(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАРУЖНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля среднего диаметра наружной резьбы | 1984 |
|
SU1236309A1 |
| Устройство для контроля диаметра внутренних резьб | 1985 |
|
SU1259094A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2009 |
|
RU2392517C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО КАЛИБРА | 1991 |
|
RU2020401C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
1
Изобретение относится к измерителЕ ной технике, а именно к средствам для контроля наружной конической резьбы, свинчиваемой с цилиндрической.
Известны калибры-кольца с коннчеокой резьбой для контроля наружной конической резьбы деталей, предназначенных для свинчивания с цилиндрической резьбой. Калибры имеют измерительные плоскости, с помощью которых производят f g определение положения основной плоскости контролируемой относительно торца детали 1 .
Однако контроль с помощью таких калибров-колец не позволяет обеспечить jj высокую надежность контроля ввиду того, что калибры не повторяют (}юрму сопрягаемых изцелий.
Наиболее близким по технической сущности к предложенному является уст- 20 ройство для контроля наружной коничеокой резьбы деталей, содержащее резьбовой калибр с цилиндрической резьбой и измеритель расстояния от основной плоскости резьбы до базового торца детали 23 .
Однако резьбовой калибр в известном устройстве вьшолнен в виде одного кольца с внутренней цилиндрической резьбой, такой ::алибр быстро изнашивается в связи с малой поверхностью контакта при сопряжении его с конической резьбой детали.
Целью изобретения является повышение срока службы калибра.
Эта цель достигается тем, что устройство для контроля наружной конической резьбы деталей, содержащее резьбовой калибр с цилиндрической резьбой в измеритель рассто5шня от основной плоскости резьбы до базового торца детали, снабжено дополнительным измерителем расстояния; калибр вьшолнен в виде трех цилиндрических резьбовых роликов, раьномерно расположенных по окружности резьбы, один из роликов выполнен подвижным в радиальном направлении, а дополнительный измеритель установлен
с возможностью взаимодействия с подвижным роликом.
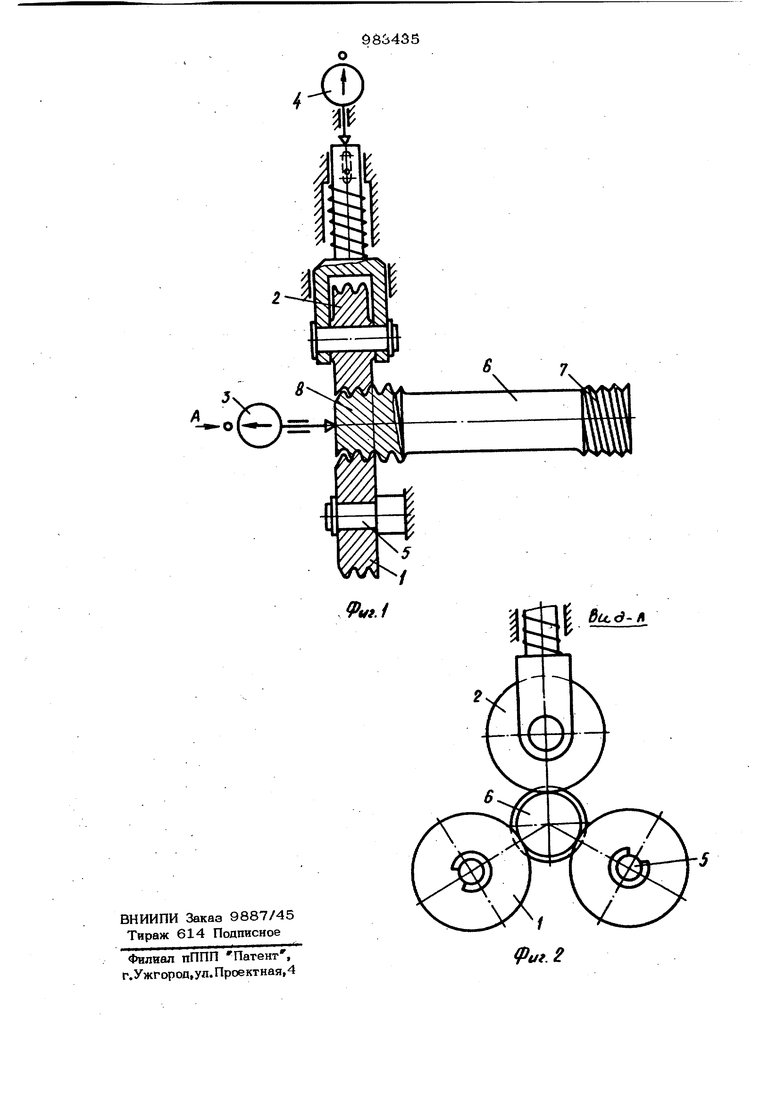
На фиг. 1 изображено предлагаекюе устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство содержит три цилиндричеоких резьбовых ролика 1 и 2 и два измерителя 3 и 4 расстояния. Ролики 1 выполнены на неподвижных осях 5, а ролик 2 выполнен подвижным в радиальном направлении резьбы. Измеритель 3 установлен по оси резьбы а измеритель 4 - с возможностью взаимодействия с подвижным роликом 2, Для наЬтройки устройства предусмотрен эталон 6, на одном конце которого выполнена яилиндрическая наружная резьба 7, а на другом - наружная коническая резьба 8.
Устройство работает следующим образом.
Производят настройку устройства по эталону 6, который устанавливается между роликами 1 и 2 концом 7 с цилиндрической резьбой. Измеритель 4 настраивают на нуль. Затем эталон 6 переворачивают. Между роликами, постепенно ввертьгоая, помещают конец 8 эталона 6 с конической резьбой. Ввертьгаание эталон прекращают, когда измеритель 4 будет показывать настроенный нуль. В этом по ложении измеритель 3 также настраивают на нуль. После настройки между роликами 1 и 2 помещают контролируемую деталь с наружной конической резьбой. Деталь ввертывают между роликами 1
и 2, пока измеритель 4 не будет показывать нуль. После этого по показаниям измерителя 3 определяют отклонение положения основной плоскости резьбы от базового торца детали.
Использование для контроля наружной конической резьбы деталей предложенного устройства обеспечивает существенное повышение срока службы калибра.
Форму.л а изобретения
Устройство для контроля наружной конической резьбы деталей, содержащее резьбовой калибр, с цилиндрической резьбой и измеритель расстояния от основной плоскости резьбы до базового торца детали, отличающееся тем, что, с целью повьш1ения срока службы калибра, оно снабжено ДОПОЛНИТРЛЬНЫМ измерителем расстояния, калибр выполнен в виде трех цилиндрических резьбовых роликов, равномерно расположенных по 01ФУЖНОСТИ резьбы, один из роликов выполнен подвижным в радиальном направлеиви, а дополнительный измеритель установлен с возможностью взаимодействия с подвижным роликом.
Источники информации, орЕнятые во внимание при экспертизе
