1-1
Изобретение относится к измерительной технике, а именно к средствам для контроля резьбы.
Целвю изобретения является повышение технологичности и обеспечение удобства в работе.
Цель достигается тем, что в сборном резьбовом калибре резьбовая поверхность резьбовых секторов выполнена по радиусу, меньшему радиуса контролируемой резьбы, а корпус калибра выполнен крестообразной формы.
На фиг. 1 представлен резьбовой калибр для контроля внутренней резь бы большого диаметра, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 .
Резьбовой калибр содержит корпус 1 крестообразной формы, имеющий четыре опорные площадки 2, равноудаленные от оси 3 калибра и образующие базовую наружную поверхность корпуса 1 . В корпусе 1 выполнены взаимно перпендикулярные пазы 4, в которых жестко закреплены четыре резьбовых сектора 5, прижатые к опорньм площадкам 2 и образующие резьбовую поверхность 6 калибра. Резьбовая поверность 6 резьбовых секторов 5 выполнена по радиусу R, , меньшему радиуса R- контролируемой резьбы 7. На резьбовых секторах 5 выполнена цилиндрическая поверхнрсть 8, концентричная резьбовой поверхности 6 и отстоящая от нее на величину, равную высоте .
5
31
05
0
5
О 2
Стойки 9, изготовленные из тепло- изолгционного материала, служат для крепления рукоятки 10.
Контроль резьбы калибром производят следующим образом.
Удерживая калибр за рукоятку 10, вводят его в контролируемое резьбо- вто. отверстие 7 таким образом, чтобы цилиндрическая поверхность 8 сцентрировала калибр относительно внутреннего диаметра контролируемой резьбы 7.
После этого производят сринчива- ние калибра с резьбой 7 и по характеру свинчивания судят о годности i резьбы.
Формула изобрете н.и я
Резьбовой калибр для контроля внутренней резьбы большого диаметра, содержащий корпус, резьбовые секторы, жестко прикрепленные к корпусу, образующие резьбовзпо поверхность калибра, отличающийся тем, что, с целью повышения технологичности и обеспечения удобства в работе, корпус выполнен крестообразной формы, резьбовые секторы выполнены с цилинд-. рической поверхностью, концентричной резьбовой поверхности и отстоящей от нее на величину, равную высоте резьбы, а резьбовая поверхность секторов выполнена по радиусу, меньшему радиуса контролируемой резьбы.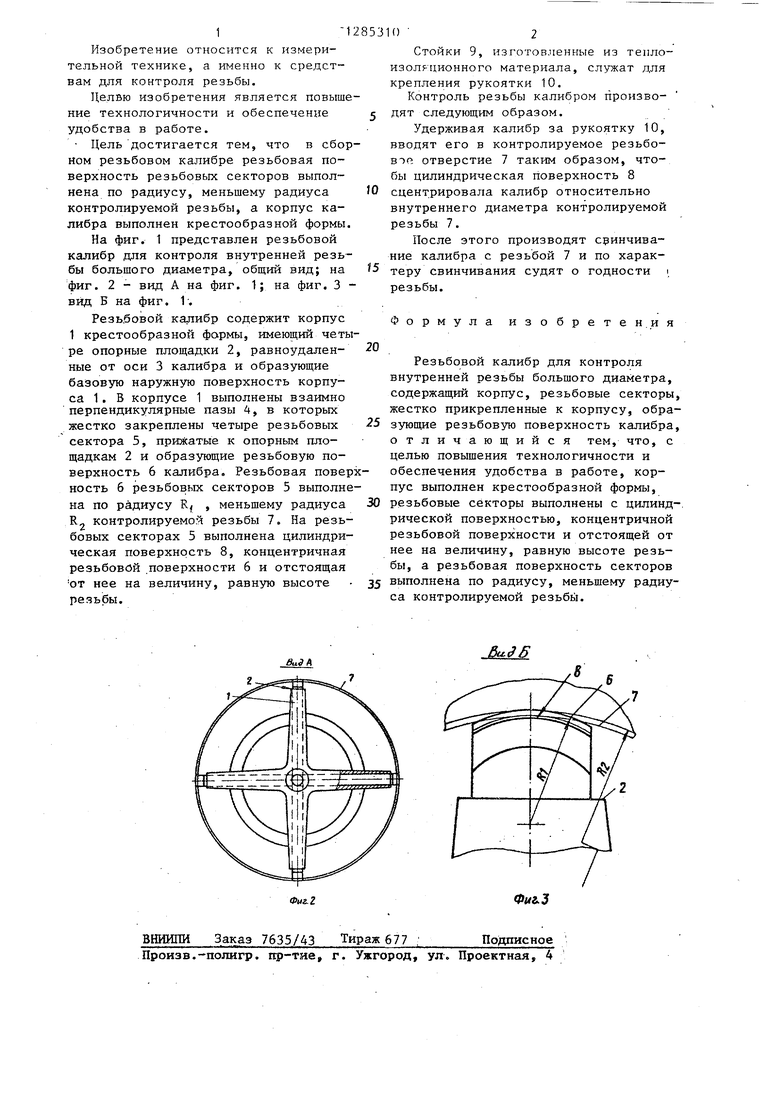
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительные наконечники для контроля среднего диаметра наружной резьбы | 1980 |
|
SU987368A2 |
| Устройство для контроля среднего диаметра трапецеидальной резьбы | 1985 |
|
SU1499088A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| КАЛИБР РЕЗЬБОВОЙ ДЛЯ КОНТРОЛЯ НАРУЖНЫХ РЕЗЬБ | 1999 |
|
RU2174211C2 |
| Устройство для контроля наружной конической резьбы деталей | 1981 |
|
SU983435A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО КАЛИБРА | 1991 |
|
RU2020401C1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
Изобретение относится к измерительной технике. Цель изобретения - повышение технологичности и обеспечение удобства в работе. Это достигается тем, что в сборном резьбовом калибре резьбовые секторы, образуюпще рабочую поверхность калибра выполнены с возможностью обработки резьбовой поверхности на резьбошлифовальных станках, что упрощает изготовление калибра для резьбы большого диаметра, для которой такие станки отсутствуют, а корпус 1 калибра выполнен облегченным. На корпусе 1 выполнены пазы 4, в которых закреплены разьбовые сек- торы 5, секторы 5 имеют цилиндрическую поверхность 8, размер которой меньше внутреннего диаметра контролируемой резьбы, а резьбовая поверхность секторов 5 выполнена по радиусу меньшему радиуса контролируемой резьбы. С помощью цилиндрической поверхности калибр предварительно центрируют по внутреннему диаметру резьбового отверстия проверяемой детали. 3 ил. i (Л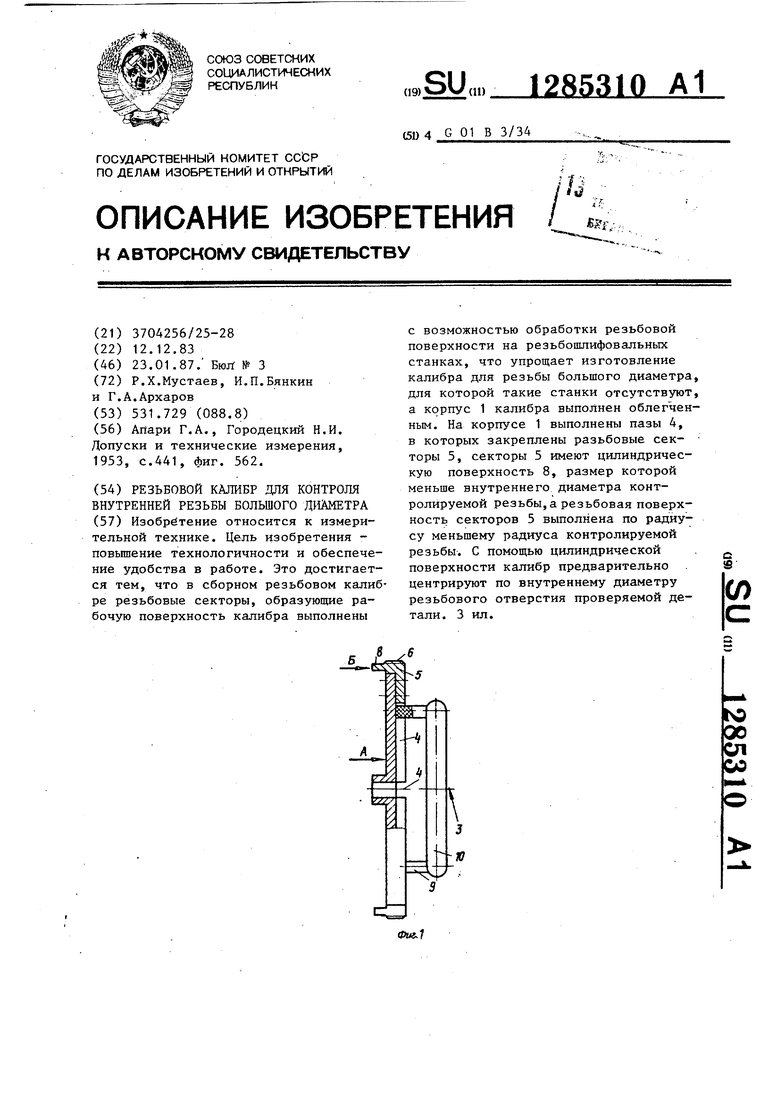
Фиг. 2
ВНИИПИ Заказ 7635/43 Тираж 677
Произв.-полигр. пр-тие г. Ужгород, ул. Проектная, 4
Фи&.3
Подписное
| Апари Г.А., Городецкий Н.И | |||
| Допуски и технические измерения, 1953, с.441, фиг | |||
| Регенеративный приемник | 1923 |
|
SU562A1 |
