Изобретение относится к способам стыкового соединения арматурных стержней из высокопрочных термозптроч ненных сталей.
Целью изобретения является повышение производительности труда и надежности соединения.
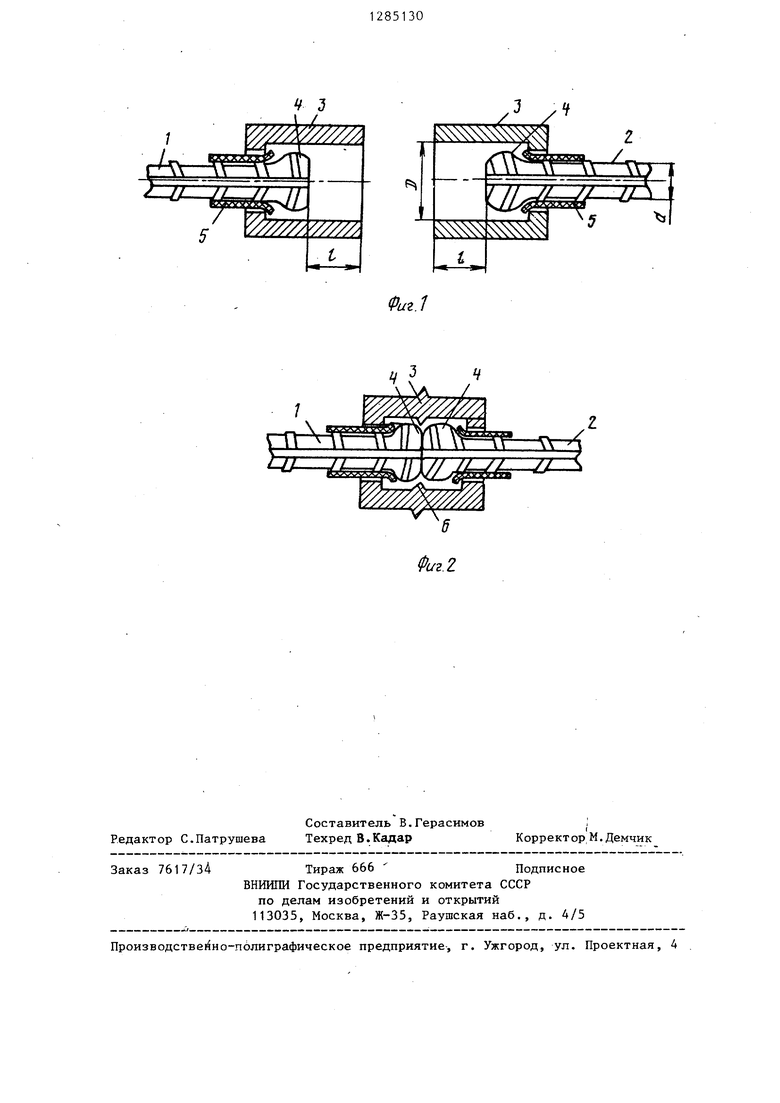
На фиг. 1 изображены концы арма- турнык стержней с установленными на них заготовками соединительной обоймы; на фиг. 2 - то же, после сварки обоймы.
Для соединения арматурных стержней 1 и 2 на их концы устанавливают секции 3 сборной соединительной обой мы, после чего производят высадку на концах стержней анкерных головок 4. Затем на стержнях у анкерных головок устанавливают диэлектрические прокладки 5, надвигают секции обоймы на концы стержней и производят сварку этих секций контактной стыковой сваркой, при этом диэлектрические
прокладки 5 исключают шунтирование тока на стержни и тем самым нагрев стержней, что является причиной их разупрочнения.
Для получения надежного соединения в заготовке каждой секции 3 обой
мы ее глубину 1 до торца анкерной головки 4 принимают 1,4-1,5 диаметра d стержней, что определяет припуск на оплавление и осадку каждой секции 3 при контактной стыковой сварке. При глубине меньше 1,4 диа- ,метра стержней не обеспечивается получение сварного соединения хорошего качества, при глубине больше 1,5 диаметра стержней повышается расход металла без улучшения качества соединения. При соединении арматурных стержней разного диаметра зависимость глубины секций обоймы принимают от стержня большего диаметра.
Диаметр D полости заготовки секции 3 обоймы принимают от 1,6 до 2 диаметров стержней. При диаметре полости меньше 1,6 диаметра стержней, образующийся при сварке обоймы поясок грата 6 может соприкасаться с концами стержней, что вызовет шунтирование тока и нагрев стержней. При
0
5
диаметре полости больше 2 диаметров стержней повышается расход металла.
Высадку анкерных головок 4 до сварки обоймы производят при ограниченном нагревании концов стержней во избежание их разупрочнения с последующим пластическим деформированием. Образованная при этом анкерная головка имеет диаметр, равный примерно 1,5 диаметрам стержня.
Для удобства установки диэлектри-. ческие прокладки могут быть изготовлены из листового материала, которым обертьшают концы стержней у анкерных головок. В качестве такого материала могут быть использованы отходы различных строительных материалов, обладающих диэлектрическими свойствами, например рубероид.
Изобретение позволяет повысить производительность труда за счет соединения обоймы высокопроизводительным методом контактной стыковой сварки, а также простоты изготовления секций обоймы. При этом повышается надежность соединения стержней за счет исключения их разупрочнения при сварке обоймы.
30
Формула изобретения
Способ стыкового соединения арматурных стержней, включающий установ35 ку на стержнях секций сб орной соединительной обоймы, высадку на концах стержней анкерных головок и соединение между собой секций обоймы с заключенными в ее полости анкерными
40 головками, отличающийся тем, что, с целью повьш1ения производительности труда и надежности соединения , перед соединением секций обоймы на концах стержней у анкерных
45 головок устанавливают диэлектрические прокладки, а соединение секций производят контактной стыковой сваркой, при этом в каждой секции обоймы диаметр полости принимают от 1,6
50 до 2 и глубину ее до торца анкерной головки от 1,4 до 1,5 диаметра стержней.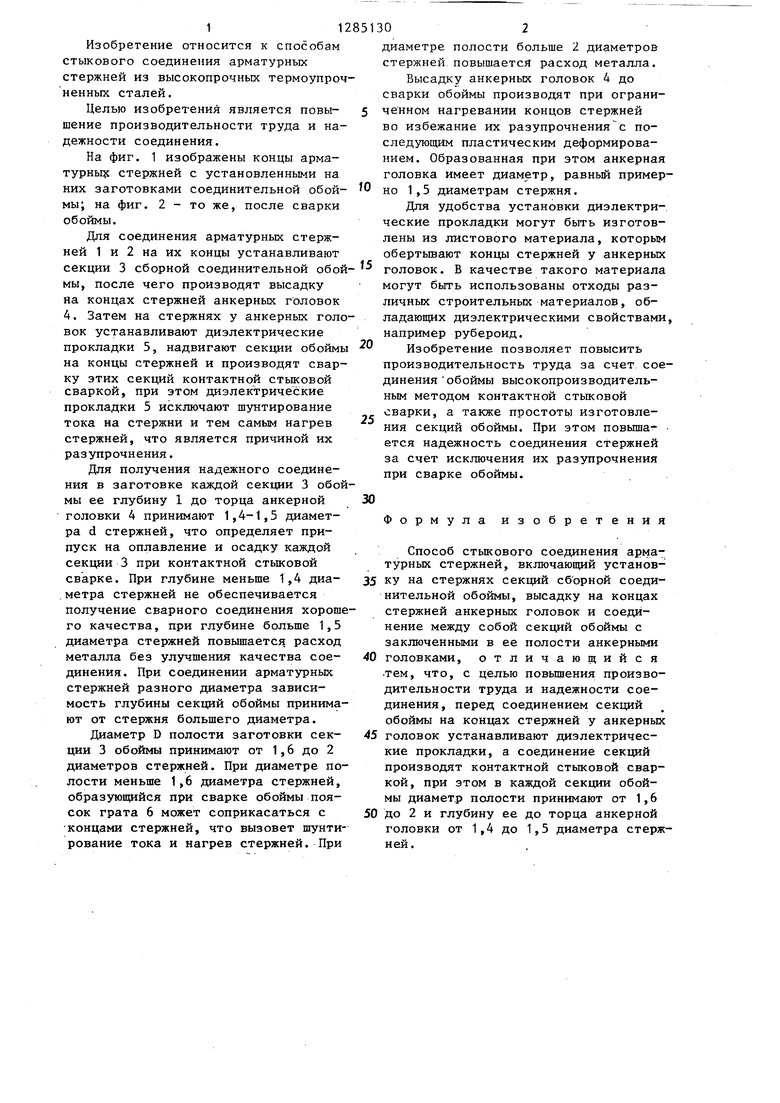
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНО-МОНОЛИТНЫЙ ЖЕЛЕЗОБЕТОННЫЙ БЕЗРИГЕЛЬНЫЙ КАРКАС (ВАРИАНТЫ) | 2015 |
|
RU2588229C1 |
| СТАЛЕПОЛИМЕРНЫЙ АНКЕР ГЛУБОКОГО ЗАЛОЖЕНИЯ | 2004 |
|
RU2258812C1 |
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ КОЛОННА, СТЫКОВОЕ СОЕДИНЕНИЕ КОЛОНН И СПОСОБ ВЫПОЛНЕНИЯ СТЫКОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2244789C1 |
| СПОСОБ МОДЕРНИЗАЦИИ ДВУХМАРШЕВОЙ ЛЕСТНИЦЫ ЗДАНИЯ | 2013 |
|
RU2538568C1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| Способ стыкового соединения арматурных стержней | 1982 |
|
SU1079791A1 |
| Установка для образования анкерных головок на арматурных стержнях сваркой под слоем флюса | 1986 |
|
SU1318676A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
Изобретение позволяет повысить ..производительность труда и надежность соединения арматурных стержней. На стержнях устанавливают секции сборной соединительной обоймы, высаживают на концах стержней анкерные головки, у анкерных головок устанав- ливают диэлектрические прокладки, после чего секции обоймы соединяют контактной стыковой сваркой. При сварке диэлектрические прокладки исключают шунтирование тока на стержни и тем самым их нагрев. Для той же цели в заготовке каждой секции обоймы диаметр полости принимают от 1,6 до 2,(а глубину ее до торца анкерной головки от 1,4 до 1,5 диаметра стержней. 2 ил. о СЛ
Редактор С.Патрушева
Составитель В.Герасимов Техред В.Кадар
Заказ 7617/34Тираж 666 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие-, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| Стык стержней из металла с ограниченной свариваемостью | 1978 |
|
SU667660A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для соединения концов напрягаемой арматуры | 1977 |
|
SU655795A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СТЫКОВАНИЯ НАПРЯГАЕМОЙ АРМАТУРНОЙПРОВОЛОКИ | 0 |
|
SU187985A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
