112
Изобретение относится к абразивной обработке инструментом на гибкой
основе.
Цель изобретения - повышение производительности шлифования путем повышения режущей способности инструмента.
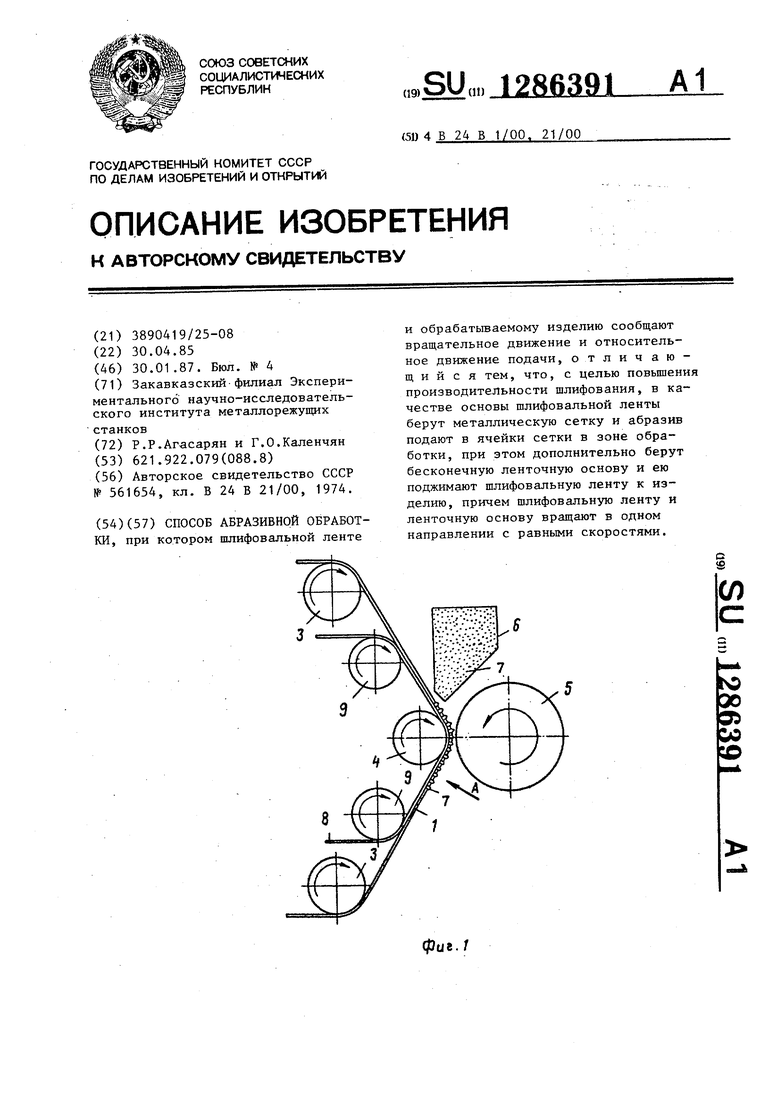
На фиг.1 процесс шлифования; на фиг.2 -- вид А на фиг.1.
Шлифовальная лента 1 выполнена из металлической сетки 2, приводится во вращение роликами 3 и пожимается контактным элементом 4 к обрабатываемому изделию 5.
Из бункера 6 в зону обработки подают абразивные зерна 7, смешанные с маслом, которые попадают в ячейки металлической сетки, подобранной таким образом, чтобы размеры ячейки соответствовали размерам абразивных зерен.
Шлифовальная лента 1 поджимается бесконечной ленточной основой 8, перемещаемой роликами 9. Обработка ведется из условия равенства скоростей лент по величине и направлению. Абразивные зерна 7, попавшие в ячейки сетки 2 в зоне обработки, не имеют возможности выпасть, поскольку они удерживаются ячейками сетки, гибкой основой 8 и обрабатываемым изделием 5.
По выходе из зоны обработки абразив удаляется из ячеек сетки и може быть использован повторно.
Редактор Т.Митейко
cpuz.2
Составитель В.Воробьев
Техред Н.Глущенко Корректоре. Черни
Заказ 7664/14 Тираж 712Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-пблиграфическое предприятие, г.Ужгород, ул.Проектная, 4
12
Обработка одной порции абразивных зерен может продолжаться до тех пор., пока абразивные зерна не износятся до высоты, равной толщине сетки. Изношенный абразив можно повторно использовать, ес.ли использовать сетку с меньшими размерами ячеек и толщиной. Пример. Для получения сравнительных данных проводилась обработка по предлагаемому способу зерном 23А16 с использованием сетки с размерами ячейки 0,18x0,18 мм и ленточное шлифование конечной лентой ЛСВТ 23А16. шириной 50 мм при следующих режимах обработки:
Скорость перемещения ленты, мм/с0,17
Скорость вращения изделия, м/с1,05
Удельное давление, мПа 0,3 Продольная подача 0-,1 от
ширины ленты на 1 оборот изделия
В качестве обрабатываемого изделия использовались образцы из валковой стали Марки 9X2 с твердостью , диаметром 50 мм и длиной 150 мм.
Сопоставительный анализ показал, что предлагаемый способ шлифования позволяет увеличить съем металла, снизить износ абразивного материала, увеличить производительность. Кроме того, снижена температура в зоне шлифования.
Buff/I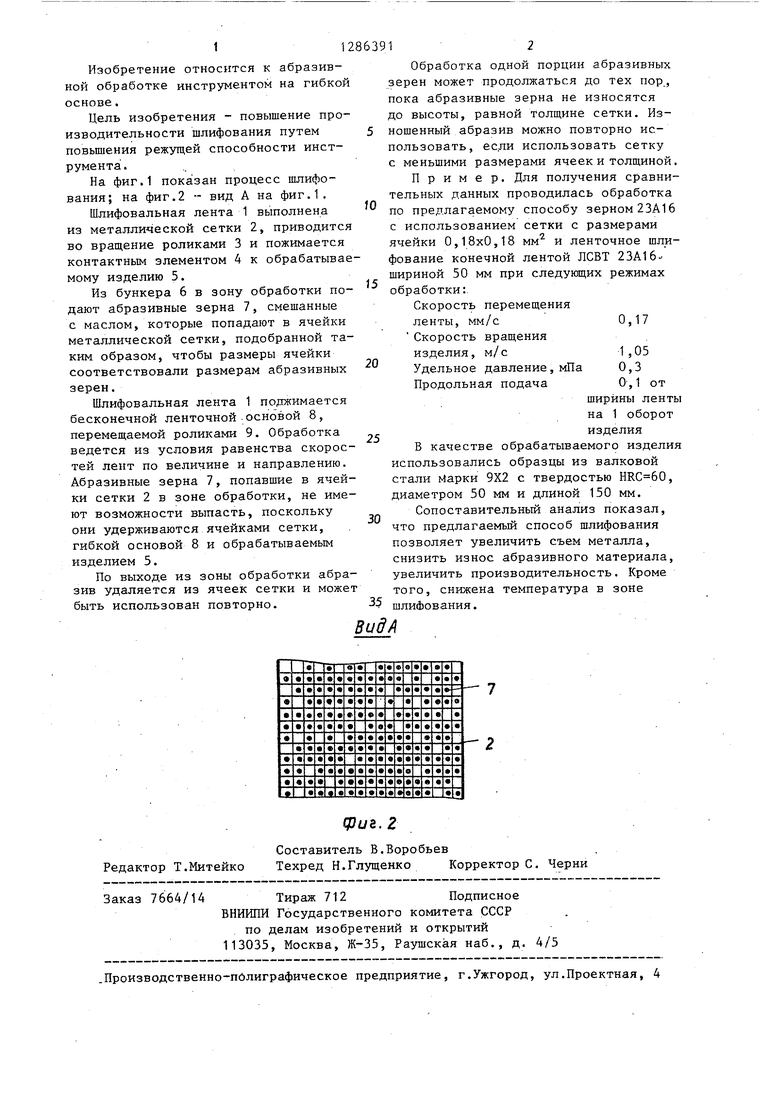
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Способ восстановления посадочных отверстий | 1987 |
|
SU1542765A1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479403C1 |
| Устройство для абразивной зачистки изделий | 1990 |
|
SU1776231A3 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ АБРАЗИВ НА ГИБКОЙ ОСНОВЕ | 2003 |
|
RU2281852C2 |
| Способ шлифования абразивной лентой | 1971 |
|
SU561654A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
