Изобретение относится к литейному производству, а именно к оснастке для изготовления вакуумно-пленочных литейных форм.
Известна подмодельная плита для вакуумно-пленочной формовки (Минаев А.А., Ноткин Е.Б., Сазонов В.А. «Вакуумная формовка», М.: Машиностроение, 1984 г., с.5), содержащая корпус с закрытой полостью, штуцер для подключения полости к вакуумирующей системе. Рабочая поверхность модельной плиты соединена с полостью подмодельной плиты сквозными отверстиями диаметром 0,5-1 мм.
Недостатком описанной подмодельной плиты является то, что ее габаритные размеры в плане ограничиваются размерами формовочного стола формовочной машины и межосевым расстоянием между центрирующим и направляющим штырями, что не позволяет на конкретной формовочной машине применять опоки других типоразмеров в случае смены номенклатуры отливок.
Известна подмодельная плита для вакуумно-пленочной формовки (авт. св. СССР №680803), содержащая корпус с полостью и штуцер для подключения к вакуумирующей системе. Для повышения универсальности подмодельной плиты она снабжена сменным перфорированным листом, установленным на рабочей поверхности корпуса, при этом в перфорированном листе, выполняющим роль модельной плиты, выполнены координатные отверстия. Такая подмодельная плита наиболее близка к предлагаемому изобретению и принята за прототип.
К недостаткам прототипа относится то, что габаритные размеры подмодельной плиты в плане привязаны к размерам формовочного стола формовочной машины и межосевому расстоянию между центрирующим и направляющим штырями (или центрирующей и направляющей втулками), что не позволяет применять опоки других типоразмеров в случае смены номенклатуры отливок, сужая тем самым область применения формовочной вакуумно-пленочной машины.
Предлагаемым изобретением решается задача расширения возможностей изготовления вакуумно-пленочных литейных форм в опоках любых типоразмеров на одной формовочной машине.
Технический результат достигается тем, что в подмодельной вакуумируемой плите для изготовления вакуумно-пленочных литейных форм, содержащей корпус с полостью, соединенной с вакуумирующей системой, сменную перфорированную модельную плиту, полость корпуса разделена герметичными стенками на отдельные полости, каждая из которых соединена отдельными штуцерами через запорные клапаны с общим коллектором, соединенным через общий запорный клапан с вакуумирующей системой, в центре общей стенки корпуса расположена втулка для центрирующего штыря, а в центре каждой противоположной герметичной стенки внутренних полостей выполнены приливы-бобышки с втулками для направляющих штырей, при этом сменная перфорированная модельная плита в зависимости от ее типоразмера установлена на соответствующие штыри.
Новым в заявленном техническом решении является то, что в подмодельной вакуумируемой плите для изготовления вакуумно-пленочных литейных форм полость корпуса разделена герметичными стенками на отдельные полости, каждая из которых соединена отдельными штуцерами через запорные клапаны с общим коллектором, соединенным через общий запорный клапан с вакуумирующей системой, в центре общей стенки корпуса расположена втулка для центрирующего штыря, а в центре каждой противоположной герметичной стенки внутренних полостей выполнены приливы-бобышки с втулками для направляющих штырей, при этом сменная перфорированная модельная плита в зависимости от ее типоразмера установлена на соответствующие штыри.
При изменении номенклатуры отливок и типоразмера опоки на подмодельную плиту устанавливается по штырям соответствующая модельная плита, закрывающая своей перфорированной плоскостью соответствующие полости в подмодельной плите. При этом для вакуумитрования соответствующей полости включается соответствующий запорный клапан, через который данная полость соединяется посредством штуцера с общим коллектором.
Изобретение поясняется чертежом, где показана подмодельная вакуумируемая плита для изготовления вакуумно-пленочных литейных форм.
Подмодельная вакуумируемая плита для изготовления вакуумно-пленочных литейных форм содержит корпус 1, полость которого разделена герметичными стенками 2 на отдельные полости 3, 4, 5, 6, 7, размеры которых в плане соответствуют типоразмерам соответствующих модельных плит 8. В центре общей стенки 9 корпуса 1 расположена втулка для центрирующего штыря 10, а в центре каждой противоположной герметичной стенки внутренних полостей выполнены приливы-бобышки 11, в которые вставлены втулки 12 для направляющих штырей 13. В сквозные отверстия общей стенки 9 корпуса 1 подмодельной плиты вставлены штуцера 14, соединяющие каждую из полостей 4, 5, 6, 7 с соответствующими запорными клапанами 15, которые через свои штуцеры 16 соединяют все полости подмодельной плиты с общим коллектором 17. Коллектор 17 через запорный клапан 18 соединяет подмодельную плиту с вакуумирующей системой. Корпус 1 подмодельной плиты крепится к столу формовочной машины при помощи крепежных платиков 19.
Подмодельная вакуумируемая плита для изготовления вакуумно-пленочных литейных форм работает следующим образом. На формовочный стол вакуумно-пленочной машины устанавливается подмодельная вакуумируемая плита, которая крепится к столу машины с помощью платиков 19. В зависимости от типоразмера опоки, в которой изготавливается вакуумно-пленочная форма, на корпус 1 подмодельной плиты по штырям 10 и 13 устанавливается соответствующая модельная плита 8 с моделями (не показан). Из соответствующих закрытых модельной плитой полостей вакуумирующей системой через общий запорный клапан 18, общий коллектор 17, соответствующие запорные клапаны 15 и штуцеры 14, 16 откачивается воздух (создается разрежение в соответствующих полостях) для обтяжки моделей полимерной пленкой по общепринятой для вакуумно-пленочной формовки технологии. Затем на модельную плиту устанавливается опока, в которой будет изготавливаться вакуумно-пленочная форма.
В случае смены номенклатуры отливок и смены габаритов опоки, например в сторону уменьшения, на подмодельную плиту устанавливается модельная плита меньших размеров, но соответствующая размерам опоки в плане. При этом модельной плитой перекрываются, например, полости 3, 4, 5. Тогда для обтяжки новой модельной плиты с моделями необходимо создать разрежение в полостях 3, 4, 5 посредством вакуумирующей системы через соответствующие штуцеры 14, запорные клапаны 15, штуцеры 16, коллектор 17 и общий запорный клапан 18. Затем на модельную плиту устанавливается опока, в которой будет изготавливаться вакуумно-пленочная форма. При этом полости 6, 7 остаются незадействованными, а соответствующие запорные клапаны 15 нормально закрытыми.
Таким образом при смене модельных плит и перекрытии ими любых открытых полостей в корпусе подмодельной плиты, и включении соответствующих запорных клапанов 15 через штуцеры 14 и 16, общий коллектор 17 и общий запорный клапан 18 данные, теперь уже закрытые полости, соединены с вакуумирующей системой, которая создает разрежение в обозначенных полостях для облицевания модельной плиты с моделями полимерной пленкой согласно общепринятой технологии изготовления вакуумно-пленочных форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799663A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1981 |
|
SU975177A1 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Подмодельная плита для вакуумной формовки | 1986 |
|
SU1315107A1 |
| Установка для вакуумной формовки | 1982 |
|
SU1052311A1 |
Изобретение относится к литейному производству, в частности к остнастке для изготовления вакуумно-пленочных литейных форм. Подмодельная плита содержит корпус, внутренняя полость которого разделена герметичными стенками на отдельные полости, каждая из которых отдельными штуцерами через запорные клапаны соединена с общим коллектором, соединенным через общий запорный клапан с вакуумирующей системой, а в центре каждой малой стороны герметичных стенок внутренних полостей выполнены приливы-бобышки с втулками. Использование изобретения обеспечивает расширение возможности эксплуатации вакуумно-пленочной формовочной машины. 1 ил.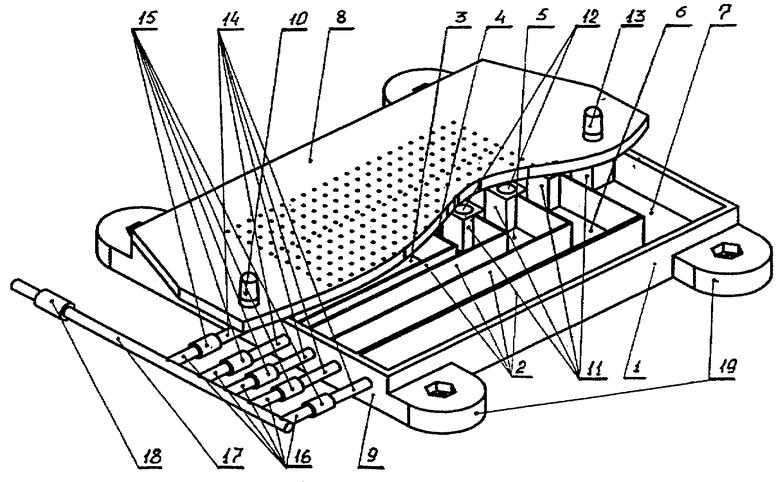
Подмодельная вакуумируемая плита для изготовления вакуумно-пленочных литейных форм, содержащая корпус с полостью, соединенной с вакуумирующей системой, сменную перфорированную модельную плиту, отличающаяся тем, что полость корпуса разделена герметичными стенками на отдельные полости, каждая из которых соединена отдельными штуцерами через запорные клапаны с общим коллектором, соединенным через общий запорный клапан с вакуумирующей системой, в центре общей стенки корпуса расположена втулка для центрирующего штыря, а в центре каждой противоположной герметичной стенки внутренних полостей выполнены приливы-бобышки с втулками для направляющих штырей, при этом сменная перфорированная модельная плита в зависимости от ее типоразмера установлена на соответствующие штыри.
| Подмодельная плита для вакуумной формовки | 1977 |
|
SU680803A1 |
| Подмодельная плита для вакуумной формовки | 1985 |
|
SU1308423A2 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
| ПОДВЕСКА РЕДУКТОРА ПРИВОДА ПОДВАГОННОГО ГЕНЕРАТОРА | 1993 |
|
RU2048337C1 |
| Резцовая головка | 1936 |
|
SU51302A1 |

