Изобретение относится к области точного литья по выплавляемым моделям.
Цель изобретения - увеличение выхода годных отливок путем обеспечения заданной скорости заполнения литейной формы.
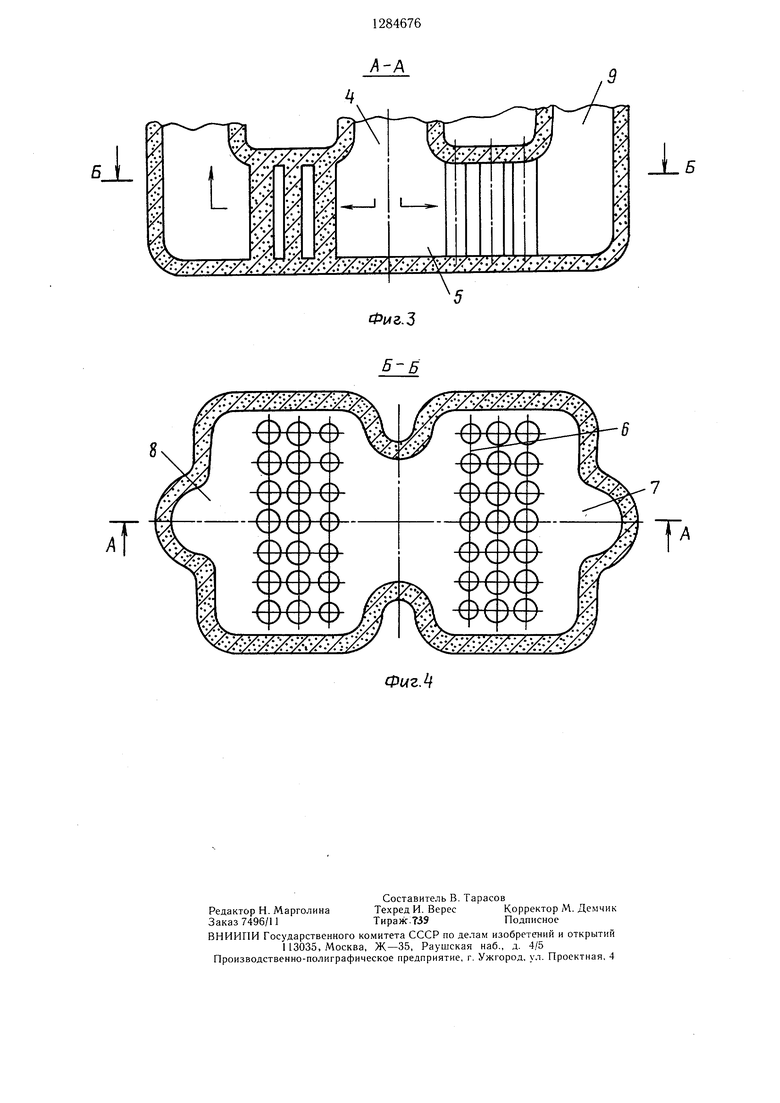
На фиг. 1 изображена модель, общий вид; на фиг.2 - то же, общий вид; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.4.
Модель содержит пластину 1, отверстие 2, ребро 3, стояк 4, внутреннюю полость 5, щелевидный канал 6, внешние полости фильтра 7-9.
Модель фильтра выполнена в виде пластины 1 с цилиндрическими отверстиями 2, расположенными параллельно в ряды так, что суммарная площадь сечения образуемых между отверстиями 2 ребер 3 первого, второго от модели стояка ряда в 1,2-1,8 раза больще суммарной площади сечения ребер 3 между отверстиями 2 каждого последующего ряда. Причем суммарная площадь сечения ребер 3 последнего ряда отверстий 2 должна быть больще площади сечения модели стояка в 1,15-1,60 раза. При этом толщина ребер 3 каждого последующего от модели ряда уменьшается.
Пример. Определяют параметры трехряд- ного фильтра с одним заливочным стояком диаметром 20 мм и двумя обратными стояками.
Площадь сечения заливочного стояка диаметром 20 мм равна 314 мм. Суммар- ная площадь сечения ребер последних от заливочного стояка рядов больше площади сечения заливочного стояка в 1,15-1,60 раза в зависимости от количества рядов, щелей и вязкости расплава. Для случая с тремя рядами фильтров и магнитного сплава этот коэффициент принимаем равным 1,4. Тогда площадь сечения одного ряда ребер равна 220 мм.
Площадь сечения ребер второго от заливочного стояк-а ряда должна быть больше площади сечения ребер последнего ряда в 1,2-1,8 раза, а площадь сечения ребер первого от заливочного стояка ряда в зависимости от марки и чистоты расплава. Для случая технологии выплавки магнитного сплава в открытых индукционных печах
этот коэффициент принимаем равным 1,3 для
5
0
0
5
40
45
второго и первого ряда ребер от заливочного стояка, тогда площадь сечения ребер одного второго ряда равна 286 мм и одного первого ряда ребер от заливочного стояка 372 мм.
Толщина ребер определяется технологическими возможностями изготовления модели фильтра прессформы и может быть равной 0,2-1,2 мм.
По заданной высоте ребра определяется площадь сечения одного ребра, а затем количество ребер в ряду.
Фильтр, изготовленный по предлагаемой модели, работает следующим образом.
Жидкий металл через стояк 4 попадает во внутреннюю полость 5 и проходит через первый ряд щелевидных каналов 6, где задерживаются частицы шлака и крупные неметаллические включения, затем металл поступает в полости 7-9. дополнительно очищаясь от неметаллических частиц и других твердых примесей. Из полости 9 очищенный металл поступает к отливкам.
Поскольку щели закупориваются неметаллическими и щлаковыми включениями и в больщей степени щели первого ряда, то суммарная площадь сечения щелей первого ряда выполняется наибольшей, чем последующих рядов в указанных соотношениях.
Фильтр позволяет получать отливки без шлаковых и других инородных включений.
Формула изобретения
Модель фильтра литейной формы для получения отливок по выплавляемым моделям, содержащая пластину с моделью стояка, рядами цилиндрических отверстий и ребрами между ними, отличающаяся тем, что, с целью увеличения выхода годных отливок путем обеспечения заданной скорости заполнения литейной формы, отверстия расположены параллельными рядами, толшина ребер между отверстиями последующего от стояка к периферии модели ряда уменьшается, при этом суммарная площадь ребер каждого последующего от стояка ряда в 1,2-1,8 раза меньше суммарной площади ребер предыдущего ряда, а площадь ребер последнего ряда в 1,15- 1,6 раза больше площади сечения стояка.
±
Фмг.З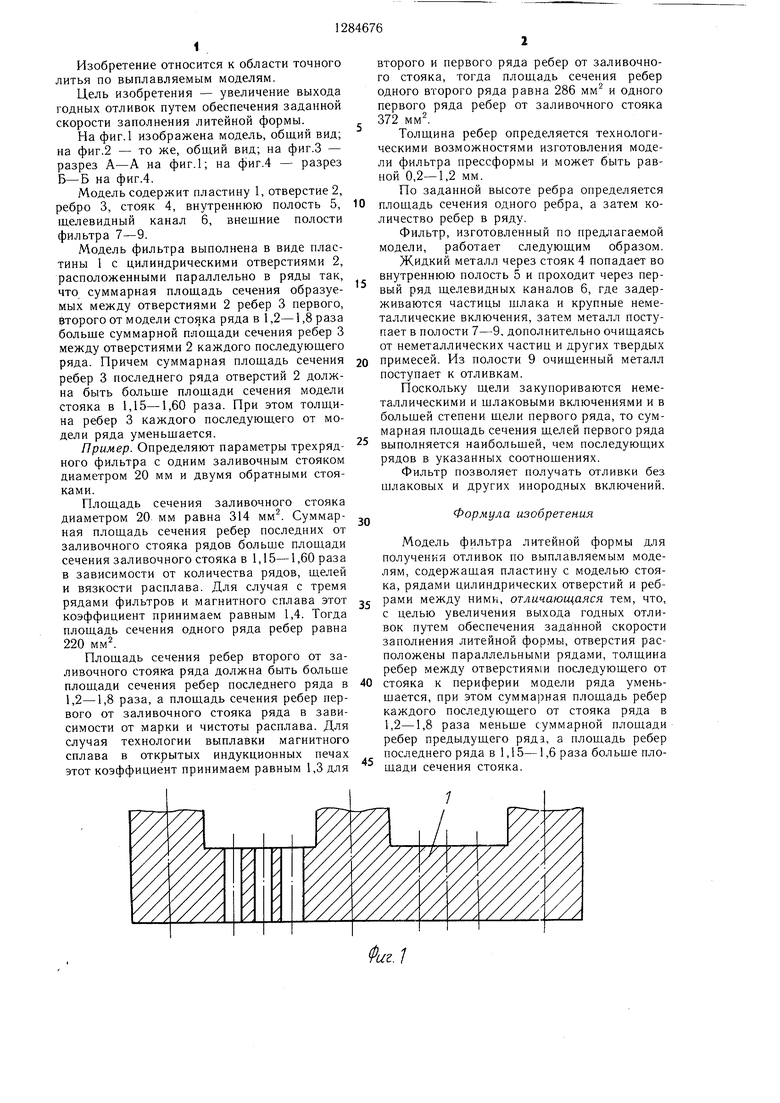
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬ ФИЛЬТРА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2291027C2 |
| Литейная форма | 1989 |
|
SU1724418A1 |
| Модель фильтра для литейной формы | 1976 |
|
SU593806A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Устройство для модифицирования и рафинирования металлических расплавов | 1990 |
|
SU1773556A1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
Изобретение относится к области точного литья по выплавляемым моделям. Цель изобретения - увеличение выхода годных отливок путем обеспечения заданной скорости заполнения литейной формы. Модель фильтра выполнена в виде пластины 1 с параллельными рядами цилиндрических отверстий 2. Суммарная площадь ребер 3 между отверстиями 2 каждого последующего от стояка ряда уменьшается в 1,2-1,8 раза, площадь ребер последнего ряда в 1,15- 1,6 раза больще сечения стояка. При этом толщина ребер 3 каждого последующего от стояка ряда уменьщается. Эффект достигается за счет уменьщения толщины ребер в последующих от стояка рядах при одновременном увеличении в них суммарной площади ребер. 4 ил. В (Л J IsD сх 4; 05 О5 Фиг. 2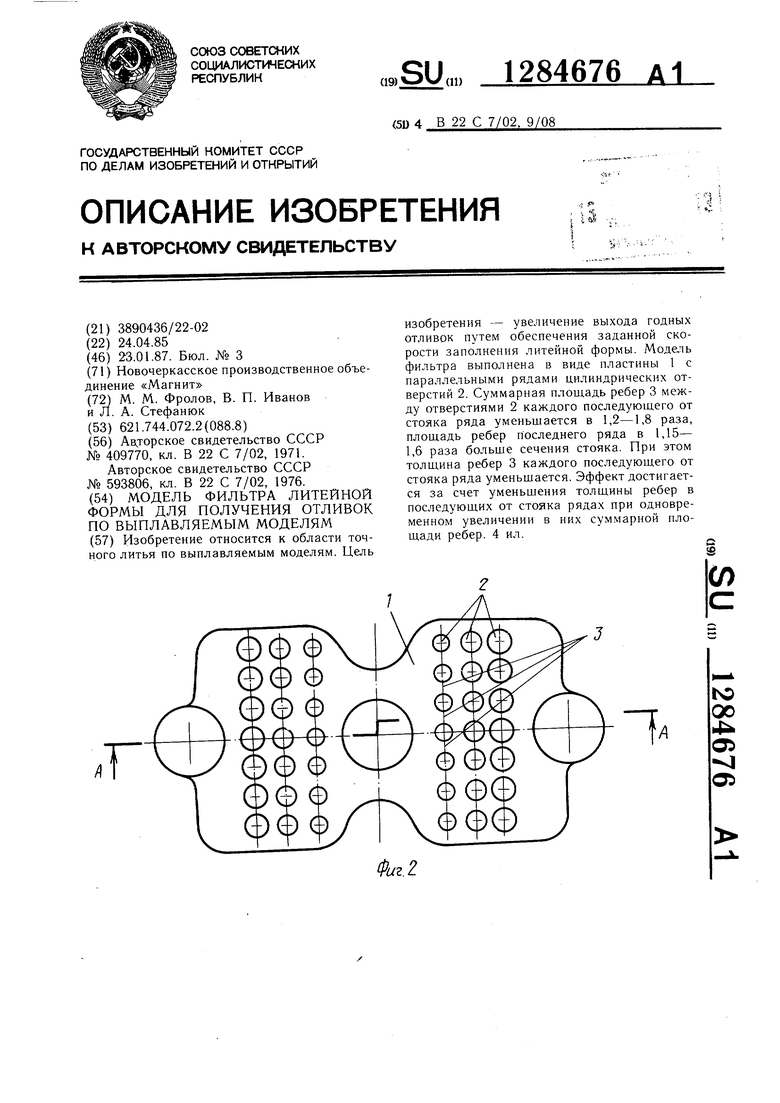
Фмг.
| 1971 |
|
SU409770A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Модель фильтра для литейной формы | 1976 |
|
SU593806A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
