Изобретение относится к машиностроению, а именно к устройствам для обработки труб нод сварку в местах с ограниченным пространством при монтаже и капитальном ремонте оборудования и трубопроводов.
Цель изобретения - расширение технологических возможностей обработки.
Цель достигается путем обеспечения обработки наружных и внутренних фасок, а
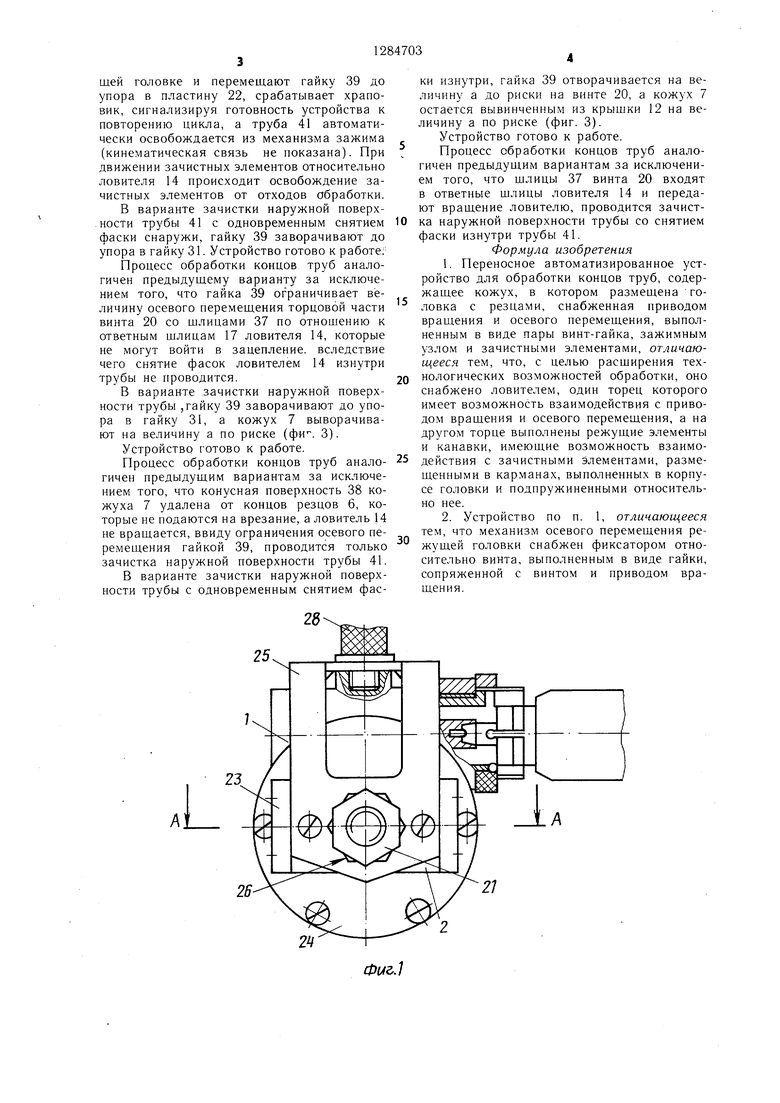
вращения па винт 20, на конце которого установлена пружина 35 храповика, закрепленная гайкой 36, установленной на торце винта 20, имеюшего шлицы 37 ответные шлицам 17 ловителя 14.
Для наладки устройства на различные операции при обработке концов труб устройство снабжено кожухом 7 резцовой головки, имеющим конусную поверхность 38 и, соединенным с возможностью осевого перетакже обработки концов труб, причем обра- Ю мещения с крышкой 24 корпуса привода 1, ботка указанных поверхностей осуществляет-а между сменной гайкой 21 и гайкой 31
установлена с возможностью осевого перемещения регулирующая гайка 39.
15
30
ся как совместно, так и выборочно любой последовательности.
На фиг. 1 изображено устройство для обработки концов труб; на фиг.. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Устройство содержит корпус привода 1 с размещенными в нем механизмом осевого перемещения 2 режущей головки, механиз- 20 мом 3 передачи вращения режущей головки 4 и механизмом зажима (не показан). Режущая головка 4 (фиг. 3 и 4) содержит корпус 5 с размешенными в нем резцами 6, удерживаемыми от выпадания в разомкнутом состоянии и прижатыми к кожуху 7 пружиной 8, зачистные элементы (например, в виде кардолент) 9, помещенные в карманы 10 корпуса 5, подпружиненные пружинами 11 и удерживаемые крышкой 12. Кроме того, в корпусе 5 установлен и зафиксирован кольцом 13 ловитель 14, в торцовой части которого с одной стороны выполнены режушие кромки 15, канавки 16, а с другой стороны шлицы 17 и хвостовик 18 с пружиной 19, которая помещена в винт 20 механизма перемеще- .,, ния 2, сопряженного наружной поверхностью с гайкой 21, внещияя поверхность которой сопряжена с пластиной 22, закрепленной в кронштейнах 23 болтами крышки 24 корпуса привода 1.
От поворота относительно пластины 22 40 гайка 21 зафиксирована скобой 25, снабженной фигурным пазом 26 (фиг. 1) и зафиксированной на пластине 22 винтами 27. Скоба 25 в верхней части прикреплена ручкой 28 к корпусу привода 1 (фиг. ).
Механизм 3 передачи вращения режущей головки 4 включает в себя храповик, состоящий из полумуфты 29, скрепленной посредством шпонки 30 с винтом 20 и зафиксированной от осевого перемещения по винту 20 гайкой 31 и полумуфты 32, сопряженной с возможностью осевого и вращательного перемещения с внутренней поверхностью привода. Вращение полумуфте 32 передается поводками 33 привода, введенными в продольные пазы 34.
Кроме того, полумуфты снабжены зубцами 40.
В торцовой части кожуха 7 установлено автоматизированное устройство для зажима трубы 41 во время обработки (не показано).
Устройство работает следующим образом.
В варианте зачистки наружной поверхности трубы, снятия фасок снаружи и изнутри трубы одновременно, кожух 7 заворачивают до упора в крышку 24, при этом конусная поверхность 38 перемещается к резцам, а гайку 39 отворачивают на вели- 25 чину а (фиг. 2} до риски на винте 20. Устройство готово к работе.
Конец трубы 41 вводят до упора в ловитель 14, включают привод, при этом поводки 33 привода передают вращение корпусу 5 режущей головки и полумуфте 32 через зубцы 40, за счет усилия сжатия пружины 35 полумуфте 29, которая в свою очередь передает вращение винту 20. Винт 20, вращаясь в гайке 21, сообщает поступательное движение режущей головке 4.
В начале поступательного движения при включении зажимное устройство фиксирует трубу 41, а поскольку ловитель 14 упирается в трубу 41, поступательное движение с вращением режущей головки происходит относительно ловителя 14.
По мере происхождения зачистных элементов 9 последние поочередно, под действием пружин 11, копируя конусную поверхность ловителя 14, радиально перемещаются к оси трубы 41, зачищают ее поверхность. В то же время концы резцов приближаются к конусной поверхности 38 кожуха 7 и снимают фаску с наружной поверхности трубы 41.
В конце цикла продольного перемещения режущей головки шлицы 37 винта 20 входят в зацепление с ответными шлицами 17 ловителя 14, который приводится во вращение и снимает фаску изнутри трубы 41 с одновременным осевым перемещением под действием пружины 19 до тех пор, пока гайка 39 не упрется в корпус
45
50
В торцовой части полумуфта 32 с од- 55 привода 1. В это время срабатывает хра- ной стороны имеет резьбу для подсоеди-повик, сигнализируя окончание цикла обработки. Включают реверсивный ход привода и винт 20 сообщает обратное движение режунения корпуса 5 режущей головки, а с другой стороны установлена с возможностью
вращения па винт 20, на конце которого установлена пружина 35 храповика, закрепленная гайкой 36, установленной на торце винта 20, имеюшего шлицы 37 ответные шлицам 17 ловителя 14.
Для наладки устройства на различные операции при обработке концов труб устройство снабжено кожухом 7 резцовой головки, имеющим конусную поверхность 38 и, соединенным с возможностью осевого пере
0
0 ,
0
Кроме того, полумуфты снабжены зубцами 40.
В торцовой части кожуха 7 установлено автоматизированное устройство для зажима трубы 41 во время обработки (не показано).
Устройство работает следующим образом.
В варианте зачистки наружной поверхности трубы, снятия фасок снаружи и изнутри трубы одновременно, кожух 7 заворачивают до упора в крышку 24, при этом конусная поверхность 38 перемещается к резцам, а гайку 39 отворачивают на вели- 5 чину а (фиг. 2} до риски на винте 20. Устройство готово к работе.
Конец трубы 41 вводят до упора в ловитель 14, включают привод, при этом поводки 33 привода передают вращение корпусу 5 режущей головки и полумуфте 32 через зубцы 40, за счет усилия сжатия пружины 35 полумуфте 29, которая в свою очередь передает вращение винту 20. Винт 20, вращаясь в гайке 21, сообщает поступательное движение режущей головке 4.
В начале поступательного движения при включении зажимное устройство фиксирует трубу 41, а поскольку ловитель 14 упирается в трубу 41, поступательное движение с вращением режущей головки происходит относительно ловителя 14.
По мере происхождения зачистных элементов 9 последние поочередно, под действием пружин 11, копируя конусную поверхность ловителя 14, радиально перемещаются к оси трубы 41, зачищают ее поверхность. В то же время концы резцов приближаются к конусной поверхности 38 кожуха 7 и снимают фаску с наружной поверхности трубы 41.
В конце цикла продольного перемещения режущей головки шлицы 37 винта 20 входят в зацепление с ответными шлицами 17 ловителя 14, который приводится во вращение и снимает фаску изнутри трубы 41 с одновременным осевым перемещением под действием пружины 19 до тех пор, пока гайка 39 не упрется в корпус
5
0
5 привода 1. В это время срабатывает хра- повик, сигнализируя окончание цикла обращей головке и перемещают гайку 39 до упора в пластину 22, срабатывает храповик, сигнализируя готовность устройства к повторению цикла, а труба 41 автоматически освобождается из механизма зажима (кинематическая связь не показана). При движении зачистных элементов относительно ловителя 14 происходит освобождение зачистных элементов от отходов обработки.
В варианте зачистки наружной поверх.ности трубы 41 с одновременным снятием
фаски снаружи, гайку 39 заворачивают до
упора в гайку 31. Устройство готово к работе;Процесс обработки концов труб аналогичен предыдущему варианту за исключением того, что гайка 39 ограничивает величину осевого перемещения торцовой части винта 20 со шлицами 37 по отношению к ответным шлицам 17 ловителя 14, которые не могут войти в зацепление, вследствие чего снятие фасок ловителем 14 изнутри трубы не проводится.
В варианте .зачистки наружной поверхности трубы ,гайку 39 заворачивают до упора в гайку 31, а кожух 7 выворачивают на величину а по риске (фи. 3).
Устройство готово к работе.
Процесс обработки концов труб анало- гичен предыдущим вариантам за исключением того, что конусная поверхность 38 кожуха 7 удалена от концов резцов 6, которые не подаются на врезание, а ловитель 14 не вращается, ввиду ограничения осевого перемещения гайкой 39, проводится только зачистка наружной поверхности трубы 41.
В варианте зачистки наружной поверхности трубы с одновременным снятием фас
5
ки изнутри, гайка 39 отворачивается на величину а до риски на винте 20, а кожух 7 остается вывинченным из крышки 12 на величину а по риске (фиг. 3). Устройство готово к работе.
Процесс обработки концов труб аналогичен предыдущим вариантам за исключением того, что щлицы 37 винта 20 входят в ответные щлицы ловителя 14 и передают вращение ловителю, проводится зачистка наружной поверхности трубы со снятием фаски изнутри трубы 41.
Формула изобретения . Переносное автоматизированное устройство для обработки концов труб, содержащее кожух, в котором размещена головка с резцами, снабженная приводом вращения и осевого перемещения, выполненным в виде пары винт-гайка, зажимным узлом и зачистными элементами, отличающееся тем, что, с целью расширения тех0 нологических возможностей обработки, оно снабжено ловителем, один торец которого имеет возможность взаимодействия с приводом вращения и осевого перемещения, а на другом торце выполнены режущие элементы и канавки, имеющие возможность взаимодействия с зачистными элементами, размещенными в карманах, выполненных в корпусе головки и подпружиненными относительно нее.
2. Устройство по п. 1, отличающееся тем, что механизм осевого перемеияения ре- жущей головки снабжен фиксатором относительно винта, выполненным в виде гайки, сопряженной с винтом и приводом вращения.
25
25 21 21
А-А
35
23
Фмг.2
5- В
Ц 12
I
38
75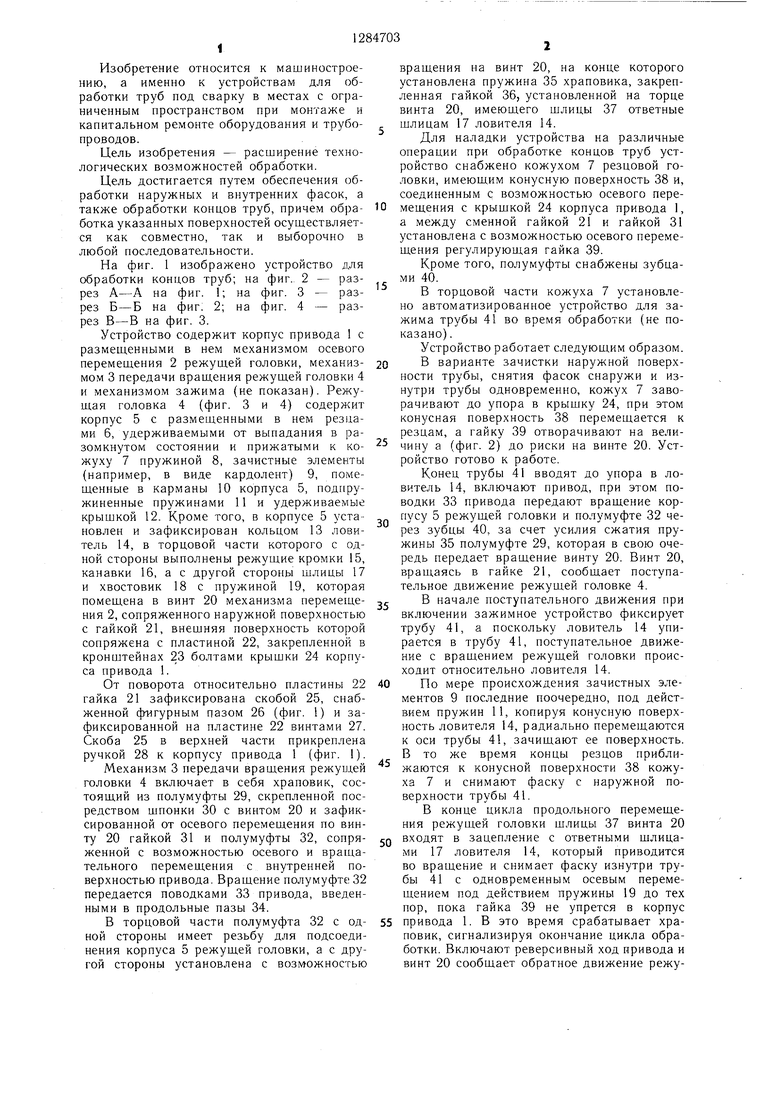
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для зачистки концов труб | 1977 |
|
SU715301A1 |
| Переносное автоматизированное устройство для обработки концов цилиндрических деталей | 1984 |
|
SU1181777A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Устройство для зачистки концов труб | 1980 |
|
SU933268A2 |
| Инструмент для зачистки заусенцев и снятия фасок | 1985 |
|
SU1303287A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| Устройство для обработки концов труб | 1982 |
|
SU1009614A1 |
| Устройство для снятия фасок на трубах малого диаметра | 2021 |
|
RU2785350C1 |

Изобретение относится к области машиностроения и может быть применено при монтаже и ремонте оборудования в стесненных условиях. Целью изобретения является расширение технологических возможностей обработки путем обеспечения обработки наружных и внутренних фасок, а также обработки концов труб, причем обрабо ка указанных поверхностей может осуществляться как совместно, так и выборочно, в любой последовательности. Устройство содержит корпус привода, в котором размещена резцовая головка с резцами 6 для снятия фаски, ловитель 14, на котором выполнены режущие кромки 15 и канавки 16, причем ловитель 14 связан посредством шлицов с механизмом осевого перемещения. Устройство также снабжено зачистными элементами 9, подпружиненными относительно корпуса резцовой головки пружинами 11. В процессе обработки деталь (труба) фиксируется относительно ловителя 14, включается привод вращения головки, резцы 6 снимают наружную фаску, режущие кромки 15 ловителя 14 - внутреннюю, а за- чистные элементы 9 обрабатывают конец трубы. Канавки 16 ловителя 14 очищают за- чистные элементы 9 от продуктов обработки. В процессе обработки устройство может обрабатывать как одновременно все поверхности (наружную и внутреннюю фаски и конец трубы), так и выборочно, любую из них. 1 3. п. ф-лы, 4 ил. 6-S о (Л Ю 00 | о со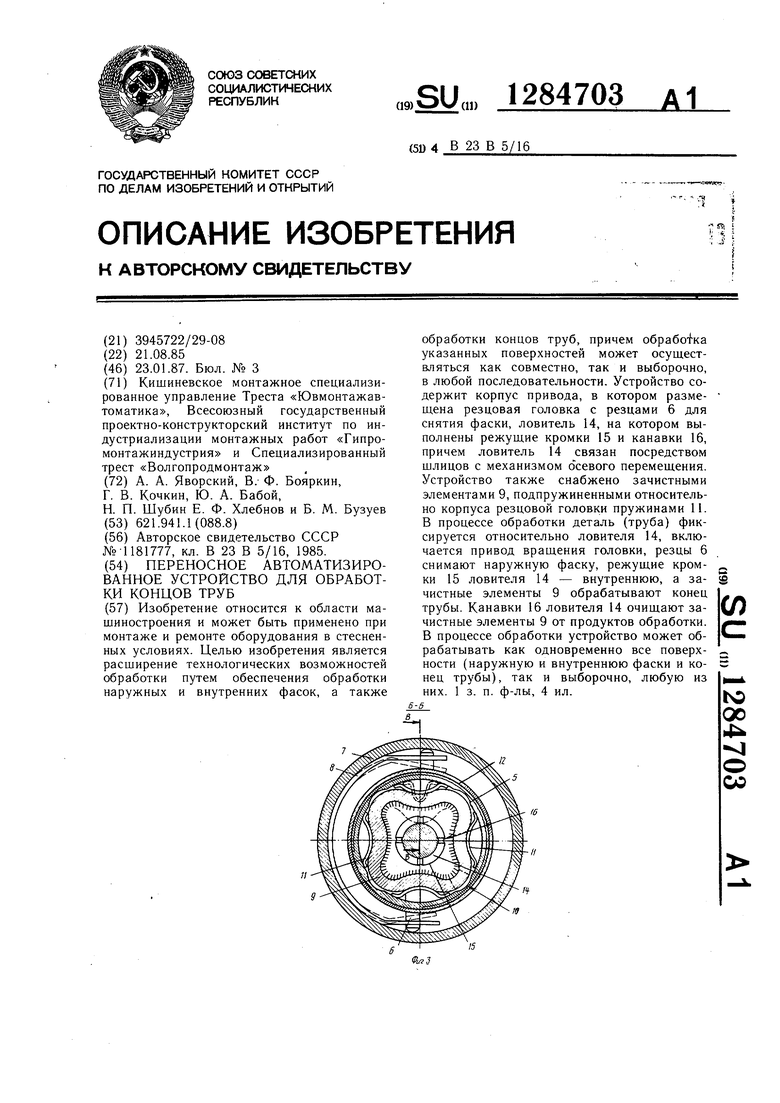
| Переносное автоматизированное устройство для обработки концов цилиндрических деталей | 1984 |
|
SU1181777A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
