ISIS 20 21
СО
Од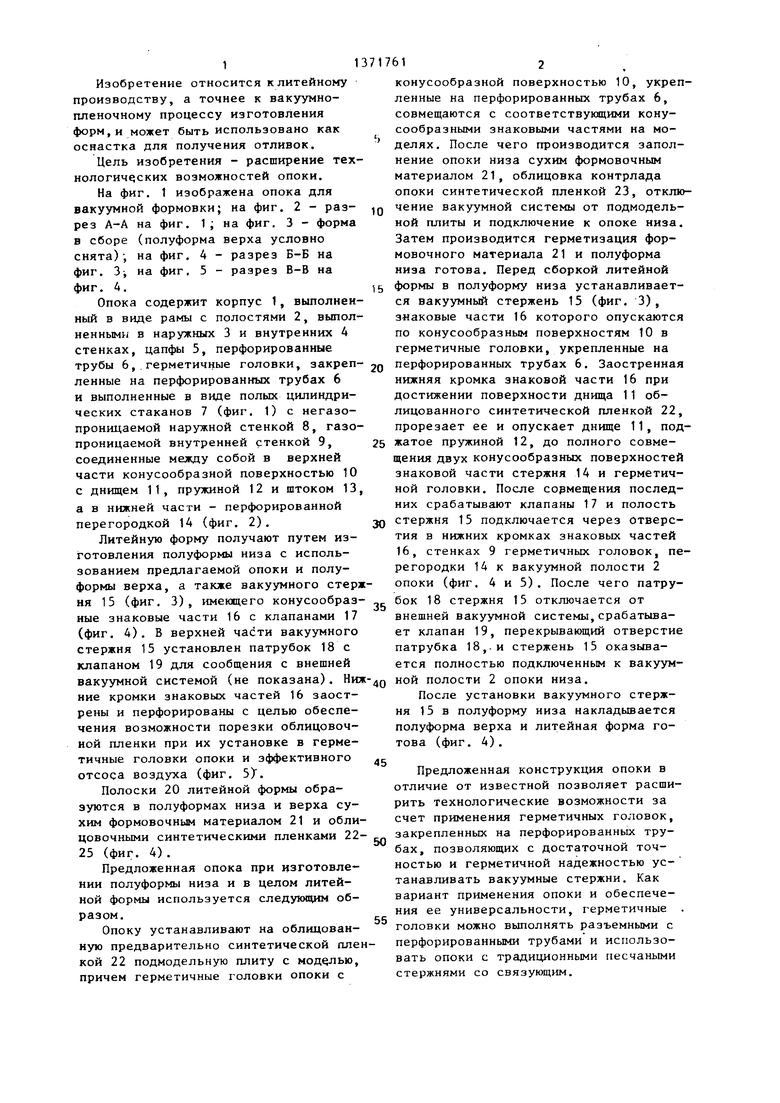
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1986 |
|
SU1344502A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
Изобретение относится к литейному производству. Цель изобретения - расширение технологических возможностей опоки для вакуумной формовки. Опока содержит корпус, выполненный в виде рамы, и систему перфорированных труб. На перфорированных трубах расположены герметичные головки, взаимодействующие со знаковой частью вакуумируемого стержня. При простановке стержня его заостренная знаковая часть 16 прорезает пленку 22, отжимает подпружиненную пластину 11 и через перфорированные стенки головки 9 и 14 стержень соединяется с системой вакуумирования. 5 ил. с Ф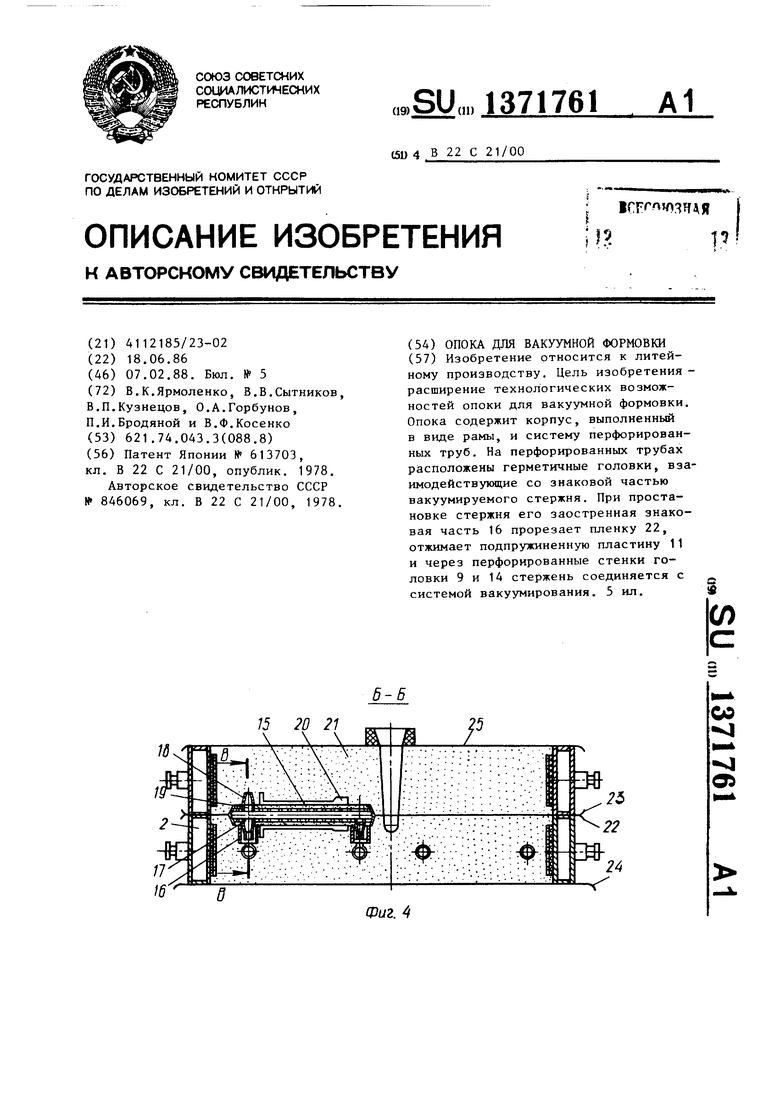
Фиг. 4
11
Изобретение относится клктеЛному производству, а точнее к вакуумно- пленочному процессу изготовления форм,и может быть использовано как оснастка для получения отливок.
Цель изобретения - расширение тех- нологич ских возможностей опоки.
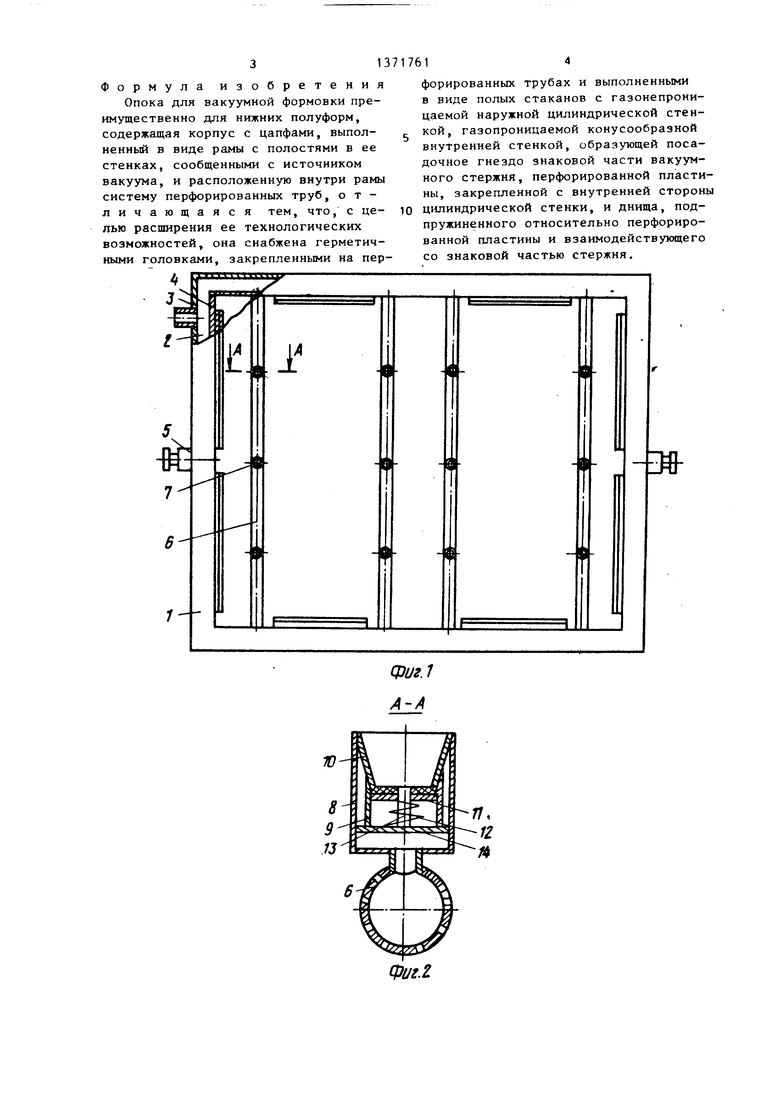
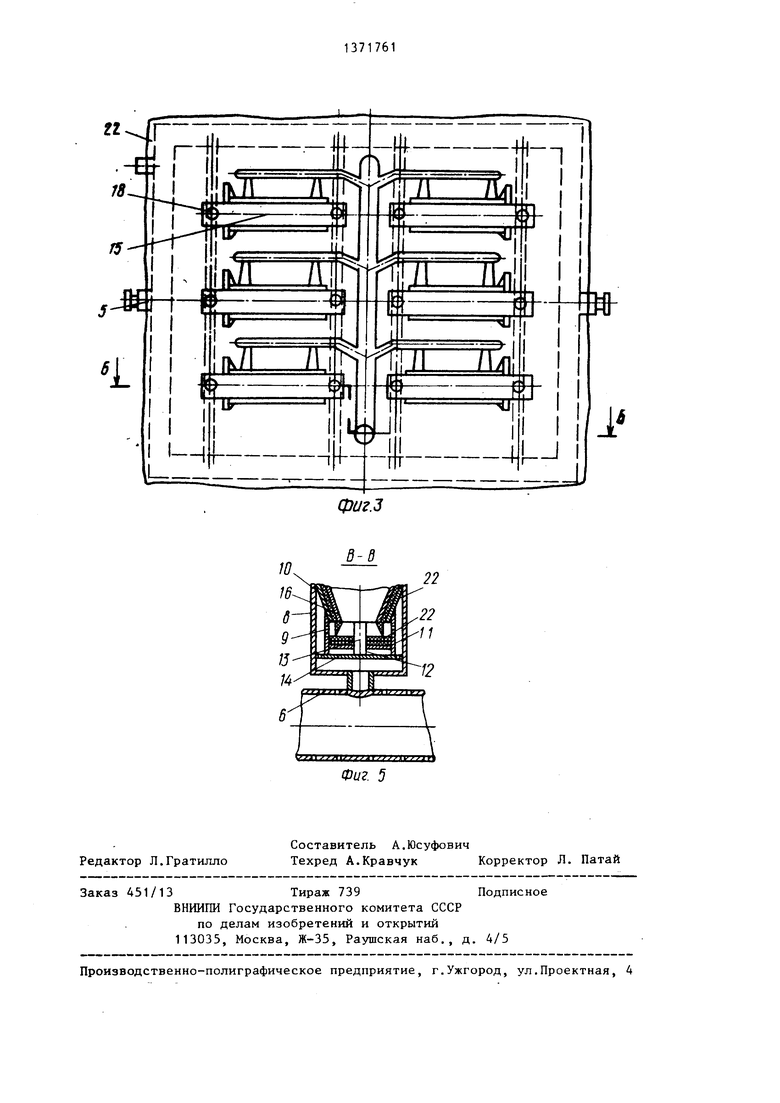
На фиг. 1 изображена опока для вакуумной формовки; на фиг. 2 - раз- рез А-А на фиг. 1; на фиг. 3 - форма в сборе (полуформа верха условно снята)-, на фиг. 4 - разрез Б-Б на фиг. 3-, на фиг, 5 - разрез В-В на фиг. А.
Опока содержит корпус 1, выполненный в виде рамы с полостями 2, выполненными в наружных 3 и внутренних А стенках, цапфы 5, перфорированные трубы 6,.герметичные головки, закреп- ленные на перфорированных трубах 6 и выполненные в виде полых цилиндрических стаканов 7 (фиг. 1) с негазопроницаемой наружной стенкой 8, газопроницаемой внутренней стенкой 9, соединенные между собой в верхней части конусообразной поверхностью 10 с днищем 11, пружиной 12 и штоком 13, а в нижней части - перфорированной перегородкой 14 (фиг. 2).
Литейную форму получают путем изготовления полуформы низа с использованием предлагаемой опоки и полуформы верха, а также вакуумного стержня 15 (фиг. 3), имеющего конусообразные знаковые части 16 с клапанами 17 (фиг. 4). В верхней части вакуумного стержня 15 установлен патрубок 18 с клапаном 19 для сообщения с внешней вакуумной системой (не показана). НИЖ ние кромки знаковых частей 16 заострены и перфорированы с целью обеспечения возможности порезки облицовочной пленки при их установке в герметичные головки опоки и эффективного отсоса воздуха (фиг. 5).
Полоски 20 литейной формы образуются в полуформах низа и верха сухим формовочным материалом 21 и облицовочными синтетическими пленками 22- 25 (фиг. 4).
Предложенная опока при изготовлении полуформы низа и в целом литейной формы используется следующим образом.
Опоку устанавливают на облицованную предварительно синтетической пленкой 22 подмодельную плиту с моделью, причем герметичные головки опоки с
Q 5
n 5 0
Q
0
5
7612
конусообразной поверхностью 10, укрепленные на перфорированных трубах 6, совмещаются с соответствующими конусообразными знаковыми частями на моделях. После чего производится заполнение опоки низа сухим формовочным материалом 21, облицовка контрлада опоки синтетической пленкой 23, отключение вакуумной системы от подмодель- ной плиты и подключение к опоке низа. Затем производится герметизация формовочного материала 21 и полуформа низа готова. Перед сборкой литейной формы в полуформу низа устанавливается вакуумный стержень 15 (фиг. 3), знаковые части 16 которого опускаются по конусообразным поверхностям 10 в герметичные головки, укрепленные на перфорированных трубах 6. Заостренная нижняя кромка знаковой части 16 при достижении поверхности днища 11 облицованного синтетической пленкой 22, прорезает ее и опускает днище 11, поджатое пружиной 12, до полного совмещения двух конусообразных поверхностей знаковой части стержня 14 и герметичной головки. После соэмещения последних срабатывают клапаны 17 и полость стержня 15 подключается через отверстия в нижних кромках знаковых частей 16, стенках 9 герметичных головок, перегородки 14 к вакуумной полости 2 опоки (фиг. 4 и 5). После чего патрубок 18 стержня 15 отключается от внешней вакуумной системы,срабатывает клапан 19, перекрывающий отверстие патрубка 18,. и стержень 15 оказывается полностью подключенным к вакуумной полости 2 опоки низа.
После установки вакуумного стержня 1 5 в полуформу низа накладьшается полуформа верха и литейная форма готова (фиг. 4).
Предложенная конструкция опоки в отличие от известной позволяет расширить технологические возможности за счет применения герметичных головок, закрепленных на перфорированных трубах, позволяющих с достаточной точностью и герметичной надежностью устанавливать вакуумные стержни. Как вариант применения опоки и обеспечения ее универсальности, герметичные . головки можно выполнять разъемными с перфорированными трубами и использовать опоки с традиционными песчаными стержнями со связующим.
Формула изобретения Опока для вакуумной формовки преимущественно для нижних полуформ, содержащая корпус с цапфами, выполненный в виде рамы с полостями в ее стенках, сообщенными с источником вакуума, и расположенную внутри рамы систему перфорированных труб, о т - личающаяся тем, что, с целью расширения ее технологических возможностей, она снабжена герметичными головками, закрепленными на пер«
форированных трубах и выполненными в виде полых стаканов с газонепроницаемой наружной цилиндрической стенкой, газопроницаемой конусообразной внутренней стенкой, образующей посадочное гнездо знаковой части вакуумного стержня, перфорированной пластины, закрепленной с внутренней стороны цилиндрической стенки, и днища, подпружиненного относительно перфорированной пластины и взаимодействующего со знаковой частью стержня.
Фаг.г.
фиг.З
8-В
| Опока | 1972 |
|
SU613703A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Опока для вакуумной формовки | 1978 |
|
SU846069A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
