Изобретение относится к сборочному производству, в частности к изготовлению новых и ремонту со сменой элементов колесных пар.
Целью изобретения является повышение качества полученного изделия за счет повьш1ения точности его размеров.
На фиг.1 изображена схема устройства для формирования колесных пар подвижного состава; на фиг.2 - структурная схема системы управления.
Способ заключается в том, что на ось колесной пары навешивают колеса, полученную сборку вводят в ра
бочую зону устройства, ось колесной пары центрируют в горизонтальной и вертикальной плоскостях до совпадения плоскости симметрии оси колес и плоскости симметрии устройства, после чего осуществляют последовательную запрессовку колес на подсту- пичную часть оси колесной пары с одновременным контролем величины расстояния от плоскости симметрии оси до внутренней грани каждого колеса, принимая за базу плоскость симметрии оси.
Способ осуществляют с помощью устройства для формирования колесных пар, которое содержит основание 1 с двумя симметрично расположенными на нем станинами 2, соединенными стяжками 3 и установленными на них соос- но силовыми цилиндрами 4 с полыми плунжерами 5, опорным втулками 6 и гидроцилиндрами 7 ускоренного перемещения плунжеров 5, каретку 8, установленную между станинами 2 с возможностью перемещения ее вдоль ос силовых цилиндров 4 по направляюпщм 9, смонтированным на основании 1 пресса, и снабженную о порами 10 для установки оси 11 с навешенными коле- сами 12. На одной из опор 10 установлен фиксатор 13 положения оси 11. Кроме того, устройство включает механизм 14 центрирования оси 11 с колесами 12 в горизонтальной и вертикальной плоскостях и механизм 15 синхронизации, а также систему управления.
Механизм 14 центрирования оси 11 с колесами 12 в горизонтальной и вертикальной плоскостях вьшолнен в виде центрирующих штоков 16, смонтированных подвижно в сквозных отверстиях опорных втулок 6 силовых
дров 4, и снабженных с одной стороны стаканами 17 г подпружиненными центрами 18, установленными.с возможностью взаимодействия центров 18 с центровыми отверстиями оси 11, а стаканов 17 с ее торцами, с другой - силовыми цилиндрами 19, смонтированными на станинах 2. Тяги 20 жестко связаны с центрирующими штоками 16 посредством кронштейнов 21, а на станинах 2 смонтированы датчики 22 перемещения центрирующих штоков.
Механизм 15 синхронизации выполнен в виде установленных на тягах 20 ползунов 23 с рейкой 24, имеющих возможность перемещения по направляющим 25, смонтированным на каретке 8 и кинематически связанных между собой посредством общего для них зубчатого колеса 26, установленного на каретке 8 с возможностью вращения на оси 27.
На каретке 8 установлены два под- пружине-нных стопора 28 с возможностью
их взаимодействия с установленными на каретке 8 фиксаторами 29 положения, а также упор 30 для воздействия на неподвижный фиксатор 31 положения, установленный на основании 1. При этом ось 27 зубчатого колеса 26 расположена в одной плоскости с упором 30 каретки 8. Расстояние между фиксатором 29 положения стопора 28 и осью зубчатого колеса 26 определяется из следующего соотношения:
2
где 1 расстояние от фиксатора 29 положения стопора 28 до оси зубчатого колеса 26; L - стандартное расстояние
между внутренними гранями колес 12 колесной пары подвижного состава; Ij - расстояние между фиксатором 29 положения стопора 28 и внутренней гранью запрессованного колеса 12. Стопоры 29 снабжены датчиками 32 перемещения, смонтированными на каретке 8. Гидроцилиндры 7 ускоренного перемещения плунжеров 5 силовых цилиндров 4 и силовые цилиндры 19 центрирующих штоков снабжены соответственно датчиками 33 и 34 давления.
Система управления работой устройства включает блок 35 управления гидроприводами, блок 36 формирования управляющих сиг налов, блок включения пресса, блок 38 включения механизма сбрасывания колесной пары, блок 39 остановки каретки пресса, блок 0 контроля положения колес относительно середины оси и блок 41 контроля центрирования оси в горизонтальной плоскости.
Блок 35 управления гидроприводами состоит из распределителей с элетрогидравлическим управлением и напорными золотниками, связанными соответственно со всеми силовыми цилиндрами, а его входы с выходами блока 36 формирования управляющих сигналов. Входы блоков 37 и 38 связаны с фиксатором 13 положения оси с колесами. Вход блока 39 остановки
каретки связан с фиксатором 31 поI
ложения каретки. Выходы блоков 37-39
связаны с входами блока 36 формирования управляющих сигналов. Блоки 37-39 состоят из известных триггеров и блоков ЗАПРЕТ соединенных последовательно.
Блок 40 контроля положения колес относительно середины оси и блок 41 контроля центрирования оси в горизонтальной плоскости состоят соответственно из блоков 42 и 43 измерения перемещений и соединенных с ними блоков 44 и 45 сравнения. Вход блока 42 связаны с датчиками 32 перемещения стопоров, а блока 43 - с датчиками 22 перемещения центрирующих штоков. Выходы и входы блоков 44 и 45 сравнения связаны с входам и выходами блока 36 формирования управляющих сигналов. Блоки 42 и 43 служат для преобразования известным образом сигналов от датчиков перемещения в дискретную форму, для запоминания сигналов и вьщачи этих сигналов в блоки 44 и АЗ сравнения, которые выполнены известным образом и служат для сравнения сигналов с датчиков перемещения при соответствующем управляющем сигнапе блока 36 и при наличии рассогласования, превышающего заданный уровень, подачи управляющего сигнала в блок 36 формирования управляющих сигналов.
С входами блока 36 формирования управляющих сигналов связаны также
датчики 33 и 34 давления и фиксаторы 29 положения стопоров. Блок 36 формирования управляющих сигналов служит для фиксации, преобразования и распределения управляющих сигналов. Устройство работает следующим образом.
Ось 11 с навешенными колесами 12
устанавливается на опоры 10 каретки 8. При этом каретка 8 находится в центральном положении между станинами 2, ее упор 30 взаимодействует с фиксатором 31 положения каретки,
подаюпщм сигнал в блок 39 остановки каретки, который в свою очередь подает управляющий сигнал в блок 36 формирования управляющих ригналов. При воздействии оси 11 с колесами 12 на фиксатор 13 ее положения, он подает в блоки 37 и 38 сигнапы, при этом блок 38 не вырабатывает управляющего сигнала, а блок 37 подает управляющий сигнал в блок 36 формирования управляющих сигналов. При наличии в блоке 36 сигналов с блоков 37 и 39 он подает управляющий сигнал в блок 35 на включение гидроцилиндров 19 центрирующих штоков 16,
Посредством гидроцилиндров 19 щтоки, 16 синхронно перемещаются навстречу один другому. Подпружиненный центр 18, наиболее близкий к торцу оси 11, вводится в ее центровое отверстие
и начинает центрировать ось 11 с колесами 12 в горизонтальной плоскости. При введении обоих подпружиненных центров 18 в центровые отверстия оси 11 осуществляется ее центрирование
в вертикальной плоскости с отрывом оси 11 с колесами 12 от опор 10 каретки 8. Путем перемещения оси 11 с колесами 12 до совпадения ее середины с осью 27 зубчатого колеса 26 механизма синхронизации и упора обоих стаканов 17 в торцы оси 11 заканчивается центрирование оси 11 с колесами 12 в горизонтальной плоскости,
При центрировании оси 11 движение штоков 16 передается через кронш- тей ны 21 и тяги 20 на механизм синхронизации, обеспечивающий равномерность перемещения штоков 16, при
этом каретка 8 остается неподвижной. При перемещении щтоков 16 датчики 22 измеряют эти перемещения и передают информацию в блок 43 измерения перемещений.
5
Когда стаканы 17 упираются с обеих сторон в торцы оси 11 давление в обоих гидроцилиндрах: 19 увеличивается и при достижении заданного уроня датчики 34 давления подают сигналы в блок 36 формирования управляющих сигналов. При наличии этих сигнлов блок 36 подает управляющий сигнал в блок 45, который производит сравнение перемещений центрирующих штоков 16. При наличии расссогласо- вания, превышающего его заданный уровень, блок 45 подает сигнал в блок 36, вырабатывающий управляющий сигнал в блок 35, в соответствии с которым прекращается автоматическая работа пресса и он переводится на ручное управление. При наличии рассогласования ниже заданного уровня или его отсутствии работа пресса продолжается в автоматическом цикле и блок 36 формирования управляющих сигналов направляет управляющий сигнал в блок 35, в соответствии с которым производится синхронное перемещение оси 11 с навешенными колесами 12, зажатой между стаканами 17 центрирующих щтоков 16, и каретки 8 до упора одного из стаканов 17 в опорную втулку 6 силового цилиндра 4
После упора стакана 17 в опорную втулку 6 силового цилиндра 4 возрастет давление в противоположном гидроцилиндре 19 и при достижении заданного уровня соответствующий датчик 34 давления подает сигнал в блок 36 формирования управляющих сигналов, который в свою очередь подает сигнал в блок 35, в соответствии с которым блокируются гидроцилиндры 19 и включаются гидроцилиндры 7, обеспечивающие ускоренное перемещение плунжера 5 силового цилиндра 4 противоположного тому, в который уперта ось 11.
При упоре плунжера 5 в торец ступицы первого колеса 12 давление в работающих гидроцилиндрах 7 возрастает и при достижении заданного уровня срабатывает соответствующий датчик 33 давления, подающий сигнал в блок 36 формирования управляющих сигналов, который вьфабатывает сигнал в блок 35, в соответствии с которым отключаются гидроцилиндры 7 и включается соответствующий силовой цилиндр 4, плунжером 5 осуществляют запрессовку первого колеса 12.
б
При запрессовке первого колеса 12, оно внутренним торцом обода перемещает стопор 28 до взаимодействия с соответствующим фиксатором 29 его положения. При этом датчик 32 перемещения, связанный со стопором 28,из0
5
0
5
0
5
0
меряет его- перемещение и информацию посылает в блок 42, где она запоминается .
При срабатывании фиксатора 29 положения стопора он посылает сигнал в блок 36 формирования управляющих сигналов, которьй подает сигнал в блок 35, в соответствии с которым прекращается запрессовка и производится ускоренный отвод плунжера 5 работающего силового цилиндра 4 в исходное положение. Затем производится синхронное перемещение оси 11 с навешенными колесами 12, зажатой между стаканами 17, и каретки 8 до упора стакана 17 в опорную втулку силового цилиндра 4, приведенного в исходное положение,
При прохождении каретки 8 через середину устройства упор 30 взаимодействует с фиксатором 31 положения каретки, сигнал с которого поступает в блок 39, который при этом не вырабатывает управляющего сигнала.
Затем в той же последовательности производится запрессовка второго колеса 12, при которой измеряют перемещение подпружиненного стопора 28 соответствующим датчиком 32, информация от которого поступает в блок 42. При взаимодействии подпружиненного стопора 28 с фиксатором 29 его положения, последний подает управляющий сигнал в блок 36 формирования управляющих сигналов, который включает блок 44, производящий сравнение значений перемещений обоих подд пружиненньгх стопоров 28. При наличии рассогласования, превьш1ающего его заданный уровень, блок 44 подает сигнал в блок 36, который вырабатывает управляющий сигнал в блок 35, в
Q соответствии с которым прекращается автоматическая работа устройства и он переводится на ручное управление. При наличии рассогласования ниже заданного уровня или его отсутствия
g работа продолжается в автоматическом цикле.
После запрессовки второго колеса 12 сбрасывается давление в работающем силовом цилиндре 4, плунжер которого переводится в исходное положение. Ось 11 с колесами 12, зажатая между стаканами 17 центрирующих што- коа 16, и каретка 8 сиКхронно перемещаются к середине пресса до взаимодействия упора 30 с фиксатором 31 положения каретки, расположенным на середине основания 1 устройства. Фиксатор 31 подает сигнал в блок 39 который вырабатывает управляющий сигнал в блок 36 формирования управляющих сигналов, последний подает сигнал в блок 35, который в соответствии с этим сигна лом прекращает перемещение центрирующих штоков 16 с осью 11 и каретки 8, разводит центрирующие штоки 16 в исходное положение, при этом сформированная колесная пара опускается на опоры 10 каретки 8, взаимодействуя с фиксатором 13 положения оси. Сигнал от фиксатора 13 положения оси 11 поступает в блоки 37 и 38, причем блок 37 не вырабатывает управляющего сигнала, а блок 38 подает управляющий сигнал в блок 36 формирования управляющих сигналов. Последний подает сигнал в блок 35, который включает механизм сбрасывания сформированной колесной пары и она скатывается с пресса. Далее рабочий цикл повторяется.
Таким образом, предлагаемьш спо - соб формирования колесных пар подвижного состава позволяет: исключить неточность сборки колесных пар, вызываемую неравенством расстояния между внутренними гранями обедов колес и торцами оси колесной пары, неизбежно получаемом при использовании в качестве базы торцов оси, а не ее середины, а также вызываемую больщим количеством люфтов и зазоров многозвенного механизма корректирующего устройства пресса с последовательной запрессовкой колес.
Кроме того, способ позволяет исключить ручную переналадку рычагов и фиксаторов положения стопоров,синхронизировать перемещение центрирующих штоков, посредством которых осуществляется центрирование оси с колесами в горизонтальной плоскости, а также осуществить контроль с заданной точностью центрирования оси с колесами в горизонтальной плоскости и положения колес на оси относительно ее середины, которая принята
за базу при формировании колесной пары. Использование способа дает возможность полностью автоматизировать процесс формирования колесных пар подвижного состава с осями, имеющими различные длину и диаметры под- ступичных частей, исключить брак, вызываемый неточностью сборки колесных пар, когда базой формирования являются торцы оси, а также повысить производительность труда.
Формула изобретения
15
1.Способ формирования колесных пар подвижного состава, заключающийся в том, что колеса навешивают на ось колесной пары, вводят полученную
0 сборку в рабочую зону устройства, осуществляют центрирование оси колесной пары относительно оси сборки в горизонтальной плоскости, после чего последовательно запрессовьгеают
5 колеса на подступичные части колесной пары, отличающийся тем, что, с целью повышения качества полученного изделия, дополнительно осуществляют центрирование оси в верти0 кальной плоскости до совпадения плоскостей симметрии оси колес и устройства, а запрессовку осуществляют с одновременным контролем величины расстояния от плоскости симметрии оси до внутренней грани каждого колеса, принимая за базу плоскость симметрии оси.
2.Устройство для формирования колесных пар подвижного состава, соQ держащее смонтированные на основании станины, соединенные стяжками, соос- но установленные в станинах силовые iцилиндры с направленными один навстречу другому полыми плунжерами, в пос лости каждого из которых смонтирована опорная втулка, механизм центрирования оси колесной пары в виде установленных в опорных втулках центрирующих штоков с толкателями
Q на концах, размещенные в станинах гидроцилиндры ускоренного переме- щеьШя плунжеров, каретку с опорами для установки колесных пар, расположенную между станинами с возможностью перемещения вдоль оси силовых цилиндров по смонтированньпч на основании направляющим, подпружиненные стопоры с фиксаторами их положения, а также систему управления устройст91
BOM, отличающееся тем, что, с целью повьппения качества полученного изделия, оно снабжено механизмом синхронизации перемещения центрирующих штоков, подпружиненными в осевом направлении центрами, установленными в толкателях, смонтированных на обращенных один к другому концах центрирующих штоков, силовыми цилиндрами с датчиками давления,щток каждого из которых соединен с соответствующим центрирующим штоком, тягами, связанными посредством кронщ- тейнов с центрирующими штоками и ус- тановленными с возможностью перемещения относительно каретки, смонтированными на станинах датчиками перемещения центрирующих штоков, закрепленным на каретке упором и фиксатором положения каретки, установленным на основании в плоскости симметрии устройства, датчиками перемещения подпружиненных стопоров, установленных на каретке, а также механизмом сбра- сьшания колесной пары и установленным на одной из опор для установки колесных пар фиксатором положения оси с колесами, толкатели выполнены в виде стаканов, установленных концентрич- но центрам и обращенных открытыми торцами один к другому, механизм синхронизации перемещения центрирующих штоков выполнен в виде смонтированного на каретке зубчатого колеса, размещенного на оси, расположенной в одной плоскости с упором, и кинематически связанных с ним зубчатых реек.
68IО
закрепленных на свободных концах тяг, гидршшлиндры ускоренного перемещения плунжеров снабжены датчиками давления, а система управления устройством вьтолнена в виде блока включения устройства, связанного с ним блока включения механизма сбрасывания колесной пары, блока остановки каретки, блока контроля установки колес относительно плоскости симметрии оси колесной пары в виде связанных между собой блока измерения перемещения стопоров и блока сравнения этих перемещений, блока контроля центрирования осн с колесами в горизонтальной плоскости в виде связанных между собой блоков измерения перемещений центрирующих штоков и блока сравнения перемещений, а также блока формирования управляющих сигналов, при этом фиксатор положения оси с колесами соединен с входами блока включения пресса и блока включения механизма сбрасывания колесной пары, фиксатор положения каретки соединен с входом блока остановки каретки, выходы упомянутых блоков подключены к входам блока формирования управляющих сигналов, входы и выходы блоков сравнения связаны с входами блока формирования управляющих сигналов, а датчики давления силовых цилиндров, связанных с центрирующими штоками, и гидроцилиндров ускоренного перемещения плунжеров, а также фиксаторы стопоров связаны с входами блока формирования управляющих сигналов.
tN4 «V
:a &


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| ПРЕСС ДЛЯ РАСФОРМИРОВАНИЯ И ФОРМИРОВАНИЯ КОЛЕСНЫХ ПАР | 2005 |
|
RU2295433C2 |
| Стенд для диагностики рулевых приводов транспортных средств | 1989 |
|
SU1651133A1 |
| Автомат для запрессовки | 1981 |
|
SU994195A1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1375431A1 |
| Устройство для запрессовки пробок и центрирования рулонов | 1976 |
|
SU659679A1 |
| Круглопильный станок для продольной распиловки шпального сырья | 1960 |
|
SU139419A1 |
| Устройство для автоматической центрировки оптических компакт-дисков | 1989 |
|
SU1704159A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для сборки запрессовкой | 1988 |
|
SU1606303A1 |

Изобретение относится к области сборочного производства, в частности к способам и устройствам для формирования колесных пар подвижного состава. Целью изобретения является повышение качества. Для этого после навешивания колес 12 на ось 11 полученную сборку устанавливают на опоры 10 каретки 8, установленной с возможностью перемещения по направля22 J 0 1 К г7 31 ющим 9. Затем осуществляют центрирование оси с колесами в горизонтальной и вертикальной плоскостях до совпадения плоскости симметрии оси колес с плоскостью симметрии устройства. Центрирование ведут посредством центрирующих штоков 16, снабженных станками 17 с подпружиненными центрами 18 и связанных с тягами 20. Тяги 20 несут на своих концах ползуны 23 с рейками 24, кинематически связанными между собой посредством зубчатого колеса 26. Ось 11 с колесами 12 перемещают до упора ее в опорную втулку 6 одного из силовых цилиндров 4, после чего подают управляющий сигнал на запрессовку первого колеса на подступичную часть оси. Запрессовку второго колеса осуществляют в той же последовательности. За базу при формировании колесной пары принимают плоскость симметрии ее оси, в результате чего обеспечивается точность размеров полученного изделия. 2 с.п. ф-лы, 2 ил. Ф (Л со 4 N СЛ о: 00 3oavi 98 o 3 фиг/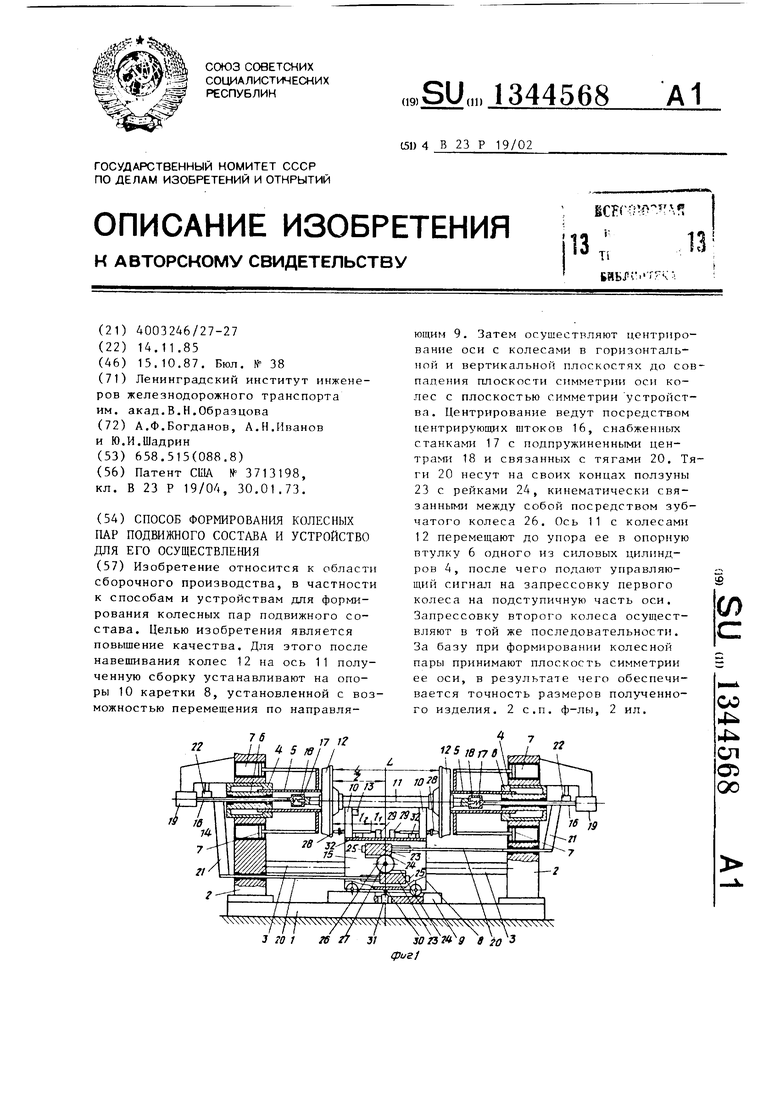
Редактор Ю.Середа
Составитель Н.Пожидаева
Техред Л.Сердюкова Корректор М.Пожо
Заказ 4880/16 Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Патент США № 3713198, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
