о
0д
9д
Од 00
Изобретение относится к области обработки металлов давлением, а точнее к устройствам для гидростатического прессования винтообразных профилей и изделий со спиральными ребрами.
Известно устройство аналогичного назначения, содержащее контейнер с матрицей, заготовку и механизм создания давления.
Недостатки этого устройства: потеря устойчивости отпрессованного изделия вследствие продольного изгиба и трудоемкость извлечения пресс-изделий.
Наиболее близким к предлагаемому по технической сущности является устройство для гидропрессования винтообразных профилей, содержащее размещенные в контейнере матрицу и заготовку с установленной на ее заднем конце направляющей пробкой.
Недостатком известного устройства является низкое качество изделий, обусловленное разностью скоростей истечения материала заготовки по элементам профиля.
Цель изобретения - устранение недостатков, а также улучшение качества профилей за счет выравнивания скоростей истечения материала заготовки.
Поставленная цель достигается тем, что в устройстве для гидропрессования винтообразных профилей, содержащем размещенные в контейнере матрицу и заготовку с установленной на ее заднем конце направляющей пробкой, на последней выполнены наклонные к ее оси и равномерно расположенные по окружности ребра обтекаемой формы, обеспечивающие при прессовании приложение к заготовке крутящего момента, направленного в сторону закрутки винтового профиля.
На чертеже показан в разрезе общий вид устройства.
Устройство содержит станину 1, на которой смонтированы контейнер 2 с матрицей 3 и заготовкой 4,.механизм 5 создания давления, пробку 6, закрепленную на заднем конце заготовки 4. На пробке 6 выполнены наклонные к ее оси ребра 7 равномерно по окружности, размещенные на поверхности пробки наклонно к ее оси, а форма сечения их выполнена обтекаемой.
Кроме того, на пробке 6 со стороны матрицы 3 выполнена фаска 8 с углом наклона, равным углу заходящего конуса матрицы 3.
Устройство работает следующим образом.
В полость контейнера 2 устанавливают заготовку 4 со смонтированной на ней пробкой 6 и заливают рабочую жидкость. Затем механизмом 5 создают давление. В процессе гидростатического прессования на ребрах 7 при обтекании потоком q возникает тангенциальная сила F, создающая крутящий момент М в сторону закручивания истекающей части заготовки, и скорость металла при обтекании спиральных выступов матрицы выравнивается. При этом уменьшается неразрывность его течения по элементам профиля спиральных выступов, т.е. нижней и верхней полок выступа, что в свою очередь выравнивает напряжения по элементу
профиля.
В конце процесса гидропрессования пробка 6 фаской 8 перекрывает заходной конус матрицы 3, а объем жидкост высокого давления, заключенный в кармане,- образованном торцом пробки 6 и заходной частью матрицы, выпрессовывает заготовка 4.
Данное устройство позволяет управлять истечением прессуемого профиля из матрицы по спиральным выступам и впадинам и повышает качество изделий за счет выравнивания скоростей истечения при обтекании металлом спиральных выступов матрицы, а также выравнивания напряжений по элементу профиля. Кроме того, повьш1ается долговечность оборудования за счет уменьшения давления гидропрессования вызванного снижением трения профиля о матрицу.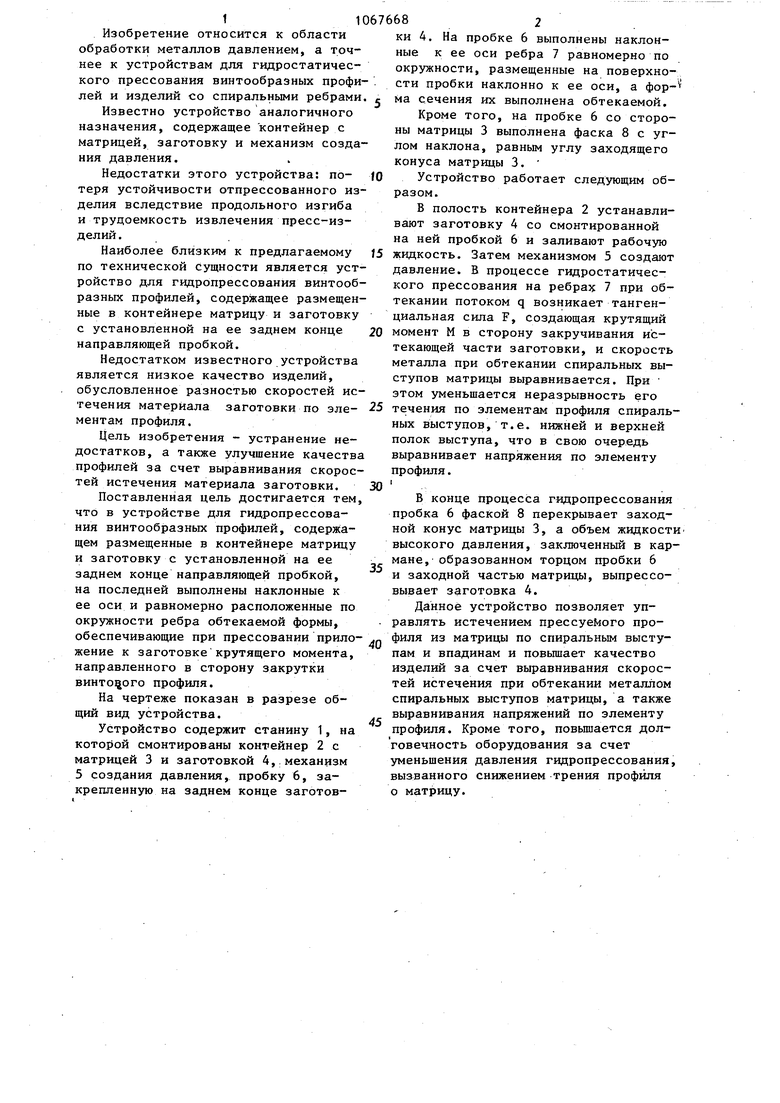
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Способ томографии | 1985 |
|
SU1461408A1 |
| Устройство для гидропрессованияпРОВОлОКи | 1979 |
|
SU837531A1 |
| Устройство для гидромеханического прессования изделий | 1981 |
|
SU1165524A1 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
УСТРОЙСТВО ДЛЯ ГИДРОПРЕССОВАНИЯ ВИНТООБРАЗНЫХ ПРОФИЛЕЙ, содержащее размещенные в контейнере матрицу и заготовку с установленной на ее заднем конце направляющей пробкой, отличающееся тем, что, с целью улучшения качества профилей за счет выравнивания скоростей течения материала заготовки, на пробке выполнены наклонные к ее оси и равномерно расположенные по окружности ребра обтекаемой формы, обеспечивающие при прессовании приложение к заготовке крутящего момента, направленного в сторону закрутки винтообразного профиля.
| Уральский В.И., Плахотин B.C | |||
| Производство фасонных профилей методом гидропрессования.- М.: Металлург гия, 1978, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Береснев Б.И., Езерский К.И | |||
| и Трушин Е.В.Физические основы и практическое применение гидроэкструзии.М.: Наука, 1981, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
