Изобретение относится к устройствам для пропитки жидкими веществами тканевидных волокнистых материалов перед их термической обработкой и может быть использовано для нанесения красящих и пленкообразующих растворов различной вязкости на поверхности движущихся материалов.
Цель изобретения - повьшение качества пропитки.
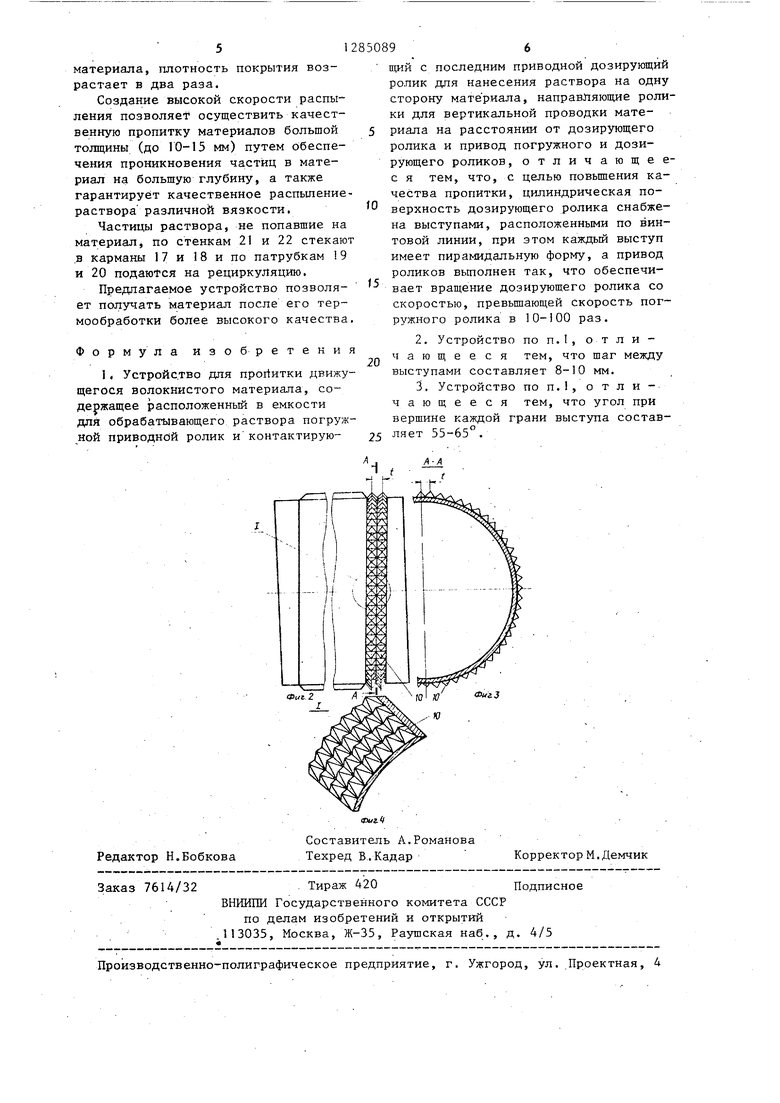
На фиг.1 представлено устройство, общий вид; на фиг.2 - поверхность дозирующего ролика с расположением пирамидальных выступов по винтовой линии; на фиг.З - разрез А-А на фиг.2| на фиг.4 - узел I на фиг,2.
Устройство для пропитки содержит верхнюю 1 и нижнюю 2 закрытые емкости для обрабатывающего раствора, расположенные по обе стороны обрабатываемого материала 3. Внутри емкостей расположены приводные погружные ролики 4 и 5, смонтированные с обеспечением контакта роликов с зеркалом обрабатывающего раствора 6 и 7. В верхней части каждой камеры над погружными роликами установле дозирующие разбрызгивающие ролики 8 и 9 с зазором, меньшим толщины слоя раствора на погружном ролике. Каждый дозирующий разбрызгивающий ролик выполнен с пирамидальными выступами 10, расположенными на наружной цилиндрической поверхности по винтовой линии с шагом t между выступами, рав ным 8-10 мм. Угол при вершине каждой грани пирамидального выступа составляет 55-65 .
Такое выполнение выступов влияет на качество пропитывания следующим . образом.
Размеры и расположение пирамидальных выступов, имеющих высоту 5-6 мм и, соответственно, шаг между выступа ми 8-10 мм, а также угол каждой грани при вершине выступов 55-65 , обусловлены необходимостью создания опти мальных условий, способствующих кап- леобразованию с гарантированным отрывом каждой капли от вершин пирамидальных выступов после соприкосновения с жидким слоем, а также движение капель в перпендикулярном направлении к пропитываемому материалу.
При увеличении углов граней выступов (больше 65°) уменьщается усилие отрыва капель от выступов, направление движения капель изменяется вниз
10
15
20
25
i30
35
40
50
55
от горизонтали, что приводит к неравномерному нанесению пропитывающего раствора на материал.
Уменьшение углов граней выступов (меньше 55°) приводит к ухудшению отрыва капель от выступов, частичной задержке жидкости во впадинах дозирующего ролика и нарушению процесса пропитки.
С уменьшением шага t (меньше 8 мм) уменьшается высота выступов, при этом происходит захват жидкости всей поверхностью дозирующего ролика и нарушается дисперсность разбрызгивания.
С увеличением высоты выступов (больше 10 мм) наблюдается вентиляционный эффект, заключающийся в том, что воздушный поток от дозирующего ролика воздействует на слой жидкости захватывающего ролика, уменьшая тол- шлну слоя.
Винтовое расположение выступов обеспечивает равномерное нанесение распыленных частиц на поверхность движущегося материала следующим образом.
При вращении дозирующего ролика в каждый момент по линии соприкосновения с жидкостью ее касаются выступы, количество которых равно количеству витков винтовой линии на дозирующем ролике. При повороте дозирующего ролика на величину шага между пирамидальными выступами в соприкосновение с жидкостью вступают последуюш 1е выступы, смещенные относительно предыдущих на величину, равную отношению . величины шага к количеству выступов на одном витке. Например, при диаметре дозирующего ролика I20 мм и шаге между выступами 8 мм смещение при повороте на один выступ равно 0,17 мм, на движуш 1йся пропитывае- мьй материал с каждого витка за один оборот поступает количество капель, равное отношению длины окружности к шагу между выступами. Причем расположение капель на движущемся материале имеется в виде наклонных полос, наклон зависит от скорости движения материала: с уменьшением скорости угол наклона уменьшается, приближаясь к горизонтали.
В стороне от роликов расположен механизм перемещения материала в вертикальной плоскости, состоящий из нижнего направляющего ролика 1, установленного у входа в емкость 2,
и верхнего направляющего ролика 12, установленного на выходе из емкости 1. Для подачи в емкости технологического раствора предусмотрены штуцеры 13 и 14, а для поддержания пос тоянного уровня раствора - переливные патрубки 15 и 16, отводные карманы 17 и 18с патрубками 19 и 20 отвода избытка раствора, смонтированые на стенках 21 и 22 емкостей.
Устройство работает следующим образом.
Пропитываемый материал 3 через нижний направляющий ролик 11 поступает в нижнюю закрытую емкость 2, где подвергается односторонней обработке пропитывающим раствором. Из емкости 2 материал переходит в верхнюю закрытую емкость 1, в которой производят пропитку материала с другой стороны, затем через направляющий ролик 12 материал поступает на дальнейшую технологическую операцию
Пропитка осуществляется технологическим раствором, поступающим в емкости через штуцеры 13 и 14, где уровень поддерживается переливными патрубками 15 и 16.
Перед началом операции пропитки задается число оборотов погружному ролику 4 или 5 и дозирующему разбрызгивающему ролику 8 или 9, при этом число оборотов дозирующего ролика устанавливается в 10-100 раз (на 1-2 порядка) больше числа оборо тов погружного ролика.
Плотность покрытия возрастает в два раза при нанесении покрытия с двух сторон с наклоном линий покрытия в разные стороны.
Задание дозирующему разбрызгивающему ролику числа оборотов на 1-2 порядка больше числа оборотов захватывающего ролика влияет на качество пропитки следующим образом.
Установлено, что число оборотов захватывающего ролика в минуту должно находиться в пределах 50-100 об.
что обеспечивает получение на поверх-50 ние раствора на материал осуществля- кости ролика равномерной пленки из жидкости без разбрызгивания раствора, в котором погружен ролик. Такое число оборотов при диаметре ролика 1 20 мм соответствует линейной скорости наружной цилиндрической поверхности 0,31 м/с.
Для создания условий качественной пропитки скорость частиц (капель)
ется в виде полос, наклоненных в одну сторону от горизонтали, угол наклона которых зависит от скорости движения материала, а в верхней ем- 55 кости наклон полос противоположный, в результате чего пропитывающий раствор распределяется в материале в виде сетки, .что позволяет равномерно .наносить раствор по всей поверхности
S
0
5 О
5
0
5
j
0
ЖИДКОСТИ, соответствующая линейной скорости дозирующих роликов, должна быть 30-300 об/с. Создание высокой линейной скорости может быть обеспечено путем задания дозирующему ролику большого числа оборотов (в 10- 100 раз больше числа оборотов захватывающего ролика).
Такая линейная скорость дозирующих разбрызгивающих роликов обеспечивает отрыв захватываемых частиц от пирамидальных выступов и высокую дисперсность этик частиц. Дисперсность частиц зависит от разности скоростей вращения роликов и количества выступов на поверхности разбрызгивающего ролика. При диаметре разбрызгивающего ролика 120 мм количество капель, сходящих с одного витка при его линейной скорости 30-300 м/с, равно 3750-37500 шт/с.
Создание высокой скорости разбрызгивания позволяет осуществлять пропитку материала большой толщины, способствует глубокому проникновению частиц жидкости внутрь материала.
Высокая скорость вращения дозирующих роликов и пирамидальное вьтолне- ние обеспечивают качественное распыпение растворов большой вязкости. I
При вращении погружных роликов 4
и 5 на их поверхности, касающейся нижней частью раствора, образуется слой жидкости, который захватывается пирамидальными выступами 10 быстро- вращающихся дозирующих роликов 8 и 9 и отбрасывается центробежной силой на непрерывно движущийся материал.
В связи с тем, что выступы касаются раствора небольшой частью по высоте (0,5-1 мм), то образуются мелкие капли, имеющие скорость, почти равную скорости вращения роликов 8 и 9, скорость которых на 1-2 порядка вьше скорости тюгружных роликов.
При этом в нижней емкости нанесение раствора на материал осуществля-
ется в виде полос, наклоненных в одну сторону от горизонтали, угол наклона которых зависит от скорости движения материала, а в верхней ем- кости наклон полос противоположный, в результате чего пропитывающий раствор распределяется в материале в виде сетки, .что позволяет равномерно наносить раствор по всей поверхности
материала, плотность покрытия возрастает в два раза.
Создание высокой скорости распыления позволяет осуществить качественную пропитку материалов большой толщины (до 10-15 мм) путем обеспечения проникновения частиц в материал на большую глубину, а также гарантирует качественное распыление- раствора различной вязкости.
Частицы раствора, не попавшие на материал, по стенкам 21 и 22 стекают в карманы 17 и 18 и по патрубкам 9 и 20 подаются на рециркуляцию.
Предлагаемое устройство позволяет получать материал после его термообработки более высокого качества,
Формула изобретения
1. Устройство для пройитки движущегося волокнистого материала, содержащее расположенный в емкости для обрабатывающего раствора погружной приводной ролик и контактирую2850896
щий с последним приводной дозирующий
ролик для нанесения раствора на одну сторону мате риала, направляющие ролики для вертикальной проводки материала на расстоянии от дозирующего ролика и привод по-гружного и дозирующего роликов, отличающее- с я тем, что, с целью повьш1ения качества пропитки, цилиндрическая поверхность дозирующего ролика снабжена выступами, расположенными по винтовой линии, при этом каждый выступ имеет пирамидальную форму, а привод роликов вьтолнен так, что обеспечивает вращение дозирующего ролика со скоростью, превьшающей скорость погружного ролика в 10-100 раз.
2.Устройство по П.1, отличающееся тем, что шаг между выступами составляет 8-10 мм.
3,Устройство по п., о т л и - чающееся тем, что угол при вершине каждой грани выступа составляет 55-65°.
А-А
Редактор Н.Бобкова
Составитель А.Романова Техред В..Кадар
Заказ 7614/32Тираж 420Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий .113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул..Проектная, 4
Корректор М. Демчик
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕПАРАТА, ВСАСЫВАЮЩЕГОСЯ ЧЕРЕЗ КОЖУ | 2007 |
|
RU2432148C2 |
| Установка для протравливания картофеля | 1989 |
|
SU1635921A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕКАРСТВЕННЫХ ПОЛИМЕРНЫХ ФОРМ | 1994 |
|
RU2110249C1 |
| Устройство для нанесения покрытий на движущийся ленточный материал | 1974 |
|
SU525480A1 |
| Устройство для пропитки текстильного полотна | 1990 |
|
SU1724755A1 |
| Устройство для эмульсирования нити | 1990 |
|
SU1730286A1 |
| СПОСОБ ЛИПКОСТНОЙ СЕПАРАЦИИ | 1996 |
|
RU2108162C1 |
| Устройство для гранулирования жидких материалов,преимущественно ионно-обменных смол | 1981 |
|
SU1009501A1 |
| УСТАНОВКА ДЛЯ АЭРОЗОЛИРОВАНИЯ | 2008 |
|
RU2406572C2 |
| В. В. Улыбышев, А. Т. Аленький, Н. Н. Бугрова, Д. П. Симаков, И. Е. Щипин, Ю. Н. Гурьева, М. И. Ефимова, Е. С. Нечаева, К. Н. Есилкина, А. И. Иванова, Э. П. Дайн, jp""-^~-=-=-«-«,,^ В. Г. Иабатов, Е. А. Новоевская, Е. Б. Кукин, В. Н. Балашо^' ЗСБСОЮЗМи Л. Б. Гамза| "^ ЛАП-НГИа'-', | 1965 |
|
SU170370A1 |
Изобретение относится к устройствам для нанесения растворов различной вязкости на поверхность движущихся материалов и позволяет повысить качество пропитки. Устройство содержит расположенный в емкости 1 дггя обрабатывающего раствора погрутк- ной приводной ролик 4 и контактирующий с последним дозирующий ролик 8. Цилиндрическая поверхность дозирующего ролика 8 снабжена выступами, расположенными по винтовой линии. Каждый выступ имеет пирамидальную форму. Шаг между выступа ми составля-. ет 8-10 мм. Угол при вершине каждой грани выступа составляет 55-65 . Привод роликов вьтолнен таким, что обеспечивает вращение дозирующего ролика со скоростью, превышающей скорость погружного ролика в 10-100 раз. 2 з.п. ф-лы, 4 ил. W t- lfcX- Rpjll to bo €Л 00 ;о
| Патент США № 3873025, кл | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
