Риг. 2
N
К
|оо
|
Изобретение относится к литейному производству, в частности к изготовлению отливок преимущественно в сухие песчаные формы.
Цель изобретения - повышение технологичности конструкции, снижение трудоемкости изготовления, повышение степени очистки расплава.
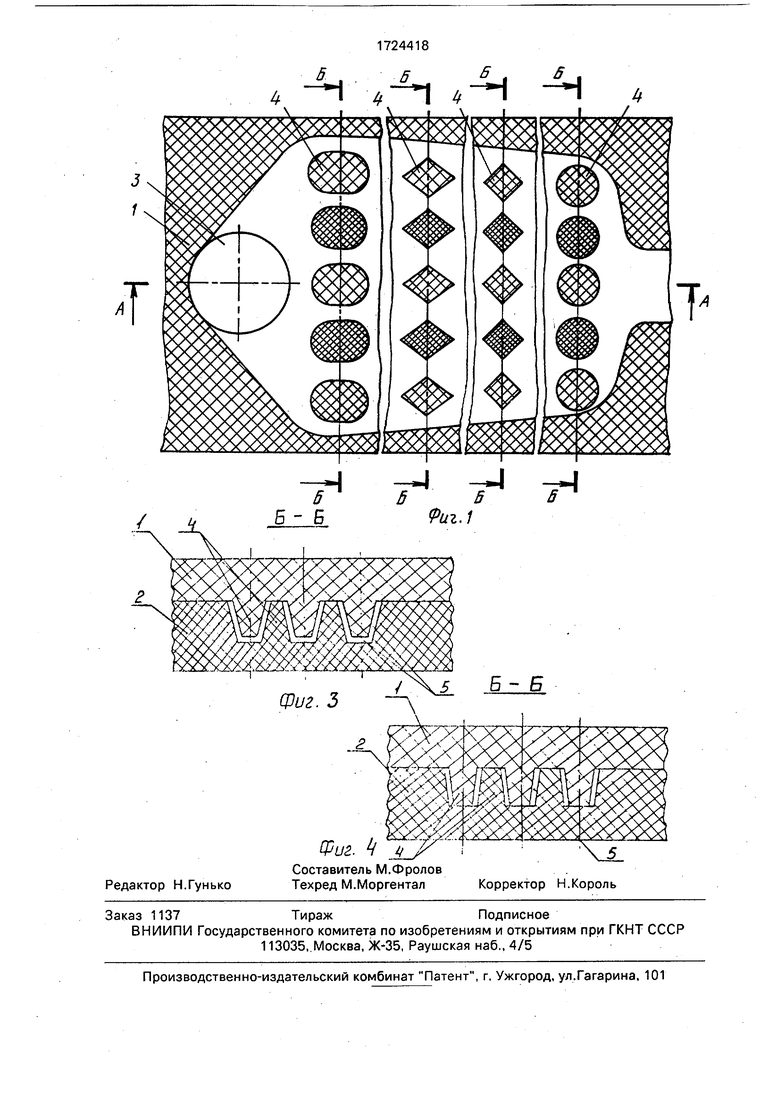
На фиг. 1 показана литейная форма фильтра; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - разрез Б-Б на фиг. 1.
Литейная форма выполнена из двух песчаных полуформ 1 и 2, имеющих заливочный стояк 3, конические выступы 4, между которыми получается щелевидный канал 5, литник 6. Причем щель 5 может выполняться либо только между образующими усеченных конусов выступов 4 (фиг. 4), а также и между плоскостью усеченного конуса и плоскостью разъема другой полуформы (фиг. 2 и 3). Ряды могут быть прямыми, концентрическими или другой кривизны, целесообразной для сокращения пути потока расплава. Ширина щели 5 между коническими выступами 4 выполнена равной 0,1-0,01 части диаметра заливочного стояка 3. При этом суммарная площадь щелей 5 каждого последующего от заливочного стояка ряда меньше в 1,9...2,3 раза предыдущего ряда, а площадь сечения щелевидных каналов последнего ряда в 1,7.„2,0 раза больше площади сечения стояка. При этом ширина щели 5 каждого последующего от стояка ряда уменьшается. Конические выступы 4 могут быть выполнены круглого, квадратного, ромбического или овального сечения и расположены рядами в двух полуформах со сдвигом на полшага, причем выступы 4 могут быть выполнены из формовочной смеси (например, на основе окиси магния или др.), способной химически захватывать жидкие неметаллические включения (например, сульфидные и др.).
Литейная форма фильтра работает следующим образом.
Расплав через заливочный стояк 3 попадает во внутреннюю полость фильтра и проходит через ряд щелевидных каналов 5, где задерживаются частицы шлака и крупные
неметаллические включения. Затем расплав проходит через последующие ряды каналов 5, дополнительно очищаясь от неметаллических частиц и других твердых примесей, а при выполнении конических выступов из химически активной формовочной смеси - и жидких неметаллических включений; Поскольку щели 5 фильтра закупориваются неметаллическими и шлаковыми включениями и в большей степени щели первых рядов, то
суммарная площадь сечения первого ряда выполняется наибольшей, чем последующих рядов в указанных соотношениях.
Литейная форма фильтра позволяет получать отливки без шлаковых и других
инородных включений.
Формула изобретения
1.Литейная форма, содержащая две полуформы, стояк и фильтр с щелевидными каналами, отличающаяся тем, что, с
целью повышения технологичности конструкции и снижения трудоемкости изготовления, щелевидные каналы фильтра оформлены выступами в виде усеченных конусов, расположенными в полуформах рядами со сдвигом на полшага.
2.Форма по п. 1, отличающаяся тем, что, с целью повышения степени очистки расплава, выступы выполнены из формовочной смеси, адсорбирующей
неметаллические включения.
3.Форма по п. 1, отличающаяся тем, что, с целью повышения степени очистки расплава, суммарная площадь сечений щелевидных каналов каждого последующего от стояка ряда меньше в 1,9...2,3 раза предыдущего ряда, а площадь сечения щелевидных каналов последнего ряда в 1,7...2,0 раза больше площади сечения стояка, причем ширина щелевидных каналов
составляет 0,1...0,01 диаметра стояка.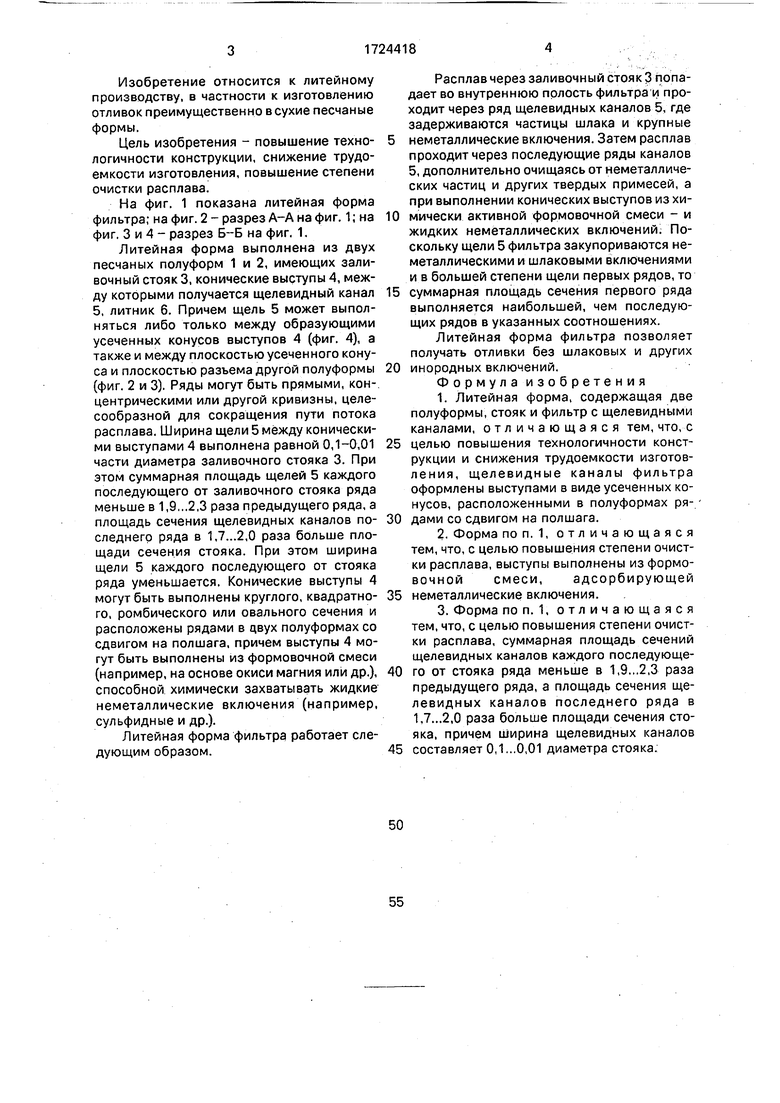
| название | год | авторы | номер документа |
|---|---|---|---|
| Модель фильтра литейной формы для получения отливок по выплавляемым моделям | 1985 |
|
SU1284676A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литниковая система | 1986 |
|
SU1371759A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Литейная форма пробы для определения объемной усадки сплавов | 1989 |
|
SU1694317A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Устройство для модифицирования и рафинирования металлических расплавов | 1990 |
|
SU1773556A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
Использование: литейное производство, изготовление отливок преимущественно в рухих песчаных формах. Сущность изобретения: литейная форма содержит две полуформы 1 и 2, образующие фильтр с щелевидными отверстиями 5. полученными коническими выступами 4, расположенными рядами со сдвигом на полшага. Суммарная площадь щелей видных отверстий 5 каждого последующего от стояка ряда меньше в 1,9-2,3 раза площади щелей видных отверстий предыдущего ряда, а суммарная площадь щелей видных отверстий последнего ряда в 1,7-2,0 раза больше площади сечения стояка. 2 з.п. ф-лы, 4 ил.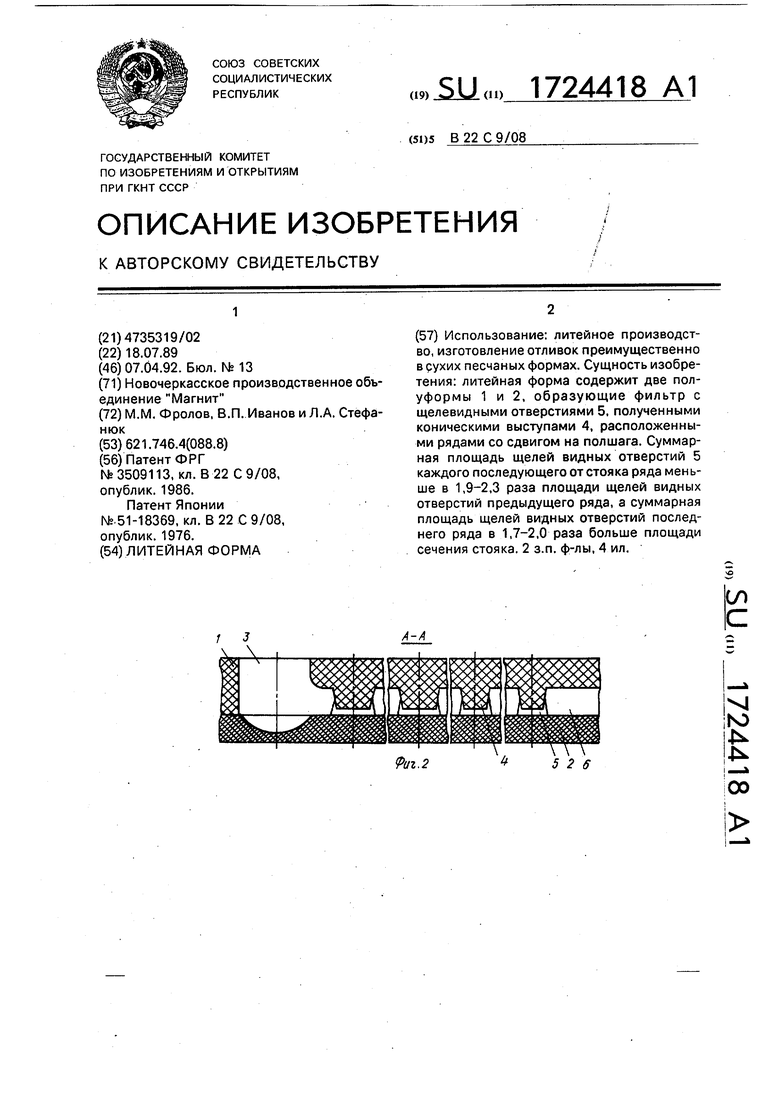
| Патент ФРГ №3509113, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
