Изобретение относится к автоматизации технологических процессов в машиностроении.
Целью изобретения является повышение производительности устройст- ва за счет обеспечения переориентац всех деталей в одинаковое положение .
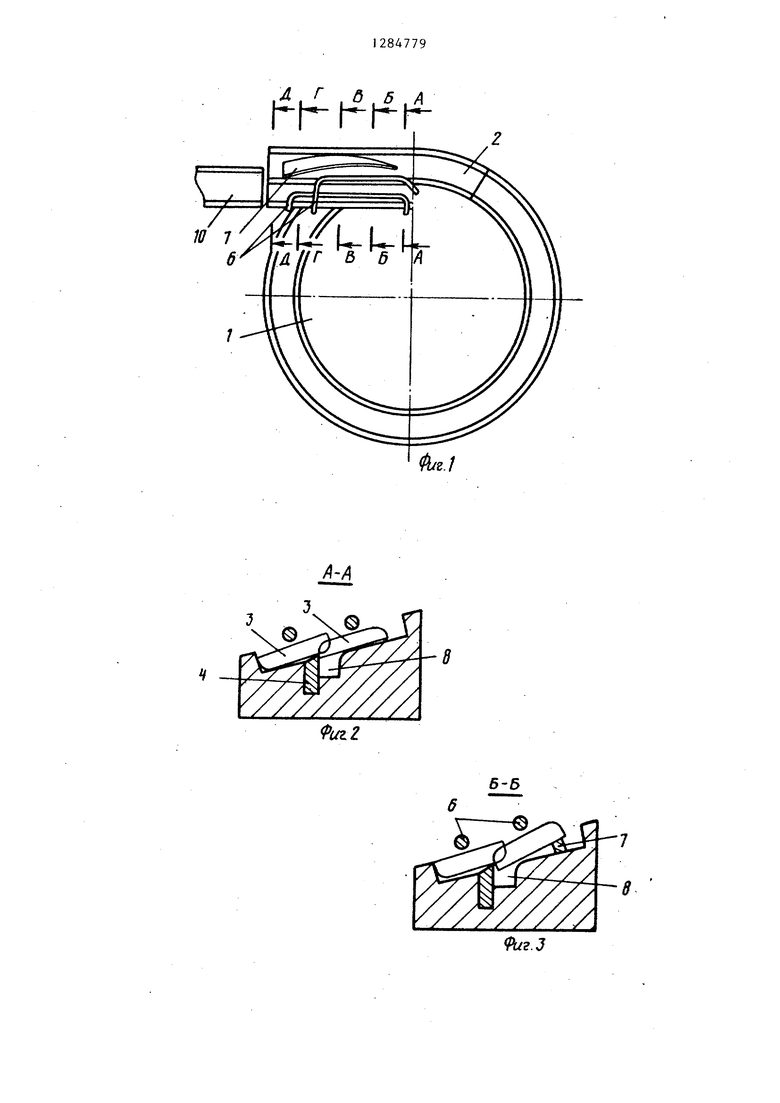
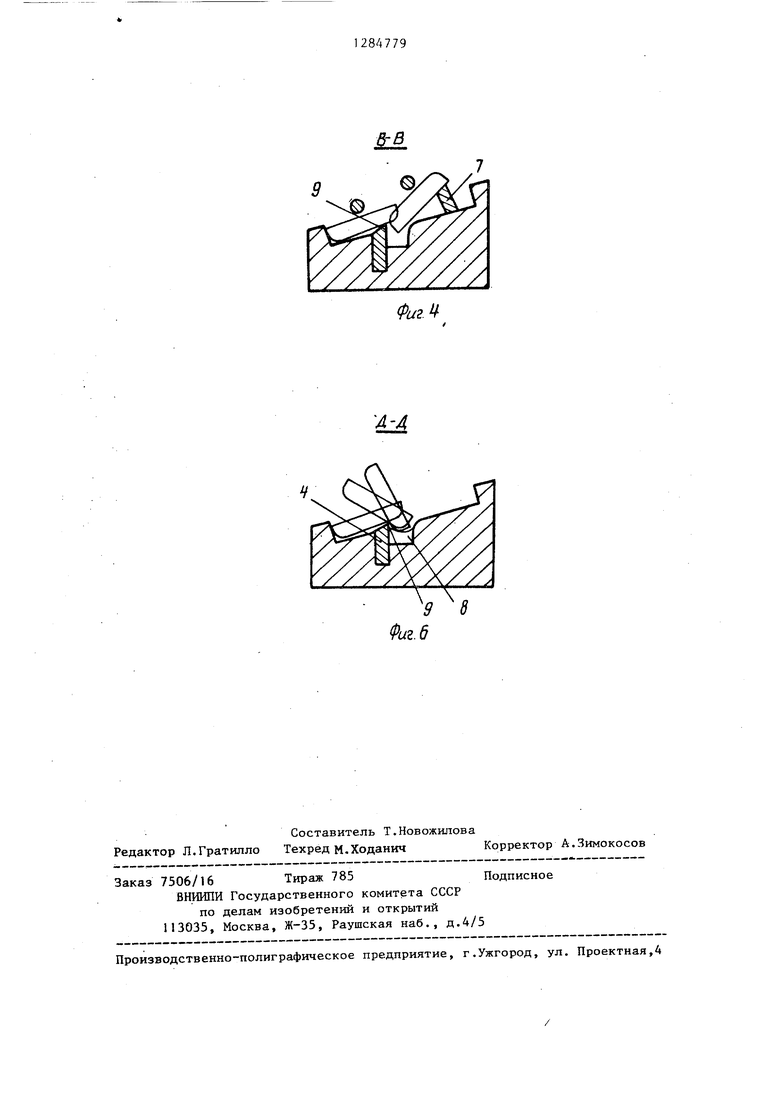
На фиг.1 схематично изображено предлагаемое устройство, вид в шш- не; на фиг,2 - разрез А-А на фиг.; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.; на фиг.З - разрез Г-Г на фиг.1; на фиг.6 - разрез Д-Д на фиг. Г,
Устройство содержит вибробункер 1 с подающим лотком 2, который на участке ориентирования деталей 3 выполнен расширенным и снабжен установленным на его дне вдоль лотка 2 ножом 4 со скосом 5 на верхнем торце, ограничители 6, расположенные . над подающим лотком, и снабжено ориентирующей клиновидной планкой 7.
На подающем лотке 2 между ножом 4 и ориентирующей планкой 7 выполнен продольный паз 8, одна стенка которого образована боковой поверх- .ностью 9 ножа 4. На участке ориентирования подающий лоток 2 наклонен к центру чаши вибробункера.
Ориентирование деталей осуществляется следующим образом.
Плоские детали 3 с односторонней фаской (радиусом) из чаши вибро- бункера по подающему лотку 2 поступают на участок ориентирования. Детали 3, идущие фаской вниз, благодаря вибрации и наклону лотка к центру вибробункера сползают по наклонной поверхности, преодолевая нож 4, до упора в бурт подающего лотка и далее перемещаются в отводящий лоток 10. Детали, идущие фаской вверх, а следовательно, плоским тор
цом вниз, по наклонной поверхности подающего лотка 3, упираются в нож 4 и в таком положении перемещаются вдоль подающего лотка.
Детали своей правой частью наезжают на ориентирующую клиновидную планку 7 и при перемещении вдоль лотка 2 постепенно поднимаются свое правой частью до вертикального положения, находясь при этом постоянно в зацеплении своими торцами с пре- дыду1чими и последующими деталями 3. Левая часть этих деталей опускается в паз 8, что обеспечивает определенное положение переворачиваемой ориентируемой детали 3,а так как детали 3, идущие непрерывным потоком, находятся в зацеплении своими торцами друг с лругом, то переворачиваемой детали обеспечено место в этом потоке на нижней части подающего лотка 2, Таким образом, все детали при выходе из вибробункера ориентируются в положение фаской (радиусом) вниз.
Формула изобретени
Устройство для ориентирования плоских деталей с односторонней фаской 5 содержащее подающий лоток с установленным на его дне вдол-ь подащего лотка ножом, имеющим скос, на верхнем торце, и расположенные над подающим лотком ограничители, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено установленной на подающем лотке ориентирующей клиновидной планкой, а на дне подающего лотка между ножом и ориентирующей клиновидной планкой выполнен продольный паз, одна стенка ко торого образована боковой поверхностью ножа.
uii-L .
hhhrr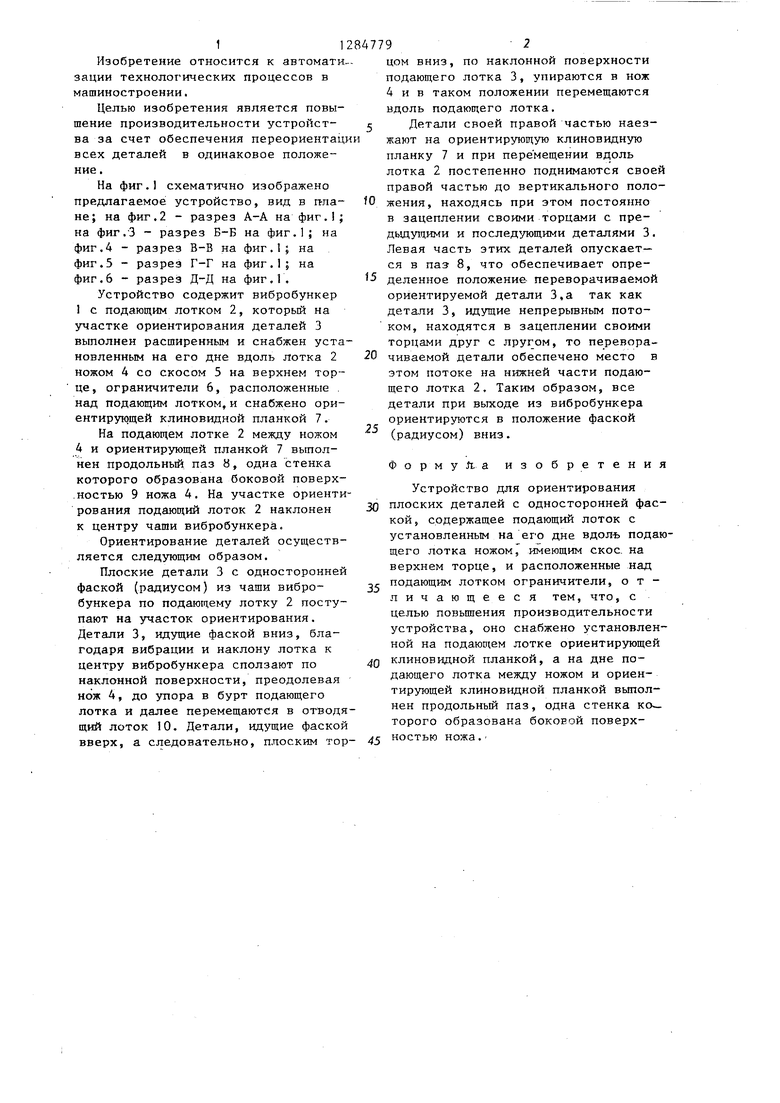
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации плоских деталей | 1990 |
|
SU1759600A1 |
| Устройство для ориентирования плоских деталей | 1985 |
|
SU1284775A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1993 |
|
RU2049643C1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU975318A1 |
| Вибробункер | 1988 |
|
SU1553320A1 |
| Устройство для вторичного ориентирования деталей | 1987 |
|
SU1444129A1 |
| Устройство для ориентированной подачи деталей,преимущественно технологических спутников-носителей интегральных схем | 1980 |
|
SU1115259A2 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| Устройство для ориентации корпусов цоколей для электрических ламп | 1987 |
|
SU1494072A1 |
Изобретение относится к автоматизации технологических процессов. Целью изобретения является повышение производительности устройства за счет обеспечения переориентации всех деталей в одинаковое положение. Плоские, детали 3 с односторонней фаской (радиусом) перемещаются по подающему , лотку 2 на участок ориентации. Детали, идущие фаской вниз, за счет наклона подающего лотка скользят поперек лотка по ножу 4 до буртика лотка и далее перемещаются вдоль подающего лотка 2 в отводящий лоток. Детали, идущие фаской вверх, упираются .в нож 4, своей правой частью наезжают на ориентирующую клиновидную планку 7, левой частью западают в продольный паз 8 и при перемещении вдоль подающего лотка 2 переворачиваются в положение фаской вниз. Таким образом, все детали ориентируются в положение фаско й вниз. 6 ил. § (Л (риг. 5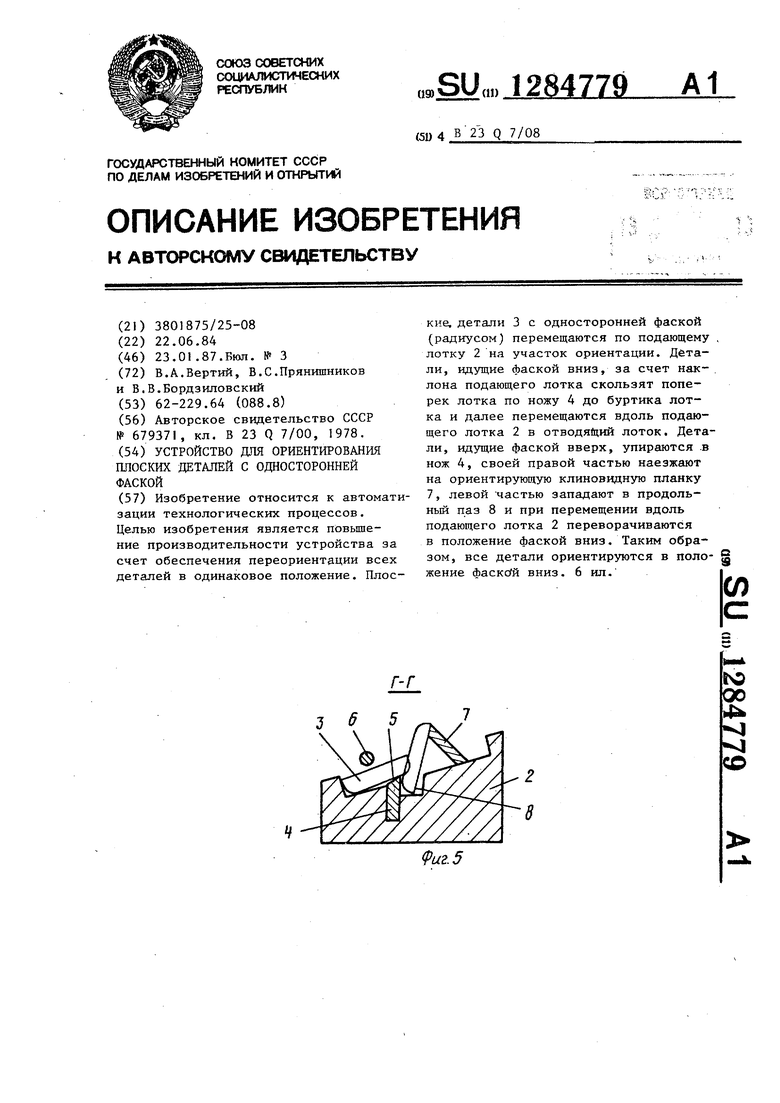
.J
Фиг.
| Устройство для ориентации деталей | 1978 |
|
SU679371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
