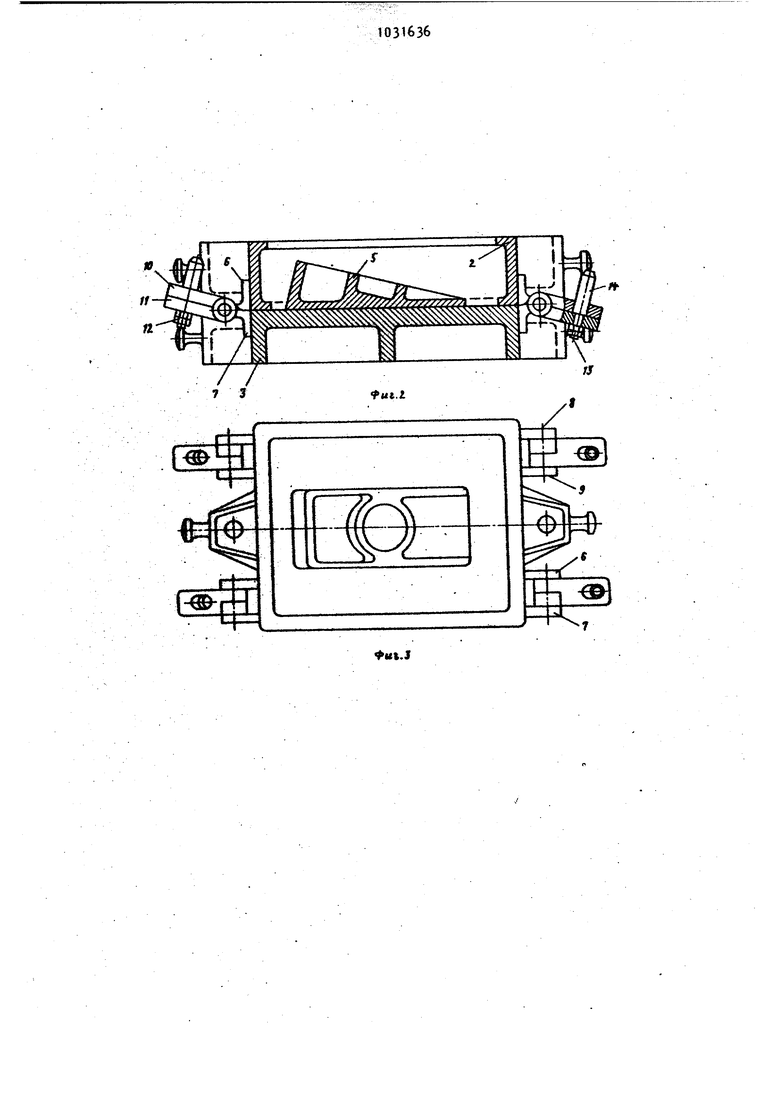
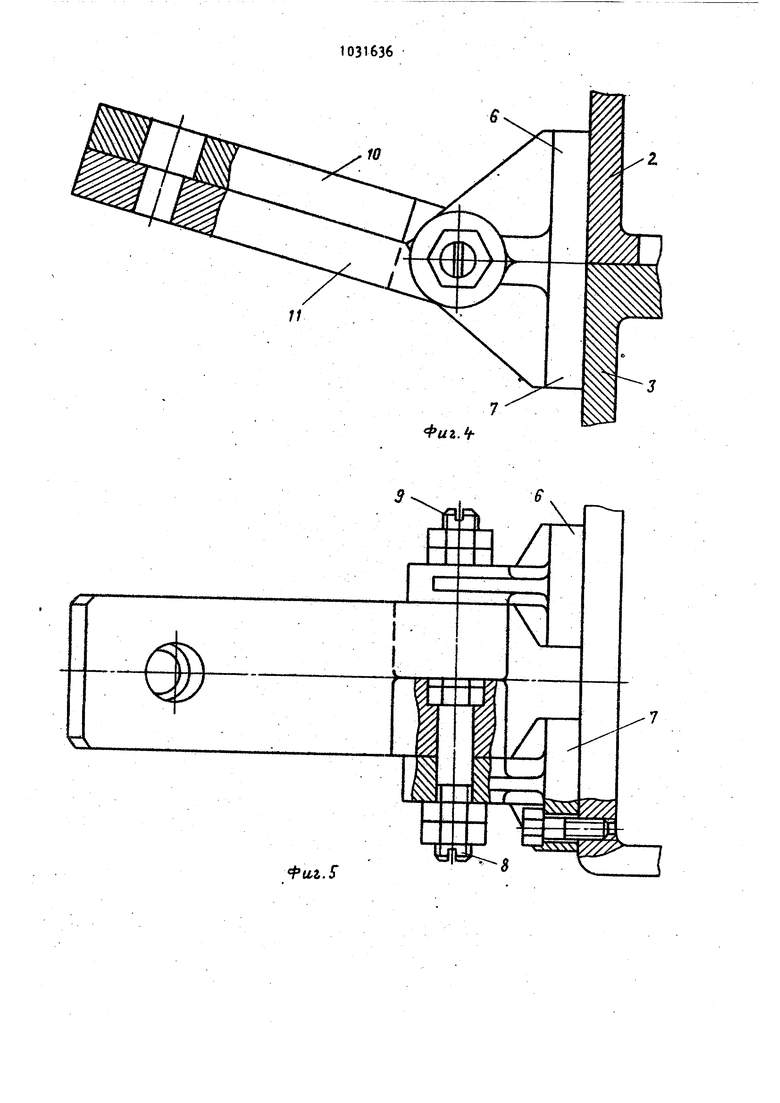
Изобретение относится к литейному производству, а именно к оснастке ли тейных цехов, в частности к модельным комплектам. Известны модепьно-опочные комплекты, содержащие подопочные плиты с моделями , опоки со штырями для фиксации комплекта СОНаиболее близким к предлагаемому является модельно-опочный комплект, содержащий подмодельную плиту с (моделями, ояоку и штырь для фиксации комп лекта 2. Недостатком известных модельных комплектов является то, что фиксирующие элементы, т.е. Щтыри со втулками стоящими- в отверстиях опоки и подопоч ной плиты, позволяют производить съем заформованной опоки с подопочной плиты и находящейся на ней модели только перпендикулярно оси разъема формы, что ведет к уменьшению коэффициента использования металла, так как приходится заливать металлом поднутрения. Цель изобретения - обеспечение воз можности снятия заформованной опоки с подмодельной плиты с моделью, расположенной под углом к плоскости разъема. Поставленная цель достигается тем что моде-льно-опонный комплект, содержащий подмодельную плиту с моделями, опоку и штырь для фиксации комплекта снабжен фиксирующими элементами, попарно и шарнирно закрепленными с двух противоположных сторон опоки и подмодельной плиты в месте их разъема, причем в каждом фиксирующем элементе выполнено отверстие для размещения штыря йля фиксации комплекта. Такая конструкция обеспечивает съем опоки под любым углом, меньшим и большим 90, в зависимости от конст рукции детали. На фиг. 1 показаны верхняя и нижняя заформованные опоки в сборе; на фиг, 2 - комплект для формовки нижней модели, вид сбоку; на фиг. 3 то же, вид сверху; на фиг. k - фиксирующий элемент опоки и подмодельной плиты в сборе, вид сбоку; на фиг. то же, вид сверху; на фиг. 6 - фиксирующий элемент опоки, вид сбоку; на фиг, 7 - то же, вид сверху. Модельно-опочный комплект состоит из опоки 1 верха, опоки 2 низа, подопочных плит 3 (показана одна плита, в комплект входят две - плита верха и низа) с верхней k и нижней 5 моделями (на фиг. 1 цифрами А и 5 условно показаны заформованные полости от верхней и нижней моделей) и фиксирующих элементов, в состав которых входят кронш ейны 6, закрепленные на опоке 2, кронштейны 7,закрепленные на подопочной плите 3, болты 8 и 9, планки 10 и 11, гайки 12 и 13 и штыри 1. Кронштейны 6 и 7 имеют отверстия, общая ось которых находится в плоскости разъема опоки с подмодельной плитой. Планки 10 закреплены на кронштейнах 6, а планки 11 - на кронштейнах 7 соответственно с помощью болтов 8 и 9 и гаек 12. Шть1рь Н -вставлен в отверстия планок 10 и 11 и закреплен на планке 11 с помощью гаек 13, фиксируя при этом положение планок 10 и 11 под нужным углом к плоскости разъема опоки с подопочной плитой. Для надежной ксации определенного разворота планок на кронштейнах 6 и 7, а также на планках 10 и 11 в местах их сопряжения по диаметральным лучам есть выступы и впадины. Если съем опоки 2 с подопочной плиты 3 требуется перпендикулярно плоскости их разъема, то действуют обычным путем. Если же одна из моделей k или 5 или обе одновременно расположены на подопочной плите так, что требуется съем опоки под углом к плоскости разъема, то для таких моделей на подопочной плите и опоке устанавливаются фиксирующие элементы. При этом планки 10 и 11 устанавливаются под нужным углом к плоскости разъема и фиксируются в этом положении штырями It и гайками 13. После формовки опока и подопочная плита с установленной на ней моделью разнимаются под углом зафиксированных планок. Предлагаемая конструкция модельного комплекта позволяет уменьшить вес заготовки, повысить коэффициент использования металла на 30-181 в зависимости от габаритов и конструкции получаемой детали, а также снизить трудоемкость механической обработки на 20-30%.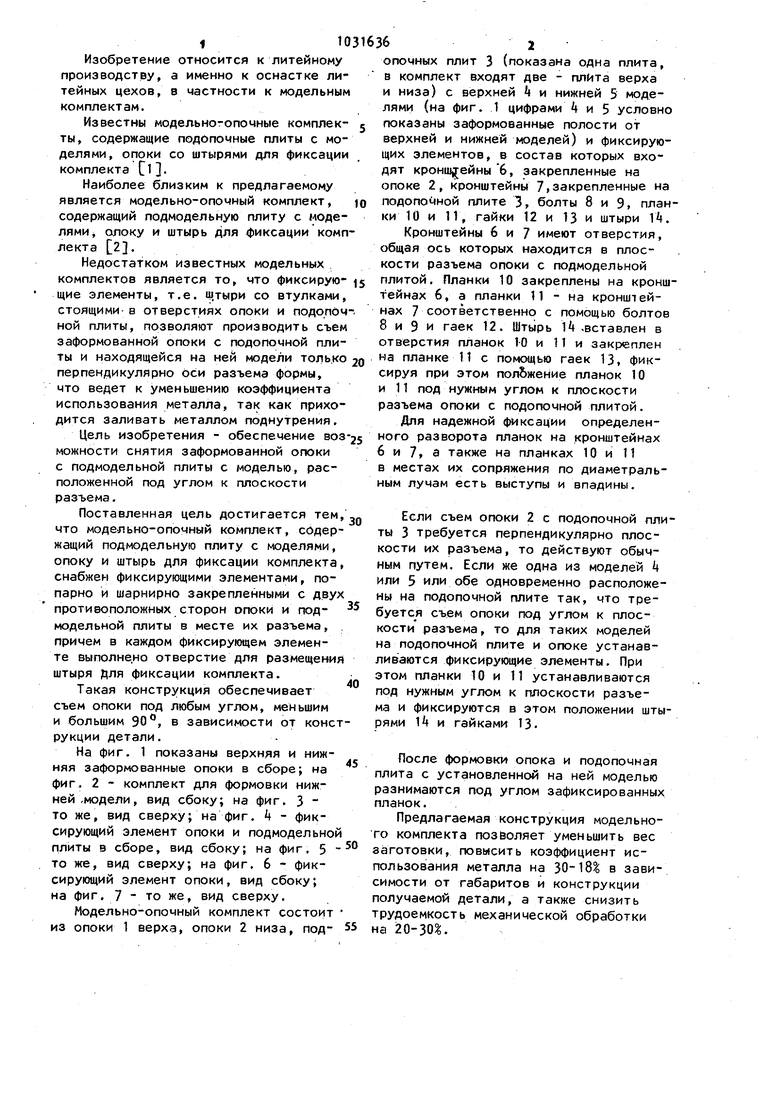
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Модельно-опочная оснастка | 1980 |
|
SU1055588A1 |
| Способ изготовления разъемных магнитных форм и модельная плита для его осуществления | 1986 |
|
SU1388188A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| Устройство для кантования и протяжки крупногабаритных литейных форм | 1980 |
|
SU954174A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Станок для формовки горшков путем ручной набивки земли | 1935 |
|
SU49064A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
МОДЕЛЬНО-ОПОЧНЫЙ КОМПЛЕКТ, содержащий подмодельную плиту с моделями, опоку и штырь для фиксации комплекта, отличающийся тем, что,.с.целью обеспечения возможности снятия зафорнованнбй опоки с подмодельной плиты с моделью, расположенной под углом к плоскости разъема, он снабжен фиксирукщини элементами, -попарно и шарнирно закрепленными с двух противоположных сторон опоки и подмодельной плиты в месте их разъема, причем в каждом фиксирующем элементе выполнено отверстие для размецения вггы-, ря для фиксации комплекта.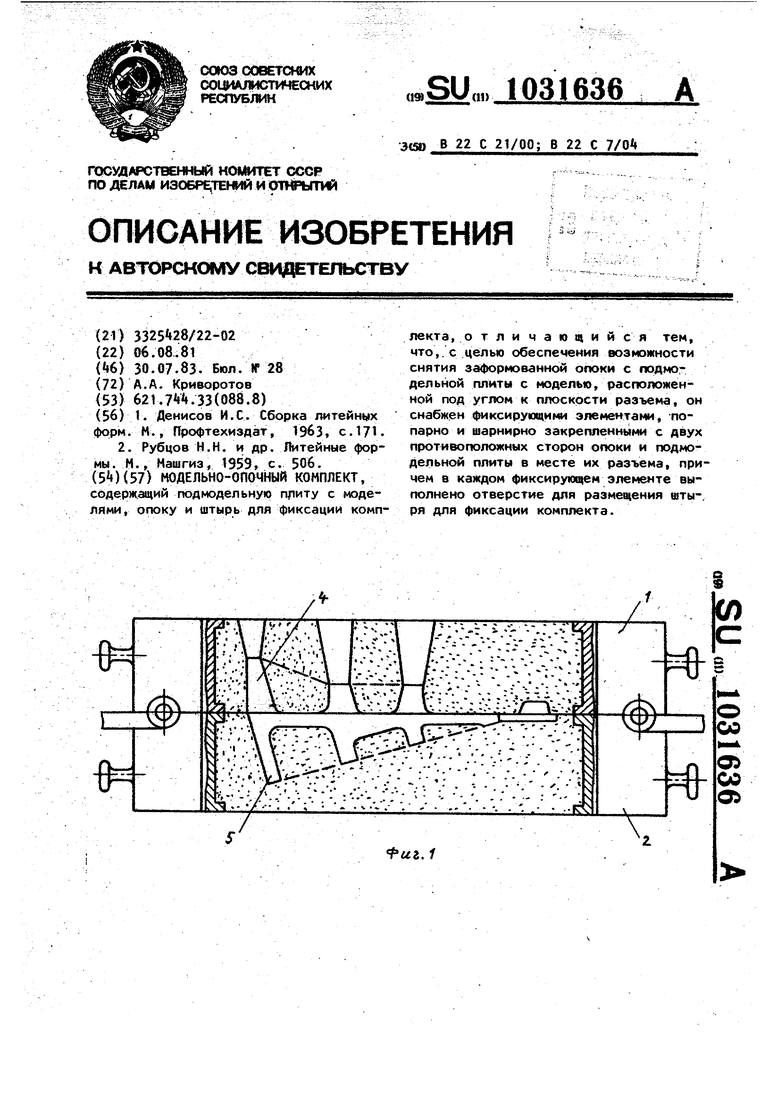
lLt.5
ei,
у
4-7
/
хЧ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Денисов И.С | |||
| Сборка литейных форм | |||
| М., Профтехиздат, 19бЗ, | |||
| Рубцов Н.Н | |||
| и др | |||
| Литейные формы | |||
| М., Мзшгиз, 1959 с | |||
| Способ получения бумажной массы из стеблей хлопчатника | 1912 |
|
SU506A1 |
