Изобретение относится к общему машиностроению, в частности к узлам крепления неметаллических деталей преимущественно волокнистых композиционных материалов, например стеклотекстолитов и углепластиков, и может применяться в конструкциях крепления неметаллических деталей в автомобиле- и судостроении, крепления деталей и корпусов приборов с неметаллическим корпусом.
Цель изобретения - повыщение надежности соединения путем исключения передачи нагрузки на присоединяемую деталь из композиционного материала.
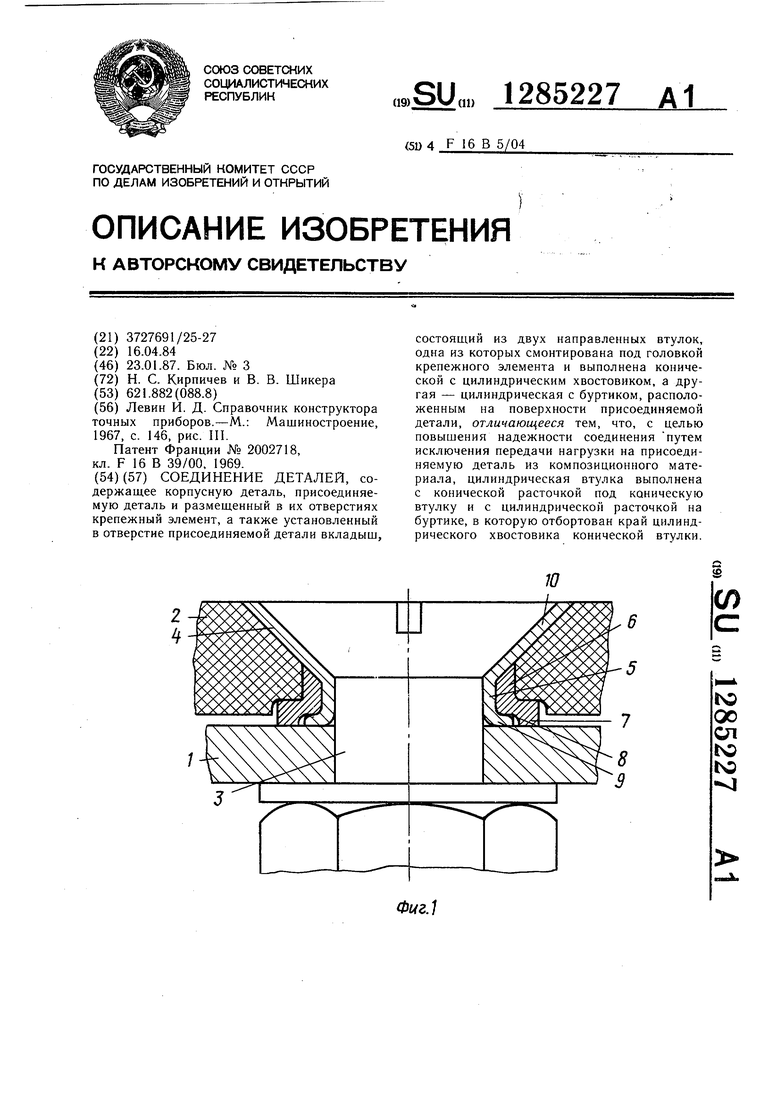
На фиг. 1 изображено соединение деталей; на фиг. 2 и 3 - последовательность выполнения расточек под вкладыщ.
Соединение деталей содержит корпусную деталь I, присоединяемую деталь 2 и размещенный в их отверстиях крепежный элемент 3, например, болт с гайкой, а также установленный в отверстие присоединяемой детали вкладыш, состоящий из двух встречно направленных втулок: конической 4 с цилиндрическим хвостовиком 5 и цилиндрической 6 с буртиком 7, расположенным на поверхности присоединяемой детали или в выемке, глубина которой меньше толщины буртика. В буртике 7 выполнена расточка 8, в которую отогнут край 9 цилиндрического хвостовика 5 конической втулки, и с кониче
0
5
ской расточкой 10 на противоположном торце под коническую втулку.
Способ изготовления соединения деталей заключается в следующей последовательности технологических операций.
В корпусной детали выполняют отверстие под крепежный элемент, а в присоединяемой детали - гнездо под вкладыщ, образованное двумя расточками.
Вначале выполняют расточку под цилиндрическую втулку с упором инструмента в поверхность, расположенную заподлицо с наружной поверхностью присоединяемой детали и противоположную этой расточке. Затем монтируют цилиндрическую втулку в образованную расточку и производят расточку под коническую втулку с упором инструмента в коническую расточку цилиндрической втулки, после чего монтируют коническую втулку. Необходимость в такой последовательности расточки и работы по упорам вызвана невозможностью формования детали из композиционного материала с заданной толщиной в пределах жестких допусков.
Крепежный элемент устанавливают во вкладыщ присоединяемой детали и в отверстие корпусной детали и производят соединение деталей, при этом силовое замыкание от пайки крепежного элемента от корпусной детали передается через вкладыщ на головку крепежного элемента, минуя материал присоединяемой детали.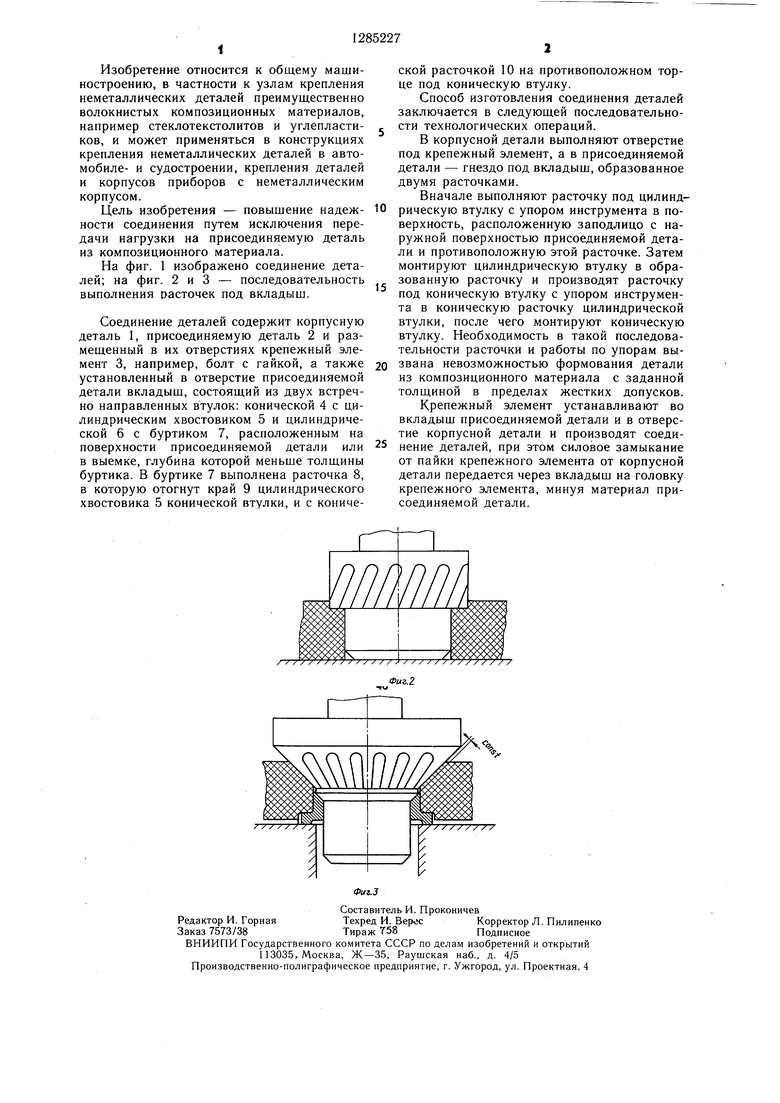
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления присоединяемой детали к базовой | 1984 |
|
SU1325210A1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Электрический перфоратор | 1988 |
|
SU1641603A1 |
| КРЕПЕЖНОЕ УСТРОЙСТВО | 2002 |
|
RU2217629C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ | 2015 |
|
RU2610747C1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Соединение деталей | 1986 |
|
SU1388593A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| СПОСОБ СБОРКИ ВНУТРЕННЕГО ФУТЛЯРА ДЛЯ РЕМОНТА ЛИНЕЙНОГО СООРУЖЕНИЯ | 2018 |
|
RU2686814C1 |
ШИШ
Фиг.З
Составитель И. Проконичев
Редактор И. ГорнаяТехред И. ВересКорректор Л. Пи.пипенко
Заказ 7573/38Тираж 758Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
| Левин И | |||
| Д | |||
| Справочник конструктора точных приборов.-М.: Машиностроение, 1967, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| III | |||
| Патент Франции № 2002718, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
