Изобретение относится к прокатному производству и может быть использовано при прокатке балочных профилей на непрерывном сортовом стане с чередующимися двухвалковыми и универсальными клетями.
Целью изобретения является повышение стабильности и эффективности процесса прокатки за счет исключения и потери продольной устойчивости раската перед универсальной клетью и пробуксовки в калибрах, а также уменьшение утяжки профиля на выходе клети при использовании неприводных универсальных клетей.
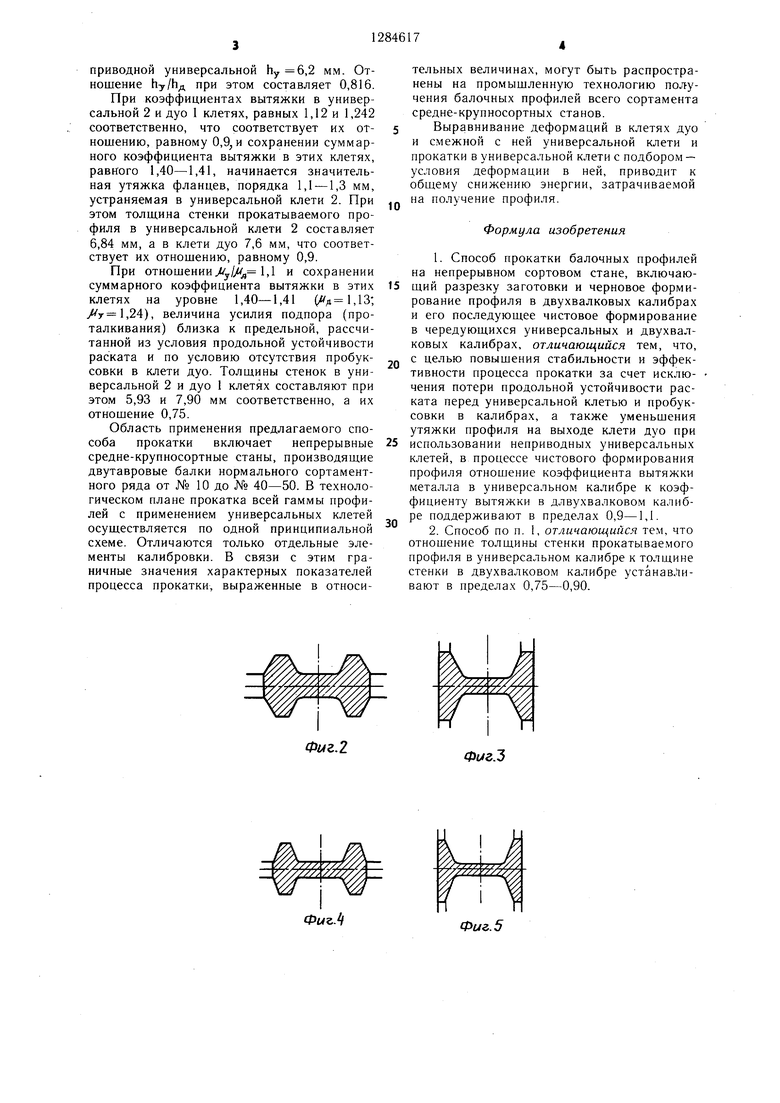
На фиг. 1 показана реализация предлагаемого способа чистовой линии стана с попарно чередуюш,имися приводной дуо и непроводной универсальной клетей; на фиг. 2-5 - заполнение металлом калибров в дуо и универсальных клетях; на фиг. 6 - условия деформации в калибрах клетей дуо при использовании предлагаемого способа (наложение исходного и конечного сечений прокатываемого профиля).
Раскат черновой балочной формы обжимают в приводной двухвалковой клети по фланцам и шейке и принудительно задают в неприводную универсальную балочную клеть, прокатка в которой ведется за счет подпора со стороны предыдущей двухвалковой клети. При этом соотношение вытяжек и прокатанных толщин стенки в универсальной и в предыдущей двухвалковой клетях устанавливают в пределах 0,9-1,1 и 0,75-0,90 соответственно. Обжатие раската в двухвалковом калибре осуществляют практически по всему его контуру (фиг. 6) со значительной вытяжкой, что позволяет приложить к раскату продольное усилие, достаточное для его проталкивания через неприводную универсальную клеть.
Диапазон соотношения коэффициентов вытяжки в клетях универсальных и дуо //У/Дд 0,9-1,1, обеспечивающий повышение стабильности и эффективности процесса прокатки, а также диапазон соответствующего ему соотношения толщин стенки профиля, прокатываемого в универсальной и дуо клетях hy/hA 0,75-0,90, определяются следующими условиями.
Максимальное значение / у///д 1,1 и минимальное .ty/i 0,75, соответствующие наибольшей загрузке универсальной клети и наименьшей загрузке клети дуо, при одной и той же суммарной вытяжке в этих клетях ограничиваются дальнейшим увеличением сопротивления проталкиванию раската через универсальную клеть, что может привести к потере продольной устойчивости (продольному изгибу) задаваемого в нее раската, или к пробуксовке его в клети дуо. Если не превышать указанного соотношения, соблюдаются наиболее благоприятные условия как при проталкивании
раската через неприводную универсальную клеть предыдущей клетью дуо, так и при удалении заднего конца раската из универсальной клети следующей клетью дуо после
выхода его из предыдущей дуо клети.
Минимальное значение Ау ljUf, 0,9 и максимальное Ну/Ид 0,9 соответствует наибольщей загрузке клети дуо и наименьшей универсальной. Уменьшение М IMf. ниже и увеличение Ьу/Ьд выше указанных пределов приводит к возрастанию степени неравномерности деформации в калибре клети дуо, что может вызвать не только повышенную утяжку фланцев по высоте, но и поперечную их утяжку. Происходит также
5 уменьшение площади сечения раската за клетью дуо, что приводит к снижению его продольной устойчивости. Дальнейшее увеличение обжатия в клети дуо может вызвать пробуксовку раската в этой клети вследствие исчерпания активных сил трения. Пос- ле формирования предчистового профиля и в необходимом количестве попарно чередующихся приводных дуо и неприводных универсальных клетей прокатка заверщается в обычной вспомогательной дуо и чистовой
5 универсальной клети.
В процессе прокатки скорость вращения валков клетей дуо согласуется таким образом, что в промежутке (f-a) межклетевые усилия, действующие на раскат, минимальны, преимущественно с небольшим под0 пором, что способствует формированию фланцев профиля.
Пример. Способ реализуют на лабораторном стане 250, состоящим из трех клетей: двух приводных дуо 1 и 3 (фиг. 4) с диаметрами валков 275 мм и расположенной между ними универсальной неприводной клети 2 с диаметрами валков: горизонтальных 250 мм, вертикальных 200 мм. Нагретая до 1150°С заготовка балочного сечения
0 размерами 45X65X2000 мм, толщина стенки 9,8 мм поступает в приводную клеть 1 дуо. Выходящий из нее раскат посредством усилия, развиваемого клетью дуо, принудительно проталкивался через неприводную универсальную клеть 2 до захвата раската вал5 ками второй клети 3 дуо, которая после выхода заднего конца раската из предыдущей клети 1 дуо, извлекает его из неприводной универсальной клети 2. При этом коэффициенты вытяжки в дуо клети по стенQ ке, фланцам и суммарные составляют 1,071; 1,278 и 1,229 соответственно, а в неприводной универсальной клети 2 эти параметры составляют 1,137; 1,242 и 1, 216 соответственно. Исходя из этого, отношения коэффициентов вытяжки в универсальной и дуо клетях
5 по стенке, фланцам и суммарные равны 1,062, 0,972 и 0,989 соответственно. Толщина стенки прокатываемого профиля в дуо клети Ьд составляет 7,6 мм, а в последующей неприводной универсальной ,2 мм. Отношение Ьу/Ьд при этом составляет 0,816.
При коэффициентах вытяжки в универсальной 2 и дуо 1 клетях, равных 1,12 и 1,242 соответственно, что соответствует их отношению, равному 0, сохранении суммарного коэффициента вытяжки в этих клетях, равного 1,40-1,41, начинается значительная утяжка фланцев, порядка 1,1 -1,3 мм, устраняемая в универсальной клети 2. При этом толшина стенки прокатываемого профиля в универсальной клети 2 составляет 6,84 мм, а в клети дуо 7,6 мм, что соответствует их отношению, равному 0,9.
При отношении у///д 1,1 и сохранении суммарного коэффициента вытяжки в этих клетях на уровне 1,40-1,41 (,13; ,24), величина усилия подпора (проталкивания) близка к предельной, рассчитанной из условия продольной устойчивости раската и по условию отсутствия пробуксовки в клети дуо. Толщины стенок в универсальной 2 и дуо 1 клетях составляют при этом 5,93 и 7,90 мм соответственно, а их отношение 0,75.
Область применения предлагаемого способа прокатки включает непрерывные средне-крупносортные станы, производящие двутавровые балки нормального сортамент- ного ряда от № 10 до JM 40-50. В технологическом плане прокатка всей гаммы профилей с применением универсальных клетей осуществляется по одной принципиальной схеме. Отличаются только отдельные элементы калибровки. В связи с этим граничные значения характерных показателей процесса прокатки, выраженные в относи
тельных величинах, могут быть распространены на промышленную технологию получения балочных профилей всего сортамента средне-крупносортных станов.
Выравнивание деформаций в клетях дуо и смежной с ней универсальной клети и прокатки в универсальной клети с подбором - условия деформации в ней, приводит к общему снижению энергии, затрачивае.мой на получение профиля.
Формула изобретения
1. Способ прокатки балочных профилей на непрерывном сортовом стане, включающий разрезку заготовки и черновое формирование профиля в двухвалковых калибрах и его последующее чистовое формирование в чередующихся универсальных и двухвалковых калибрах, отличающийся тем, что,
с целью повышения стабильности и эффективности процесса прокатки за счет исключения потери продольной устойчивости раската перед универсальной клетью и пробуксовки в калибрах, а также уменьшения утяжки профиля на выходе клети дуо при использовании неприводных универсальных клетей, в процессе чистового формирования профиля отношение коэффициента вытяжки металла в универсальном калибре к коэффициенту вытяжки в длвухвалковом калибре поддерживают в пределах 0,9-1,1.
2. Способ по п. 1, отличающийся тем, что отношение толщины стенки прокатываемого профиля в универсальном калибре к толщине стенки в двухвалковом калибре устанавливают в пределах 0,75-0,90.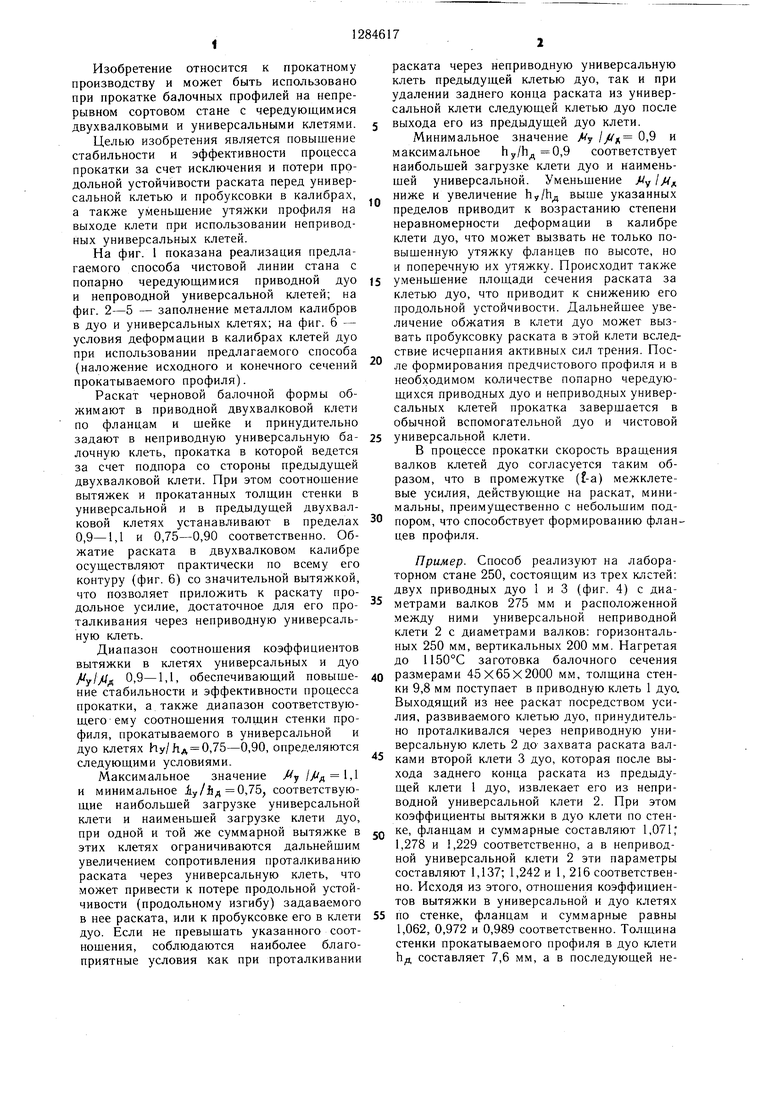
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ДАВЛЕНИЕМ | 1987 |
|
RU1497851C |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке балочных профилей на непрерывном сортовом стане с чередующимися двухвалковыми и универсальными клетями. Целью изобретения является повышение стабильности и эффективности процесса прокатки за счет исключения и потерн продольной устойчивости раската перед универсальной клетью и пробуксовки в валках, а также уменьшение утяжки профиля на выходе клети дуо при использовании неприводных универсальных клетей. Способ реализуется в чистовой линии балочного стана, снабженной чередующимися двухвалковыми 1 и универсальными 2 балочными клетями, причем каждая пара таких клетей располагается в максимальной приближенности друг к другу. Раскат обжимают в приводной двухвалковой клети по фv aнцaм и шейке и принудительно задают в неприводную универсальную балочную клеть, прокатка в которой ведется за счет подпора со стороны предыдущей двухвалковой клети. При этом соотношение вытяжек и прокатанных толщин стенки ,в универсальной клети и в предыдущей двухвалковой клетях устанавливают в пределах 0,9-1,1 и 0,75-0,90 соответственно. Это обеспечивает стабильность процесса прокатки, исключение пробуксовки раската в двухвалковой, клети и потери его продольной устойчивости в промежутке между этими клетями. 1 з. п. ф-лы, 6 ил. (Л ьо 00 О5 ФигЛ
Фиг.2
Фь/г.З
2/
Фuz.
Фиг. 5
| Приходько И | |||
| Ф | |||
| Прокатка сортового металла и катанки с повышенной точностью | |||
| - М.: ЦИНТИМАШ, сер | |||
| IV, 1962, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| МЕХАНИЧЕСКИЙ ВЫПРЯМИТЕЛЬ ПЕРЕМЕННОГО ТОКА | 1923 |
|
SU1016A1 |
