ных брусков-притиров. Последние разг- мещеиы на колодках 5, боковая направляющая 9 которых имеет угловые диагонально расположенные срезы 10, позволяющие полностью копировать, обраба- .тылаемую поверхность, а в верхней и нижней частях корпуса 1 имеются пружинные уплотняющие кольцевые притиры 11, сквозной паз 18 которых расположен под углом к направлению дви1
Изобретение относится к машиностроению, в частности к финишной I обработке и упрочнению деталей с цилиндрическими отверстиями, например для шаржирования рабочей поверхности гильз цилиндров абразивными частицами.
Целью изобретения является повышение производительности процесса шаржирования.
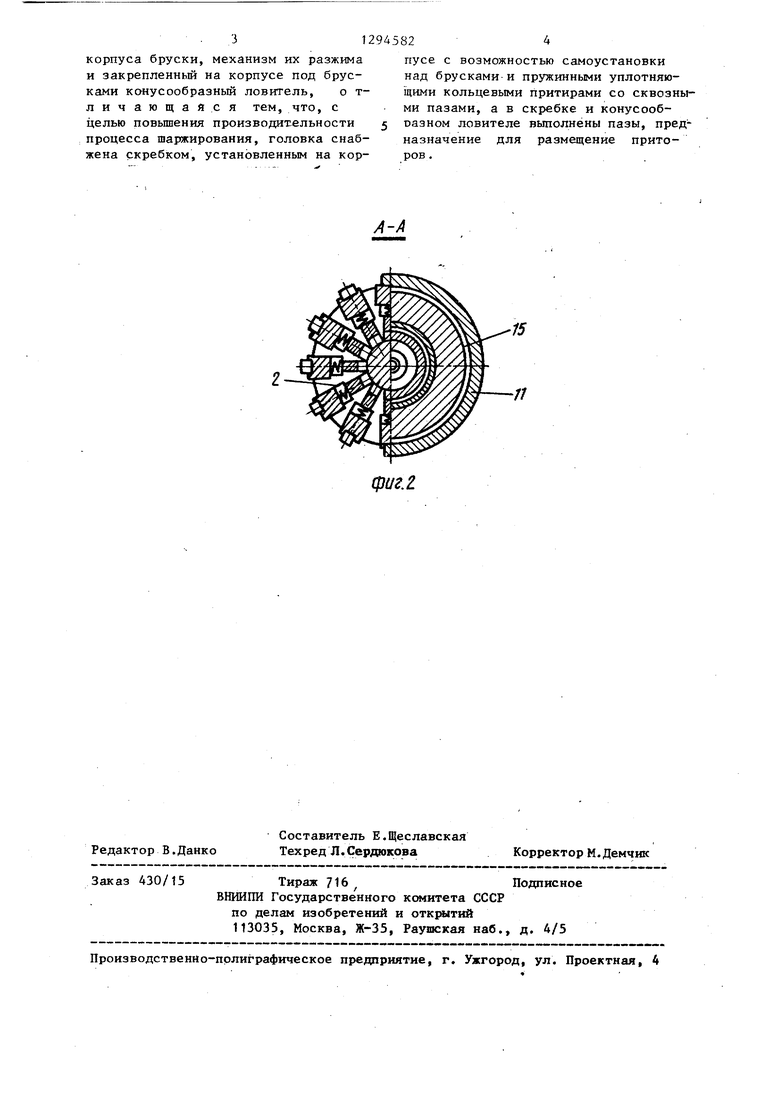
На фиг. 1 показана хонинговальная головка, разрез, на фиг. 2 - А-А на фиг. 1.
Головка имеет корпус 1 с пазами 2 шток 3 и .крну€ ; 4 для радиальной подачи установленных на колодках 5 брусков- притиров 6 через пружины 7 и толкатели 8. Боковая направляющая 9 имеет диагонально расположенные срезы 10. В верхней и нижней части корпуса 1 хонинговальная головка имеет пружинные уплотняющие кольцевые притиры 11, которые входят в верхней части корпуса 1 в паз 12 плавающих полуколец 13, связанных.цилиндрическим жестко закрепленным скребком 14, а в нижней части - в паз 15 конусообразного двигателя 16, на торцевой поверхности которого имеется кольцевая выточка 17, ограничивающая разжим колодок 5 с брусками-притирами 6 Пружинные уплотняющие кольцевые притиры 11 имеют сквозной паз 18, расположенный под углом к направлению движения.
Головка для шаржирования работает следующим образом.
Головка входит в гильзу цилиндра. Гидроцилиндр станка через шток 3 толкает конус 4, сообщающий радиальжения. Совокупность расположенных вдоль оси головки брусков-притиров и пружинных уплотняющих кольцевых притиров 11 способствует повышению производительности процесса и повышению износостойкости шаржированной поверхности, так как внедрение абразивных частиц происходит по всей обрабатываемой, поверхности и на боль тую глубину. 2 ил.
5
0
5
0
5
0
ную подачу толкателям 8, установленным в пазах 2 корпуса 1. Толкатели 8 через пружины 7 раздвигают колодки 5 и бруски-притиры 6, прижимают их к обрабатываемой поверхности, полностью ее копируя за счет качания колодок в плоскости, параллельной направлению движения хонинга- вальной головки, которое.обеспечивается угловыми диагонально расположенными срезами боковой направляющей колодки 5.
Головка, совершая возвратно-поступательное и вращательное движение, ра.вномерно внедряет абразивные частицы в рабочую поверхность гильзы цилиндров.
Пружинные кольцевые притиры 11, входящие в пазы 12 и 15 плавающих полуколец 13 и конусообразного ловителя 16, расположенных соответственно в верхней и нижней частях корпуса 1 головки, с натягом входят в обрабатываемую деталь, способствуя более глубокому внедрению и закреплению абразивных частиц в рабочую поверхность -тильз цилиндра, одновременно удаляя с поверхности гильзы все слабозакрепленные зерна абразива, что в свою очередь выклю чает их выпадение в процессе эксплуатации двигателя, а следовательно, предотвра- .щает дополнительный абразивный износ гильз цилиндров и сопряженных, с ними поршневых колец. I
Формула изобретения
Хонинговальная головка, содержащая установленные в радиальных пазах
,31
корпуса бруски, механизм их разжима и закрепленный на корпусе под брусками конусообразный ловитель, о т- личающаяся тем, что, с целью повьшения производительности процесса шаржирования, головка снабжена скребком, установленным на кор
пусе с возможностью самоустановки над брусками и пружинными уплотняющими кольцевыми притирами со сквозными пазами, а в скребке и конусооб- оазном ловителе выполнены пазы, предназначение для размещение прито- ров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка | 1990 |
|
SU1781011A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
Изобретение относится к финиш-, ной обработке и упрочнению деталей с цилиндрическими отверстиями, в частности для шаржирования рабочей поверхности гильз цилиндров двигателей внутреннего сгорания. Цель изобретения - повышение производительности индекса шаржирования. Устройство содержит цилиндрический корпус 1 с пазами для размещения подвижных в радиальном направлении подпружиненГ2 (Л ЬчЭ о сд сх IsD Фе/г7
;/
Редактор В.Данко
Составитель Е.Щеславская Техред Л. Сердюкова
Заказ 430/15
Тираж 716
ВНИИПИ Государственного ксжитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.1
Корректор М.Демчик
Подписное
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
