Изобретение относится к средствам автоматизации малярных работ и может быть применено для очистки, окрашивания, обезжиривания крупных конструкций типа плоских и полуобъемных судовых секций с набором жесткости, а также подобных изделий тяжелого транКаретка 19 установлена на направляющих, смонтированных на станине 20, перпендикулярно рельсам 8 эстакады 9.
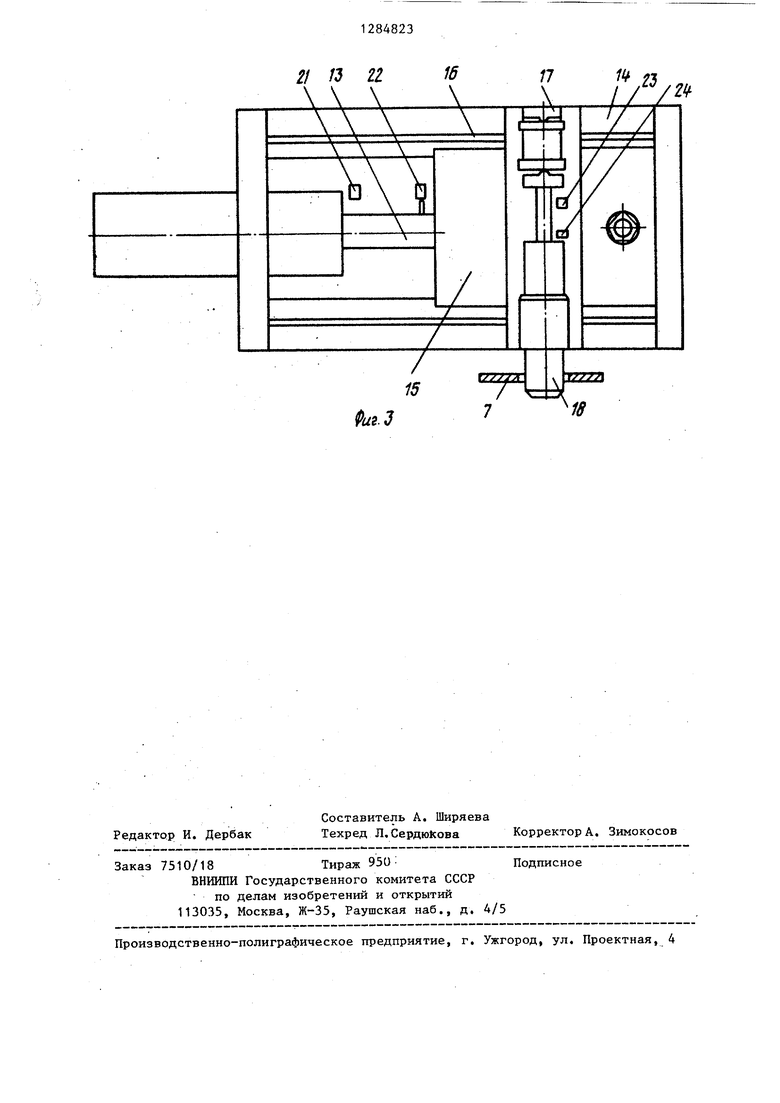
Силовые цилиндры 13 и 17 взаимодействуют соответственно с датчиками 21, 22 и 23f 24 конечных положений.
Робототехнологический комплекс Цель изобретения - расширение тех-fO работает следующим образом.
спортного машиностроения и других отраслей промъшшенности.
нологических возможностей за счет обеспечения возможности обработки изделий типа плоских судовых секций в горизонтальном положении.
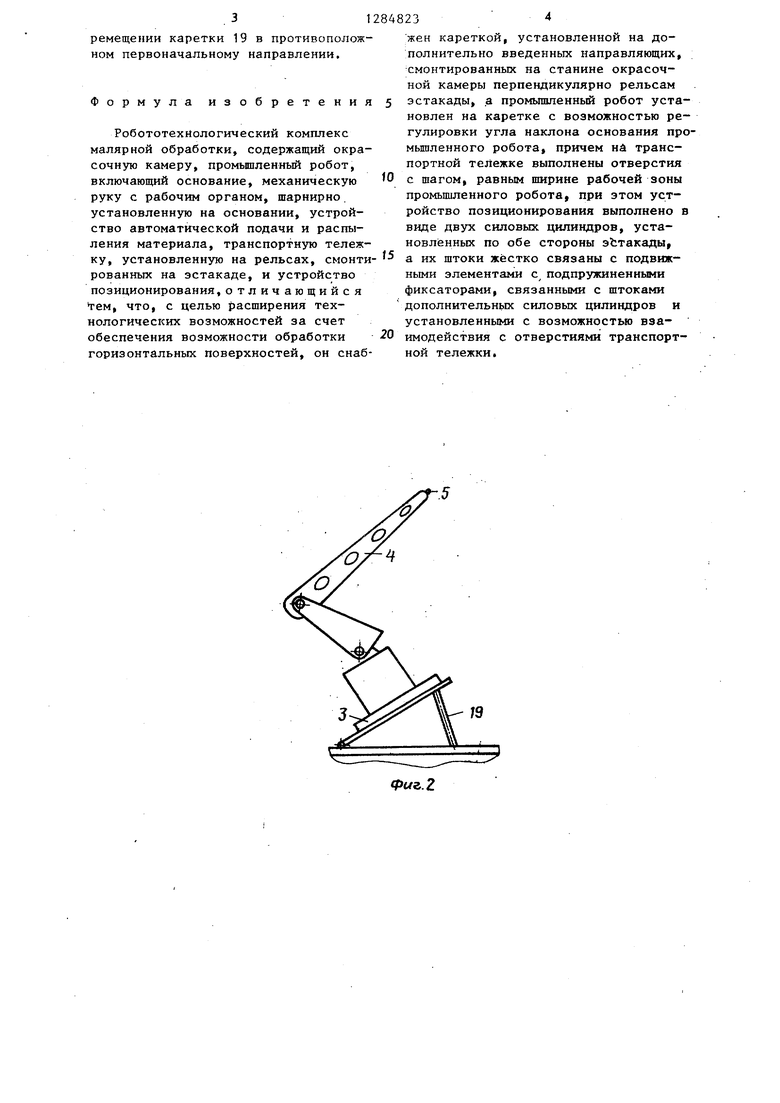
На фиг. 1 представлен робототехнологический комплекс малярной обработки/ на фиг- 2 - узел крепления каретки основания с промьгашенным роботом; на фиг, 3 - устройство позиционирования.
Робототехнологический комплекс малярной обработки состоит (фиг.1) из.окрасочной камеры 1 и промышленного робота 2, имеющего основание 3|
При подходе на позицию окраски .транспортной тележки 7 с изделием 10, транспортируемой по рельсам 8 любым известным способом, например с по- 5 мощью общецехового цепного транспортера, срабатывают датчики положения транспортной тележки 7 (например, конечные выключатели, на показаны), по сигналу которых выключается привод цепного транспортера и включаются силовые цилиндры 13 устройства 11 позиционирования. Штоки силовых цилиндров 17 вьщвигаются, и подпружиненные фиксаторы 18 под действием
20
or
механическую руку 4 с рабочим орга-своих пружин прижимаются к бортам
ном 5, шарнирно установленную на ос-транспортной тележки 7 (срабатывают
3, При этом рабочий органдатчики 23). Затем штоки силовых
5 вьшолнен в виде устройства,распыле-цилиндров 13, втягиваясь, перемещания .лакокрасочных материалов, свя-ют каретки 15 до тех пор, пока подзан с резурвуаром 6 рабочего матери- пружиненные фиксаторы 18 не попадут ала посредством устройства автоматической подачи рабочего материала. Также комплекс содержит транспортную
в отверстия 12. По сигналам датчиков силовые .цилиндры 13 и 17 выключаются и подается команда на окраску изделия 10.
тележку 7, установленную на рельсах
8, смонтированных на эстакаде 9, и 35
несущую изделие устройство 11
позиционирования транспортной тележки 7. Вдоль обоих бортов транспортной
тележки 7
в отверстия 12. По сигналам датчиков силовые .цилиндры 13 и 17 выключаются и подается команда на окраску изделия 10.
с шагом, равным ширине рабочей зоны промышленного робота 2, 40 выполнены отверстия 12.
Устройство 11 позиционирования вьтолнено в виде двух силовых цилиндров 13, смонтированных посредством рам 14 на эстакаде 9 на противополож-45 Включаются силовые цилиндры 17, што- ных сторонах от транспортной тележ- ки которых, преодолевая сопротивле- ки 7, При этом шток каждого силового ние пружин фиксаторов 18, втягивают цилиндра 13 связан с кареткой 15, установленной на направляющих 16 ра50
Промышленный робот 2 перемещается на каретке 19 по направляющим станины 20 от одной стороны эстакады до другой согласно заданной программе и окрашивают изделие 10 на ширину рабочей зоны. После окончания окраски по сигналу от системь управления каретка 19 останавливается в одном из крайних положений станины 20.
их, освобождая отверстия 12. Затем
мы 14. На каретк.е 15 закреплен силовой Цилиндр 17, шток которого жестко связан с подпружиненным фиксатором те, установленным с возможностью взаимодействия с отверстиями 12, выполненными на транспортной тележке 7, Промьшшенньй робот 2 установлен на каретке 19 с возможностью изменения угла наклона оснайания 3 к горизонтали.
с помощью силовых цилиндров 13 каретки 15 отводятся назад на расстояние, равное ширине рабочей зоны промышленного робота 2, до следующих отверстий 12 в бортах транспортной тележки 7. Подпружиненные фиксаторы 55 18 попадают в отверстия 12 и с помощью силовых цилиндров 13 перемещают изделие 10 на ширину рабочей зоны промьшленного робота 2. процесс окрашивания повторяется при пеКаретка 19 установлена на направляющих, смонтированных на станине 20, перпендикулярно рельсам 8 эстакады 9.
При подходе на позицию окраски .транспортной тележки 7 с изделием 10, транспортируемой по рельсам 8 любым известным способом, например с по- мощью общецехового цепного транспортера, срабатывают датчики положения транспортной тележки 7 (например, конечные выключатели, на показаны), по сигналу которых выключается привод цепного транспортера и включаются силовые цилиндры 13 устройства 11 позиционирования. Штоки силовых цилиндров 17 вьщвигаются, и подпружиненные фиксаторы 18 под действием
пружиненные фиксаторы 18 не попадут
в отверстия 12. По сигналам датчиков силовые .цилиндры 13 и 17 выключаются и подается команда на окраску изделия 10.
Включаются силовые цилиндры 17, што- ки которых, преодолевая сопротивле- ние пружин фиксаторов 18, втягивают
Промышленный робот 2 перемещается на каретке 19 по направляющим станины 20 от одной стороны эстакады до другой согласно заданной программе и окрашивают изделие 10 на ширину рабочей зоны. После окончания окраски по сигналу от системь управления каретка 19 останавливается в одном из крайних положений станины 20.
Включаются силовые цилиндры 17, што ки которых, преодолевая сопротивле- ние пружин фиксаторов 18, втягивают
их, освобождая отверстия 12. Затем
Включаются силовые цилиндры 17, што- ки которых, преодолевая сопротивле- ние пружин фиксаторов 18, втягивают
с помощью силовых цилиндров 13 каретки 15 отводятся назад на расстояние, равное ширине рабочей зоны промышленного робота 2, до следующих отверстий 12 в бортах транспортной тележки 7. Подпружиненные фиксаторы 18 попадают в отверстия 12 и с помощью силовых цилиндров 13 перемещают изделие 10 на ширину рабочей зоны промьшленного робота 2. процесс окрашивания повторяется при пе.31
ремещении каретки 19 в противоположном первоначальному направлении.
Формула изобретения 5
Робототехнологический комплекс малярной обработки, содержащий окрасочную камеру, промышленный робот, включающий основание, механическую руку с рабочим органом, шарнирно установленную на основании, устройство автоматической подачи и распыления материала, транспортную тележку, установленную на рельсах, смонти рованных на эстакаде, и устройство позиционирования, отличающийся ем, что, с целью расширения технологических возможностей за счет обеспечения возможности обработки горизонтальных поверхностей, он снаб.
10
5
84823 4
жен кареткой, установленной на дополнительно введенных направляющих, ;смонтированных на станине окрасочной камеры перпендикулярно рельсам эстакады, а промьгашенный робот установлен на каретке с возможностью регулировки угла наклона основания промышленного робота, причем на транспортной тележке выполнены отверстия с шагом, равным ширине рабочей зоны промьш1ленного робота, при этом устройство позиционирования выполнено в виде двух силовых цилиндров, установленных по обе стороны эЬтакады, а их штоки жёстко связаны с подвижными элементами с подпружиненными фиксаторами, связанными с штоками дополнительньгх силовых цилиндров и установленными с возможностью имодействия с отверстиями транспортной тележки.
J5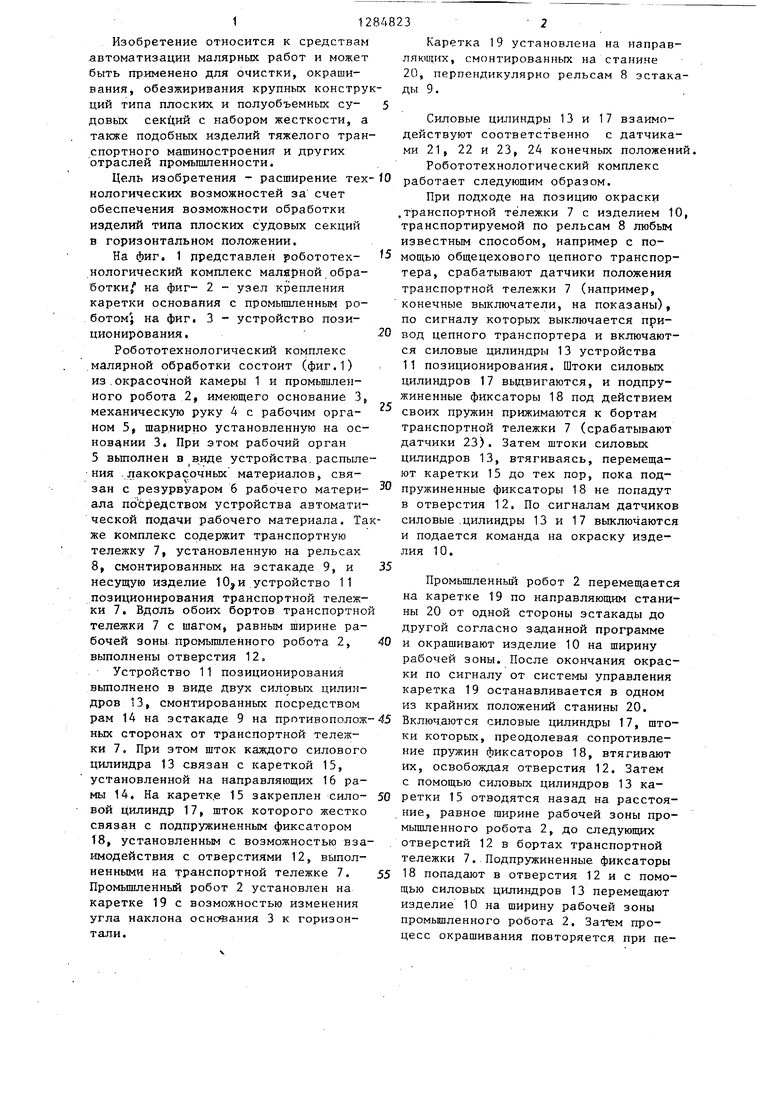
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРТАЛЬНЫЙ РОБОТ | 1988 |
|
RU2022770C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Подвесной транспортный робот | 1986 |
|
SU1333571A1 |
| Способ формирования колесных пар подвижного состава и устройство для его осуществления | 1985 |
|
SU1344568A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Робот к штамповочному прессу | 1988 |
|
SU1538966A1 |
| УСТАНОВКА ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 1991 |
|
RU2017641C1 |
| Установка для мойки разъемных из двух частей изделий типа штампов | 1988 |
|
SU1547876A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
Изобретение относится к средствам автоматизации малярных работ и может быть применено для очистки, окрашивания и.обезжиривания крупных конструкций типа плоских и полуобъемных судовых секций. Целью изобретения является расширение технологических возможностей за счет обеспечения возможности обработки изделий типа плоских судовых секций в горизонтальном положении. Робототехнологический комплекс малярной обработки содержит окрасочную камеру 1, промьгашенный робот 2, установленный на каретке 19 с возможностью изменения угла наклона промьштенного робота 2 к горизонтали, а также транспортную тележку 7 с изделием 10, установленную на рельсах 8 эстакады и на боковых поверхностях которого выполнены отверстия 12 с шагом, равным ширине рабочей зоны промьш1лен- ного робота 2, и устройство позиционирования 11, выполненное в виде двух силовых цилиндров, итоки которых связаны с каретками, на которых установлены подпружиненные фиксаторы, приводимые в дпижение собственными силовыми цилиндрами. Подпружиненные фиксаторы, взаимодействуя с отверстиями 12, с помощью силовых цилиндров перемещают транспортную тележку 7 на шаг, равный ширине рабочей зоны промышленного робота 2. Промьшшенный робот 2, перемещаясь по направляющим станины 20, окрашивает изделие полосой, ширина которого равна рабочей зоне промьш1ленного робота. 3 ил. Ю i (Л Ьд сх 4 00 го Од 
фиъ.г
Редактор И. Дербак
Составитель А. Ширяева
Техред Л, CepArokoBH Корректор А. Зимокосов
Заказ 7510/18Тираж 950 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Роботизированные комплексы оборудование - робот стран - членов СЭВ | |||
| Каталог.-М.: НИИМАШ, 1984 | |||
| с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
