор между кольцевь1м слоем пресс-остатка и поверхностью шейки вводят смазку и удаляют этот кольцевой слой прессованием последующей заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ отделения трубы с внутренним оребрением от формирующего ребра участка иглы | 1973 |
|
SU523735A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
