Изобретение относится к литейному производству, в частности к конструкции оснастки для вакуумной формовки.
Цель изобретения - снижение трудоемкости переналадки вакуумной оснастки.
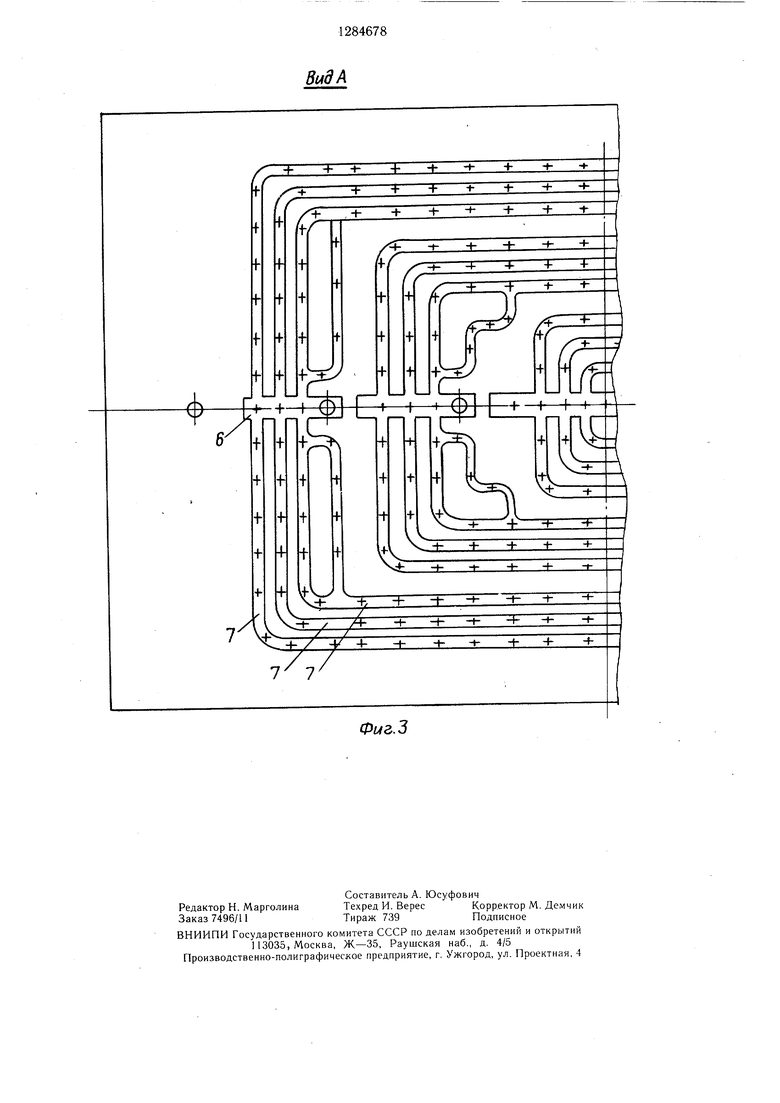
На фиг.1 изображена предлагаемая оснастка для вакуумной формовки, обш,ий вид; на фиг.2 - варианты расположения опоки на подмодельной плите; на фиг.З - вид А на фиг.1.
Оснастка для вакуумной формовки содержит вакуумированную камеру 1, имеющую центральное отверстие 2 с рабочей стороны и штуцер 3 для подключения к вакуумной системе (не показан) и перфорирован- .ную подмодельную плиту 4. Между вакууми- руемой камерой 1 и перфорированной под- модельной плитой 4 установлена промежуточная плита 5. В промежуточной 5 и под- модельной 4 плитах выполнен горизонтальный центральный канал 6, состоящий из горизонтальрных участков, расположенных вдоль оси формы в щахматном порядке и соединеенных между собой вертикальными участками. Горизонтальный центральный канал 6 соединен с вакуумируемой камерой 1 центральным отверстием 2.
В перфорированной подмодельной плите 4 выполнены по замкнутому контуру обводные каналы 7, пересекающиеся с горизонтальными участками центрального канала 6, выплрненными в этой же плите.
При этом по всему контуру обводных каналов 7 и горизонтальных участков центрального канала 6, расположенных в подмодельной плите 4, выполнены перфорационные отверстия.
В перфорированнрой подмодельной плите 4 выполнены координатные отверстия 8 для крепления модели 9 при помощи штырей 10 и попарно-координатные отверстия 11 для установки направляющих штырей 12 и фиксации опоки 13.
Попарно-координатные отверстия 11 подмодельной плиты 4 выполнены соосно вертикальным участкам центрального канала 6. Направляющие штыри 12, установливаемые в попарно-координатных отверстиях 11 подмодельной плиты 4, герметизируют канал 6.
Попарно-координатные отверстия 11, расположенные в площади опоки 13 и не перекрываемые моделью 9, закрыты с рабочей стороны подмодельной плиты 4 заподлицо заглушками 14. Между вакуумируемой камерой I, про.межуточной плитой 5 и подмодельной плитой 4 установлены уплотнения 15. Рабочая пощади опоки 13 и не перекрываемые моделью 9, закрыты с рабочей стороны подмодельной плиты 4 заподлицо заглушками 14. Между вакуумируемой камерой 1, промежуточной плитой 5 и подмодельной плитой 4 установлены упллотнения 15. Рабочая поверхность подмодельной плиты 4 и модели 9 облицована синтетической пленкой 16.
5
Подготовку оснастки и изготовление форм с ее помощью осуществляют следующим образом.
При наладке модельной оснастки на перфорированную подмодельную плиту 4 устанавливают модель 9, зафиксировав ее в координатных отверстиях 8 щтырями 10. В попарно-координатные отверстия 11, полностью не перекрытые моделью 9 и находящиеся в площади опоки 13, устанавливают заглушки 14. Рабочую поверхность модели 9 и подмодельной плиты 4 покрывают синтетической пленкой 16. Направляющие щтыри 12, установленные в попарно-координатных отверстиях 11, перекрывают часть центрального канала 6, выходящую за площадь, огра ниченную опокой 13, обеспечивая герметичность вакуумной оснастки.
Штуцер 3 вакуумируемой камеры 1 подключают к вакуумной системе (не показана). Через центральное отверстие 2 в вакууми0 руемой камере 1, через центральный канал 6 и обводные каналы 7, через перфорацию подмодельной плиты 4, через полость в основании модели 9 и перфорацию модели 9 отсасывают воздух из-под синтетической пленки 16, предварительно нагретой до температуры оптимальной пластичности. При этом синтетическая пленка 16 под действием атмосферного воздуха плотно облицовывает модель 9. После облицовывания рабочей поверхности модели 9 и подмодельной плиты 4 на последнюю устанавливают опоку 13, зафиксировав ее штырями 12.
Затем опоку 13 заполняют формовочным материалом и известными методами получают готовую форму.
Переналадка оснастки осуществляется следующим образом.
Заменяют модель 9 другой, допустим меньшего размера, определяют типоразмер опоки 13. В попарно-координатные отверстия 11, расположенные в площади опоки 13 и не перекрытые моделью 9, устанавливают за0 глущки 14.
В попарно-координатные отверстия 11 устанавливают направляющие штыри 12, которые перекрывают часть центрального канала 6, выходящую за площадь, ограничен- 5 ную опокой 13. После облицовывания рабочей поверхности модели 9 и подмодельной плиты 4 синтетической пленкой 16 устанавливают опоку 13, зафиксировав ее направляющими штырями 12, а затем опоку 13 заполняют формовочным материалом и известными методами получают готовую форму.
Таким образом, при использовании предлагаемой онастки снижается трудоемкость переналадки по сравнению с известной, 5 так как исключаются такие слесарно-сбо- рочные и крановые операции как
снятие подмодедьной плиты краном, снятие сменного газопроницаемого листа, уста0
5
0
новка подмодельной плиты краном, при этом высвобождается один слесарь.
Формула изобретения
Оснастка для вакуумной формовки, содержащая камеру с газопроницаемой рабочей поверхностью и штуцером для подключения к вакуумной системе, перфорированную подмодельную плиту с координатными отверстиями для установки сменных моделей и с попарно-координатными отверстиями для установки направляющих щтырей и опоки, отличающаяся тем, что, с целью снижения трудоемкости переналадки оснастки, она снабжена промежуточной плитой, расположенной между подмодельной плитой и камерой, в промежуточной и подмодельной плитах выполнен центральный канал, состоящий
из горизонтальных участков, расположенных в щахматном порядке в промежуточной и подмодельной плитах вдоль оси формы и соединенных между собой вертикальными отверстиями, а в подмодельной плите выполнена система обводных каналов, расположенных по замкнутому контуру и пересекающих горизонтальные участки центрального канала, выполненными в этой же плите, кроме того попарно-координатные отверстия подмодельной плиты выполнены соосно вертикальным отверстиям центрального канала, а направлящие щтыри установлены в попарно-координатных отверстиях подмодельной плиты с возможностью герметизации части центрального канала, выходящей за площадь, ограниченную опокой, при этом камера соединена с центральным каналом.
Фиг. 2
Вид А
Фиг.З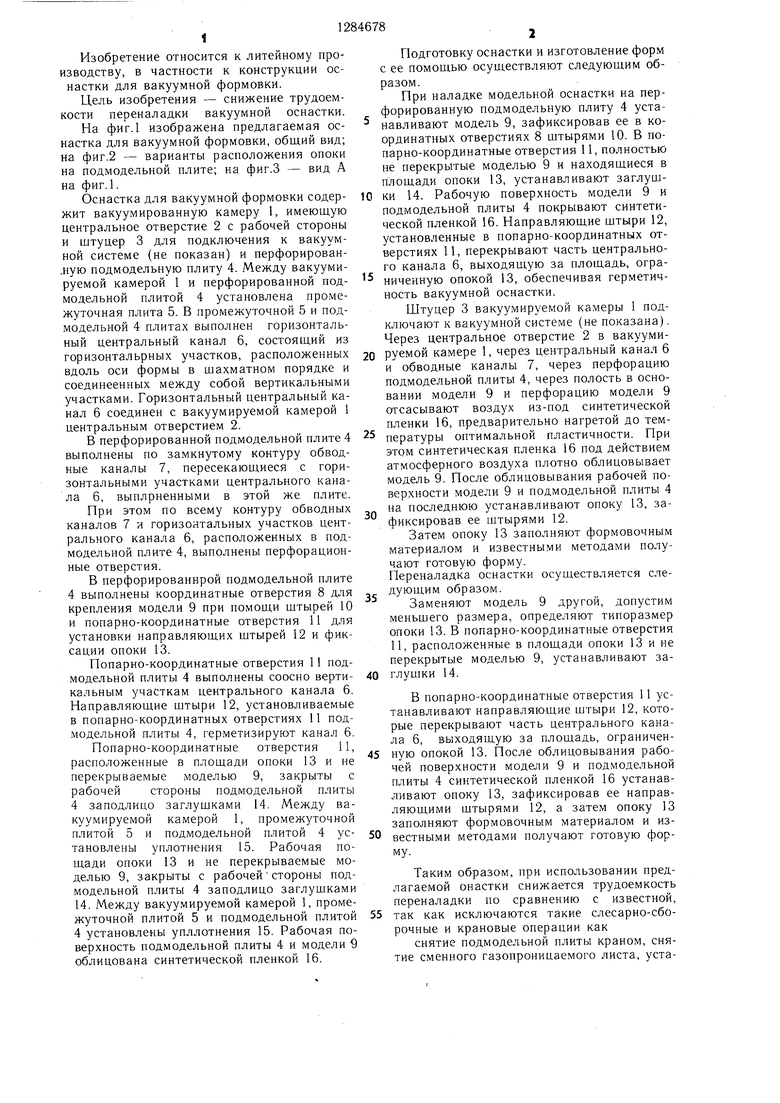

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Оснастка для вакуумной формовки | 1979 |
|
SU865486A2 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Подмодельная плита для вакуумной формовки | 1985 |
|
SU1308423A2 |
| Модельно-опочный комплект | 1981 |
|
SU1031636A1 |
| Подмодельная плита для вакуумной формовки | 1983 |
|
SU1097432A2 |
| Подмодельная плита для вакуумной формовки | 1980 |
|
SU933182A2 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
Изобретение относится к литейному производству. Цель изобретения - снижение трудоемкости переналадки вакуумной оснастки. Между перфорированной подмодельной плитой 4 и вакуумируемой камерой 1 установлена промежуточная плита 5 с каналами. Вакуу.мирование происходит через центральный канал 6, горизонтальные участки которого расположены в шахматном порядке в подмодельной и промежуточных плитах, обводные каналы 7 в подмодельной плцте и сквозные каналы в модели 9. Штыри, уста- навливае.мые в попарно-координатные отверстия, перекрывают центральный канал, отсоединяя часть обводных каналов, выходящих за пределы опочной оснастки, от системы вакуумирования. Предложенная оснастка позволяет снизить трудоемкость переналадки оснастки при переходе на другой типоразмер опок. 3 ил. Щ W S 9 7U N3 00 4: О5 00 ФигА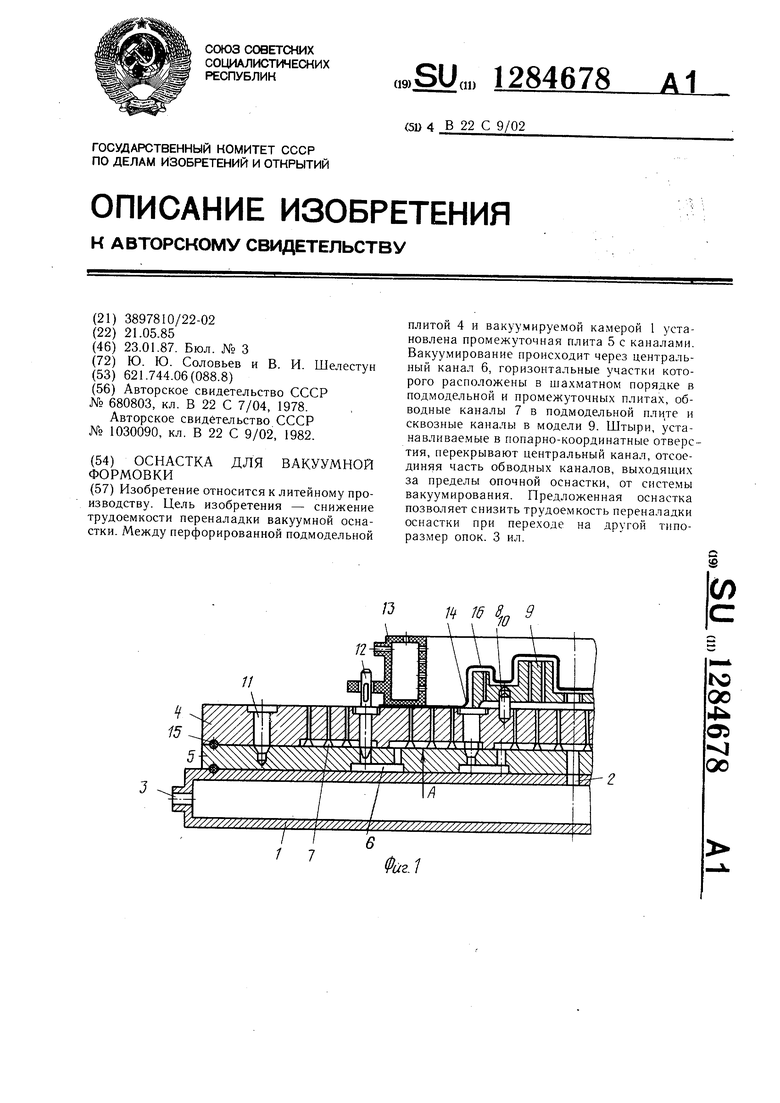
| Подмодельная плита для вакуумной формовки | 1977 |
|
SU680803A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
